Фиг1
Изобретение относится к черной металлургии, в частности к оборудованию прокатных цехов, и может быть использовано для холодной прокатки и дрессировки листов.
Цель изобретения - улучшение качества проката путем устранения продольных линий на полосе.
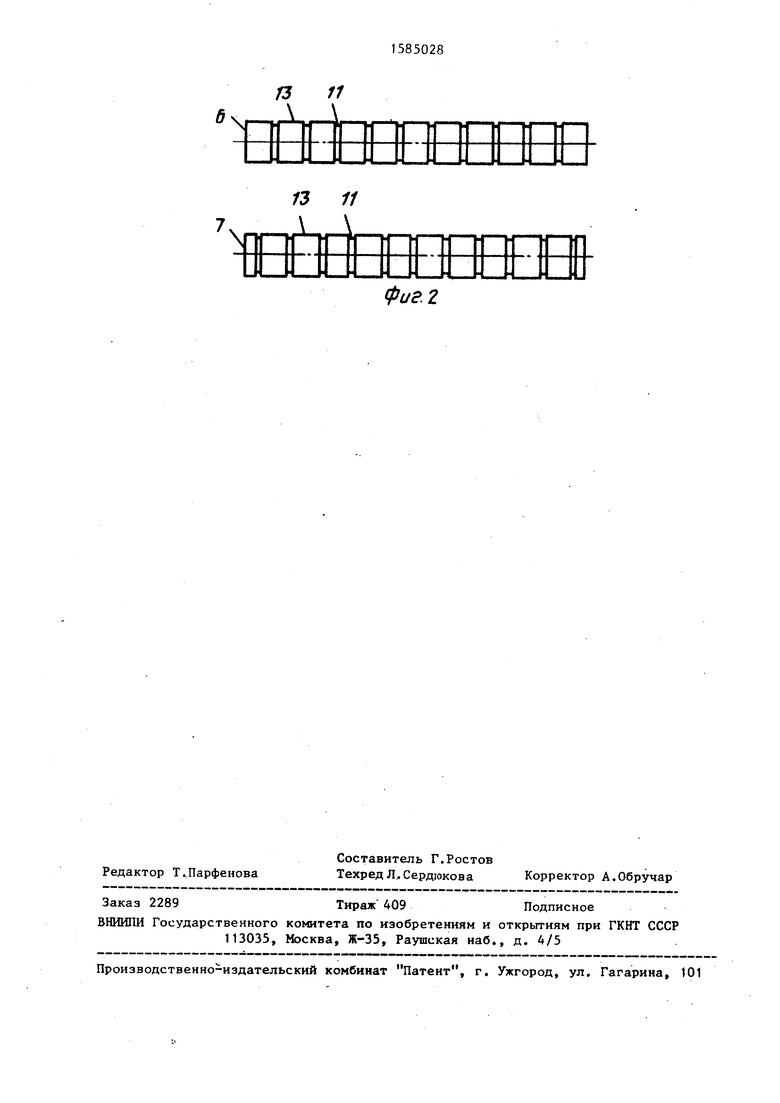
На фиг. 1 схематически изображен прокатный листовой стан; на фиг. 2 - рабочие валки предпоследней и последней клетей.
. Прокатный листовой стан содержит разматыватель 1, натяжные устройства 2 и 3 , клети 4 и 5 с установленными в них рабочими 6 и 7 и опорными 8 и 9 валками и моталку 10, на- поверхности рабочих валков 6 и 7 предпоследней 4 и .последней 5 клети выполнены кольцевые выточки 11, причем кольцевые выточки 11 на поверхности рабочих валков 7 последней клети 5 выполнены со смещением относительно кольцевых выточек 11 на рабочих валках 6 предпоследней клети 4, например, на полшага расстояния между выточками 11. Кольцевые выточки 11 выполнены глубиной, равной 0,002-0,003, шириной 0,01-0,015, а расстояние между ними составляет 0,1-0,15 длины бочкн валка 6.
