Изобретение относится к электротермии, в частности к изготовлению монолитного нагревателя, содержащего проволочные нагревательные элементы спиральной формы и керамическую изоляцию.
Целью изобретения является увеличение производительности при массовом изготовлении нагревателей с нагревательным элементом с диаметром 1 спирали 2 - 6 мм.
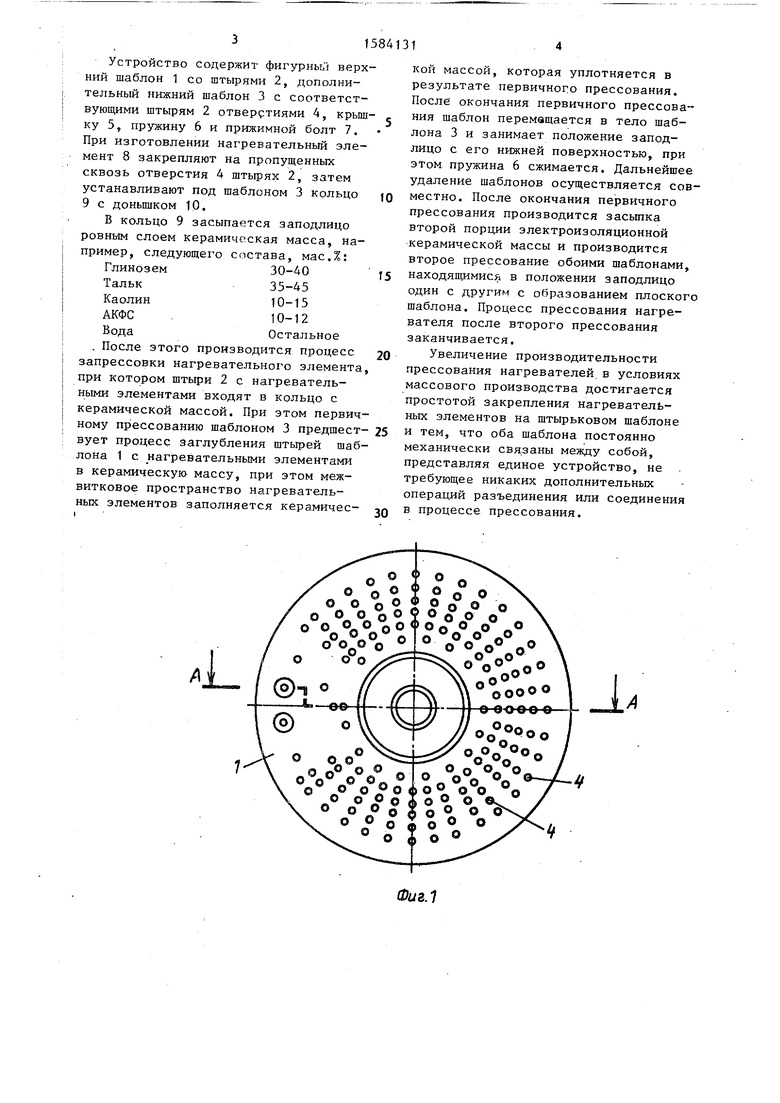
На фиг. 1 изображено устройство , поясняющее предлагаемый способ, вид снизу; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - прессовое устройство в процессе прессования первой порции массы.
Устройство содержит фигурный верхний шаблон 1 со штырями 2, дополнительный нижний шаблон 3 с соответствующими штырям 2 отверстиями 4, крыш- ку 5, пружину 6 и прижимной болт 7. При изготовлении нагревательный элемент 8 закрепляют на пропущенных сквозь отверстия 4 штырях 2, затем устанавливают под шаблоном 3 кольцо 9 с донышком 10.
