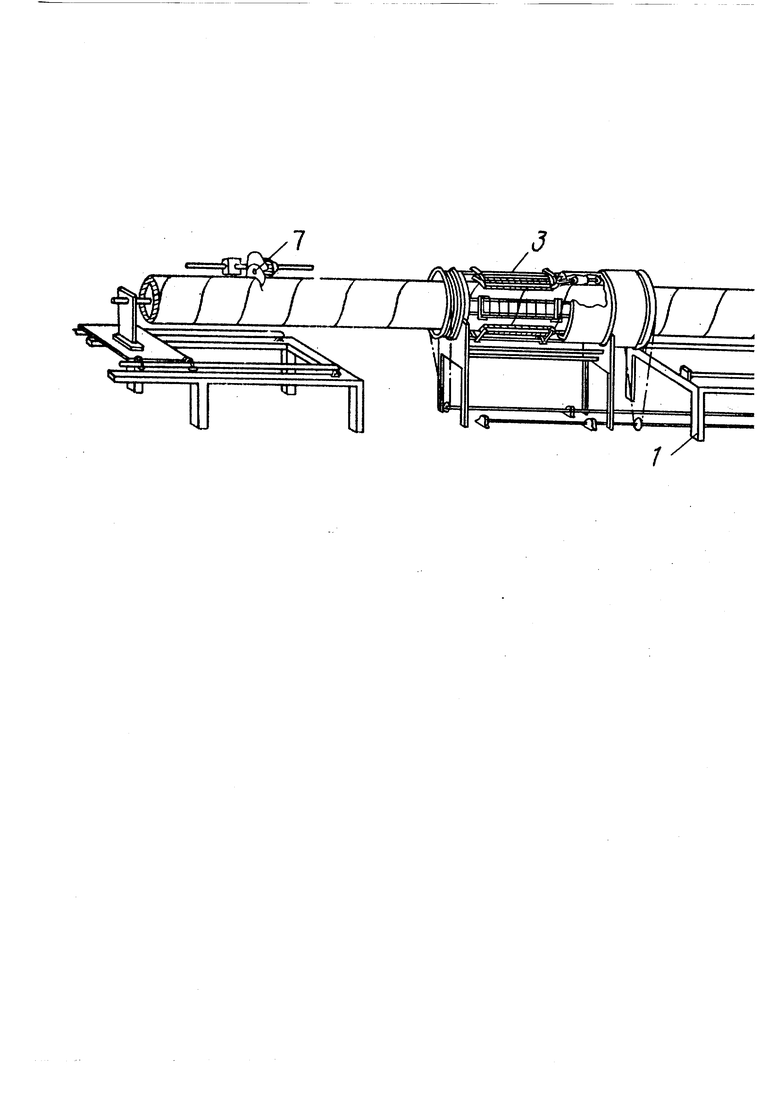
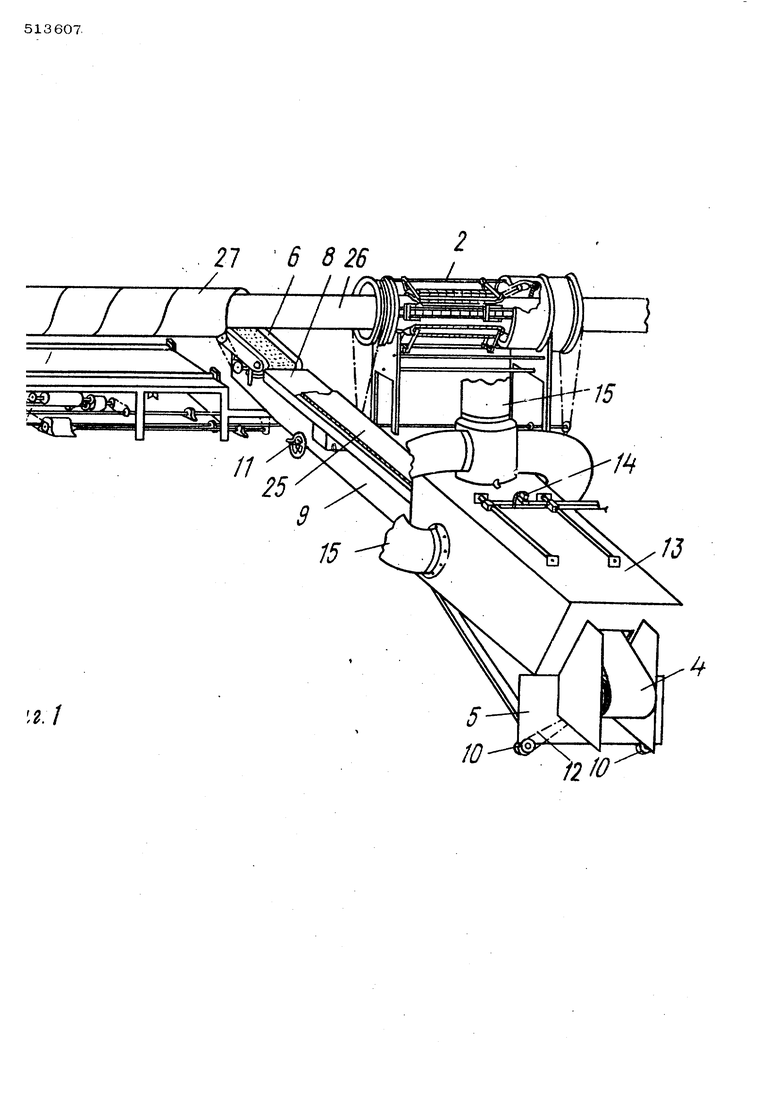
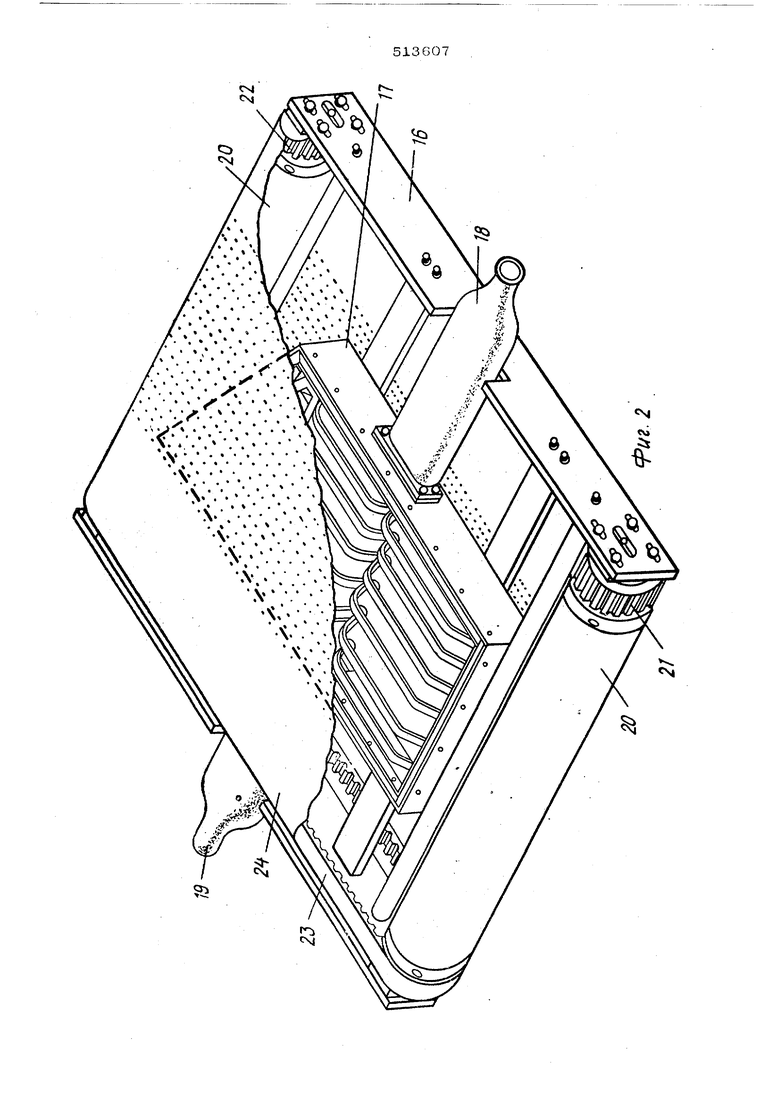
гибкой ленгы на трубчатую загоговку, и механизм резки 7. Средства 5 для нанесения вспеыиваклцего€я материала вюшчают стоп Sj усггановлен- ньШ1на:раме 9, конец которой свободно по Ворач1шаегся на колесах 10 маховиком 11 Через червяк, шестерню (на чертежах не показаны) и цепь 12. На столе 8 закреплен желоб 13 с форсункой 14 для разбрызгивания вспенивающегося материала, Цпя удаления оаров и брызг предусмотрены отДушины 15, ,. Приспособление 6 для непрерывной подачи гибкой ленгы (см, фиг, 2) содержит раму 1в, несущую открытую сверху вакуумную камеру 17, Для максимального использования этого устройства, как средства для направления, а также подачи ленты верхняя часть камеры 17 предпочтительно г-меет в плане трапецеидальную форму, как показано пунктирными линиями, две противоположные стороны которые, по существу, napaj лельны продольной оси ленты, третья - перпендикулярна ей, а. четвертая - перпендику- лярна к продольной оси загоговки. В другом предпочтительном варианте осуществления (на чертеже не показано j край камеры, расположенный ближе к заготовке, покрывается пластиной, один край которой npe/tназначен ограничивать верхнюю кромку камеры у этого конца и оставаться параллель ным продольной оси заготовки независимо от угла, под которым расположена продольная ось ленты к ней, .