Прокатный листовой стан работает следующим образом.
При вращении рабочих валков 6 и 7, опирающихся на опорные валки 8 и 9 и находящихся в клетях 4 и 5, прокатка полосы 12 производится одновременно в обоих клетях 4 и 5. Переднее натяжение полосы 12 осуществляется натяжным устройством 2, а заднее - натяжным устройством 3. Сматывается полоса из разматывателя 1 и наматывается на моталку 10. Рабочие валки 6 предпоследней клети 4 прокатывают полосу, 12 цилиндрическими поверхностями 13 бочки валка, которые находятся между выточками 11, а рабочие валки 7 последней клети 5 прокатывают такими же поверхностями 13 недокатанные участки полости 12.
При этом обе клети 4 и 5 должны быть чистовыми и настроенными на прокатку полосы одной и той же толщины. Выточки 11 на рабочих валках 6 и 7 служат для возможного размещения и
0
s
0
5
0
5
0
5
разгрузки напряженных участков полосы 12, так как в этом случае тонкая полоса имеет возможность упруго изгибаться, находясь в выточках и этим самым сохранять свою структуру без разрушения кристаллической решетки.
Подтверждением эффективности предлагаемого устройства служит прокатка узких полос, при которой дефект продольных линий на полосе отсутствует. На примере листопрокатного стана, где длина бочки рабочего валка L 1400 мм, получим: глубина кольцевой выточки h (0,002-0,003) L (0,002-0,003) 1400 2,8 - 4,2 мм, ширина Ъ (0,01-0,015) L (0,01- -0,015) 1400 14-21 мм, расстояние между выточками b (0,1-0,15) L (0,1-0,15) 1400 140-210 мм.
Хотя расстояние между продольными линиями на стане наблюдалось 1 100-150 мм, в предлагаемом устройстве оно принято большим, равным 1 - 140-210 мм, и это целесообразно потому, что участки полосы длиной 1 на стане находились в стесненном положении по оси рабочего валка с двух сторон, а в предлагаемом устройстве - с обеих сторон имеются разгрузочные кольцевые выточки. Несмотря на весьма малые обжатия, особенно при дрессировке, лист между чистовыми клетями имеет незначительные коро- боватости после прокатки в предпоследней клети, которые устраняются при прокатке в последней клети.
Формула изобретения
Прокатный листовой стан, содержащий разматыватель, натяжные устройства, клети с установленными в них рабочими валками с кольцевыми выточками, опорными валками и моталку, отличающийся тем, что, с целью улучшения качества проката путем устранения продольных линий на полосе, выточки валков последней и предпоследней клетей выполнены глубиной 0,002-0,003, шириной 0,01- 0,015, расстоянием между ними, равным 0,1-0,15 длины бочки валка, и с одинаковым шагом, при этом выточки валков последней клети смещены относительно выточек валков предпоследней клети на полшага.