В кольцо 9 засыпается заподлицо ровным слоем керамическая масса, например, следующего состава, мас.%:
Глинозем30-40
Тальк35-45
Каолин10-15
АКФС10-12
ВодаОстальное
. После этого производится процесс запрессовки нагревательного элемента, при котором штыри 2 с нагревательными элементами входят в кольцо с керамической массой. При этом первичному прессованию шаблоном 3 предшест- вует процесс заглубления штырей шаблона 1 с нагревательными элементами в керамическую- массу, при этом меж- витковое пространство нагревательных: элементов заполняется керамичес-
кой массой, которая уплотняется в результате первичного прессования. После окончания первичного прессования шаблон перемещается в тело шаблона 3 и занимает положение заподлицо с его нижней поверхностью, при этом пружина 6 сжимается. Дальнейшее удаление шаблонов осуществляется совместно. После окончания первичного прессования производится засыпка второй порции электроизоляционной керамической массы и производится второе прессование обоими шаблонами, находящимися в положении заподлицо один с другим с образованием плоског шаблона. Процесс прессования нагревателя после второго прессования заканчивается.
Увеличение производительности прессования нагревателей в условиях массового производства достигается простотой закрепления нагревательных элементов на штырьковом шаблоне и тем, что оба шаблона постоянно механически связаны между собой, представляя единое устройство, не требующее никаких дополнительных операций разъединения или соединения в процессе прессования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ НАГРЕВАТЕЛЯ С ЭЛЕКТРОИЗОЛЯЦИОННЫМ ОСНОВАНИЕМ | 1995 |
|
RU2071640C1 |
| Способ изготовления абразивного инструмента | 1978 |
|
SU861052A1 |
| Способ изготовления электрических нагревательных элементов | 1932 |
|
SU43095A1 |
| ТРУБЧАТЫЙ ЭЛЕКТРОНАГРЕВАТЕЛЬ | 1969 |
|
SU248099A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИБКИХ ДЛИННОМЕРНЫХ ВОЛОКОН СВЕРХПРОВОДНИКА | 1988 |
|
RU2050339C1 |
| ПРЕССФОРМА ДЛЯ ГИДРОСТАТИЧЕСКОГО ПРЕССОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1967 |
|
SU196587A1 |
| КЕРАМИЧЕСКИЙ ЭЛЕКТРОНАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2154361C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОНЕНТОВ ЭЛЕКТРОХИМИЧЕСКОГО ЭЛЕМЕНТА ДЛЯ ТЕПЛОВЫХ ХИМИЧЕСКИХ ИСТОЧНИКОВ ТОКА И КОНСТРУКЦИЯ ОСНАСТКИ ДЛЯ ИХ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2745745C2 |
| УСТРОЙСТВО ДЛЯ НАГРЕВА ТЕКУЧЕЙ СРЕДЫ, ВОДОНАГРЕВАТЕЛЬ И СПОСОБ РЕЗИСТИВНОГО НАГРЕВА ТЕКУЧЕЙ СРЕДЫ | 1995 |
|
RU2171550C2 |
| Устройство для изготовления биметаллических заготовок | 1977 |
|
SU789240A1 |

Способ изготовления монолитного нагревателя с керамической изоляцией, при котором укладывают спиральный нагревательный элемент на фигурный шаблон, прессуют первую порцию керамической массы этим и соосным ему дополнительным шаблоном, вдавливают нагревательный элемент в массу нажимом одного из этих шаблонов, снимают его с аблона, засыпают вторую порцию массы и прессуют ее плоским шаблоном, отличающийся тем, что, с целью увеличения производительности при массовом изготовлении нагревателей с нагревательным элементом с диаметром спирали 2-6 мм, используют в качестве фигурного шаблона штырьковый шаблон, а в качестве дополнительного - установленный снизу шаблон со сквозными отверстиями, соответствующими штырями фигурного шаблона, нагревательный элемент, зафиксированный на пропущенных сквозь отверстия дополнительного шаблона штырях фигурного шаблона, вдавливают в массу перед прессованием первой порции нажимом дополнительного шаблона с одновременным частичным заглублением в массу штырей фигурного шаблона и при снятии нагревательного элемента с шаблона фиксируют шаблон на уровне заглубления его штырей в отверстиях дополнительного шаблона заподлицо с его нижней поверхностью с образованием при этом указанного плоского шаблона.
Фиг. 2
8
Фиа.3
| 1971 |
|
SU417923A1 | |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Авторское свидетельство СССР № 311507, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Устройство для изготовления трубчатых изделий из пластмассы намоткой | 1971 |
|
SU513607A3 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