В вакуумной камере 17 вьтолнены проходы 18 и 19, соединенные трубами с вакуумным насосом (на чертеже не показан). На конце камеры установлены оси 2О поп& рек продольной оси ленты. Каждая ось 20 несет пару зубчатых роликов 21 и 22 (на чертеже показано по одному из каждой пары). Ролики 21 и 22 вращаются на этой оси с помощью шарикоподшипников. Каждая пара роликов 21 и 22 несет соответстве но зубчатый приводной ремень 23 (один из них показан), а они, в свою очередь, не сут бесконечный ремень 24, по крайней ме ре, часть шмрины которого, покрывающего вакуумную камеру 17, выполнена из порио того или перфорированного материала, В верхней части ремень плотно прилегает к открытому верху вакуумной камеры 17, Кр открытой верхней части вакуумной камеры 17 могут иметь вакуумные ;плотнения (на чертеже не показаны) с целью уменьшения утечки вакуума между краями и нижней стороной бесконечного ремня 24. Могут быть также предусмотрены средства для поддерживания бесконечного ремня 24 во BpeMsi его движени через открытый верх вакуумной камеры 17, например, пригонкой верха камеры с перфорированной или прорезанной крьшшой или вьшолнением в камере как показано ва фиг, 2, множества параллельных продольных ребер. Из пары зубчатых роликов 21, 22 по крайней мере один приводится от электродвигателя (на чертеже не показан) через коробку передач, Предпочтитель1к, чтобы мощность дяга тфивода этих роликов отбиралась от приводного узла загчхговки и/нлн составного изделия через коробку передач (не показано), что для заданной ширины ленты и наружного диаметра составного иэделия (которые вместе определяют настро ку коробки передач) обеспечит синхронность