/3 //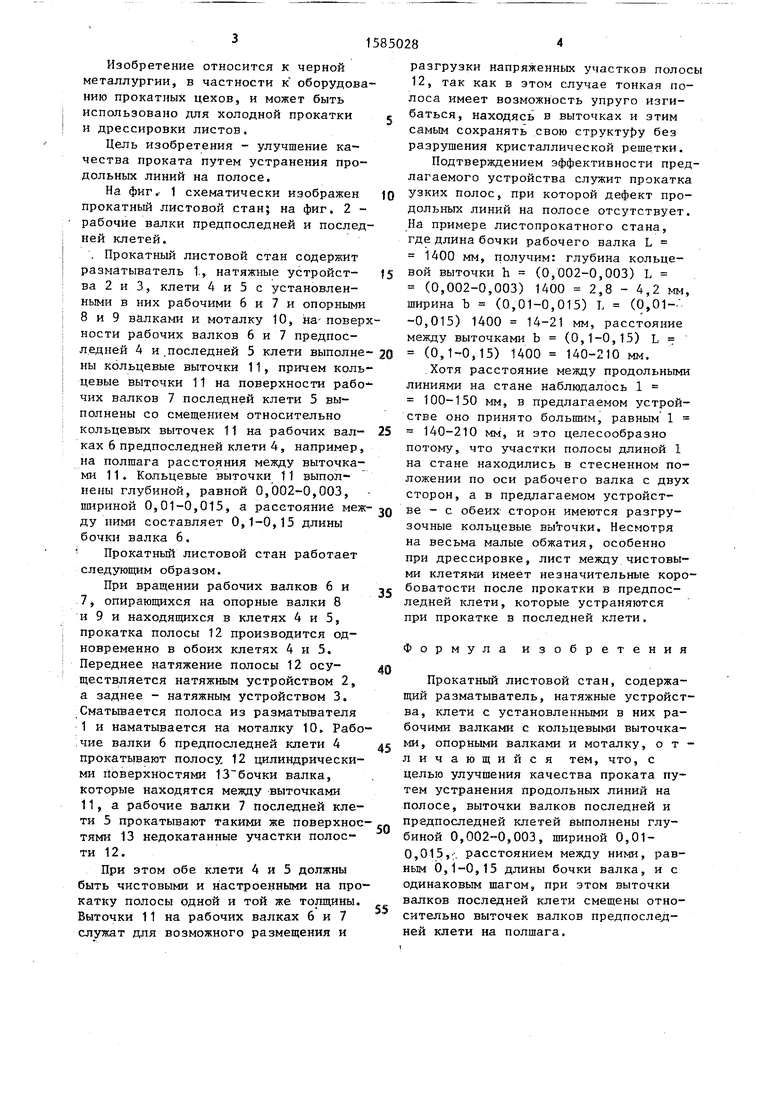
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 2015 |
|
RU2596566C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ИЗ НИЗКОУГЛЕРОДИСТЫХ МАРОК СТАЛИ | 2012 |
|
RU2479641C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 2007 |
|
RU2351414C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОС ХОЛОДНОКАТАНОГО ЛИСТОВОГО ПРОКАТА ДЛЯ ЭМАЛИРОВАНИЯ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ ТИПА 08, ЛЕГИРОВАННОЙ ФОСФОРОМ (0,04 - 0,10 МАС.%) И АЛЮМИНИЕМ (0,02 - 0,08 МАС.%) | 1992 |
|
RU2010634C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Дрессировочный стан | 1989 |
|
SU1616727A1 |
| СПОСОБ ДРЕССИРОВКИ СТАЛЬНЫХ ОТОЖЖЕННЫХ ПОЛОС | 2012 |
|
RU2492947C1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2004 |
|
RU2286858C2 |
| СПОСОБ ДРЕССИРОВКИ ТОНКОЛИСТОВОГО ПРОКАТА | 1999 |
|
RU2164179C2 |
Изобретение относится к горной металлургии, в частности к оборудованию прокатных цехов, и может быть использовано для холодной прокатки и дрессировки листов. Цель изобретения - улучшение качества проката путем устранения продольных линий на полосе. Выточки на рабочих валках 6 и 7 служат для возможного размещения и разгрузки напряженных участков полосы 12. Эти участки возникают вследствие затруднения расширения полосы в поперечном направлении. В выточках полоса имеет возможность упруго изгибаться, что позволяет сохранить ее структуру без разрушения кристаллической решетки и качество полосы возрастает. 2 ил.
/3 //
фиг. 2
| Королев А.А | |||
| Конструкция и расчет машин и механизмов прокатных станов | |||
| М., 1969, с | |||
| Светоэлектрический измеритель длин и площадей | 1919 |
|
SU106A1 |
| Виткин А.И., Галкин Д.П., Берлин Б.И | |||
| Основы теории и технология производства белой жести | |||
| М.: Металлургия, 1978, с | |||
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