скорости подачи ленты и скорости 3ai:oTO&ки или составного изделия. Целесообразно, чтобы рама 16 приспособления 6 подачи ленты вращалась в горизонтальной плоскости относительно оси заготовки при подаче на нее ленты, В идеальном случае, ось поворота рамы является вертикальной, проходящей через продольную ось заготовки и центральную линию ленты в точке, где ленту подают на заготовку. Таким образом, при вращении приспособления 6 как скорость, так и УГОЛ подачи ленты можно регулировать. Обычно приспособление 6 располагается на столе 8, как показано на фиг, 1, который поворач ива етсй относи-И тельно оси заготовки в горизонтальной плоокости. Устройство может также содержать механизмы, чувствительные к поступающей информации, включающей значения наружно го диаметра ( D ) составного изделия и эффективной щирины (W ),т.е, ширины лентьГ меньшей ширины ленты для перекрытия, ес ли оно имеется, чтобы устанавливать автоматически требуемый угол ( в ) подачи ленты согласно отношению со&в-WtJtD) Верхняя часть вакуумной камеры 17 может иметь другие формы поперечного . При эксплуатации угол приспособления 6 подачи ленты к продольной оси заготовки устанавливается в соответствии с приведенным выше отношением (например, соответствующей регулировкой положения стола, к которому прикреплено приспособление), лента располагается на верхней части бесконечного .перфорированного ремня 24. Для удержания ленты на ремне создают вакуум, а ремень приводят в движ&ние с соответствующей скоростью в зависимости, от наружного диаметра изделия.
limpHHbi ленты и скорости вращения заготовки, тем самым подавая ленту вперед с тре.Дуемыми углом и скоростью,
i/CTpoficTBo работает следующим образом Определяют и ус-танавливают угол, под которым покрытая лента 25 подается к заготовке 26, вычисляют и устанавливают необходимые значения скоростей линейного и вращательного движения заготовки 26 и составного изделия 27 и линейного движения леиты 25. Заготовку 26 устанавливают в положение поперек положению намотки ленты 25, а ленту вручную протягивают через ролик подачи и под форсункой 14 разбрызгивателя вспенивающегося материала, Затем включают форсунку 14 и электродвигатель, приводящий приспособление 6 вакуумной подачи ленты 25, но оставляя муфту расцепленной, в результате чего приводные узлы отключены от электродвигателя. 25, покрытая пеной, поступает по столу 8 к вакуумному приспособлению 6, а затем выходя из него, подается ниже и вокруг заготовки 26, при этом ее свободный конец крепится в заготовке 2 6 соответстц ющи- ми средствами, например липкой лентой. Далее, включая муфту, пускают в работу два приводных узла, размещенных на опорах 2 и 3 заготовки 26 и составного изделия 27, По другому варианту, особенно целесообразному, когда заготовку формируюТ на месте экструзией или спиральной намоткой одного или более слоев, сначала запускают вращательное приводное устройство и оправку (когда она применяется}, а ленау налагают на заготовку во время движения.
Изделие 27 проходиТ термообработку (на чертежах не показано,, и механизмом реэ
(ки 7 разрезается на отрезки необходимой
|дпины.
Получаемое изделие 27 имее круглое поперечное сечение правильной формы с поотоянным наружным диаметром благодаря непрерьшной гибкой пепты 25, покрытой вспенивающимся материалом, с определен ; ной скоростью под определенным углом к заготове 26 и исключению ее вытягивбиния. Размер наружного диаметра также зависит от колебаний соотава вспенивающегосЬ материала,.,i
Формула изобретения
1, Устройство для изготовления трубч. ых изделий из пластмассы намоткой, содер-1жащее станину с размешенными на ней опорами для трубчатой загхгговки, имеющей привод для вращательного и поступательного перемещения относительно ее продольной оси, приспособление для непрерывной подачм гибкой ленты Кструбчатой заготовке под уг лом к ее продольной оси и средства для нанесения на гибкую ленгу вспенивающегося материала, отличающееся тем,- что, с целью повьпиения качества изделий, приспособлений для непрерывной подачи гиб% кой ленты смонтировано в зоне наложе1П1Я гибкой ленты на трубчатую заготовку и вы-i полнено в виде приводного транспортера из бесконечного пористого ремня, нижняя сторона которого соединена с вакуумной камерой, 2, Устройство поп, 1, отличающееся тем, что транспортер смонтирован с возможностью поворота относительно :вертикальной оси, проходящей через продоль |i i6ocb трубчатой заготовки и центральную линию гибкой ленты.
т гт п
дх.
чТ
«СГ 21 6 8 26
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление к швейным машинам для подачи сшиваемых изделий к игле | 1940 |
|
SU62753A1 |
| МАШИНА ДЛЯ ТРЕПАНИЯ ЛЬНА И Т.П. ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 1925 |
|
SU3997A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ ЗАГОТОВКИ ОТ ПЕРВОГО СТАНКА К ВТОРОМУ СТАНКУ | 1991 |
|
RU2102239C1 |
| Устройство для изготовления переносных трубчатых пакетов из подаваемой в каскадном потоке печатной продукции | 1988 |
|
SU1836278A3 |
| Устройство для обрезания стоп листов | 1976 |
|
SU652871A3 |
| ЭТИКЕТИРОВОЧНАЯ МАШИНА | 2006 |
|
RU2319647C1 |
| АВТОМАТИЧЕСКИЙ КОМПЛЕКС НАНЕСЕНИЯ ЭТИКЕТОК | 2006 |
|
RU2319648C1 |
| Ионообменная мембрана,способ ее формования и аппарат для изготовления ионообменной мембраны | 1980 |
|
SU1268104A3 |
| Устройство для производства пищевого продукта из рыбной мякоти | 1982 |
|
SU1313332A3 |
| Швейный полуавтомат для изготовления ложного канта на деталях одежды | 1980 |
|
SU992626A1 |