Изобретение относится к прокатнЬ му производству и может быть исполь зовано при проектировании новых и р ;конструкции действующих дресснровоч ных станов для производства полос в рулонах.
Цель изобретения -« стабилизация процесса дрессировки и работы стана путем снижения колебательных процес ; сов в оборудовании стана. ,
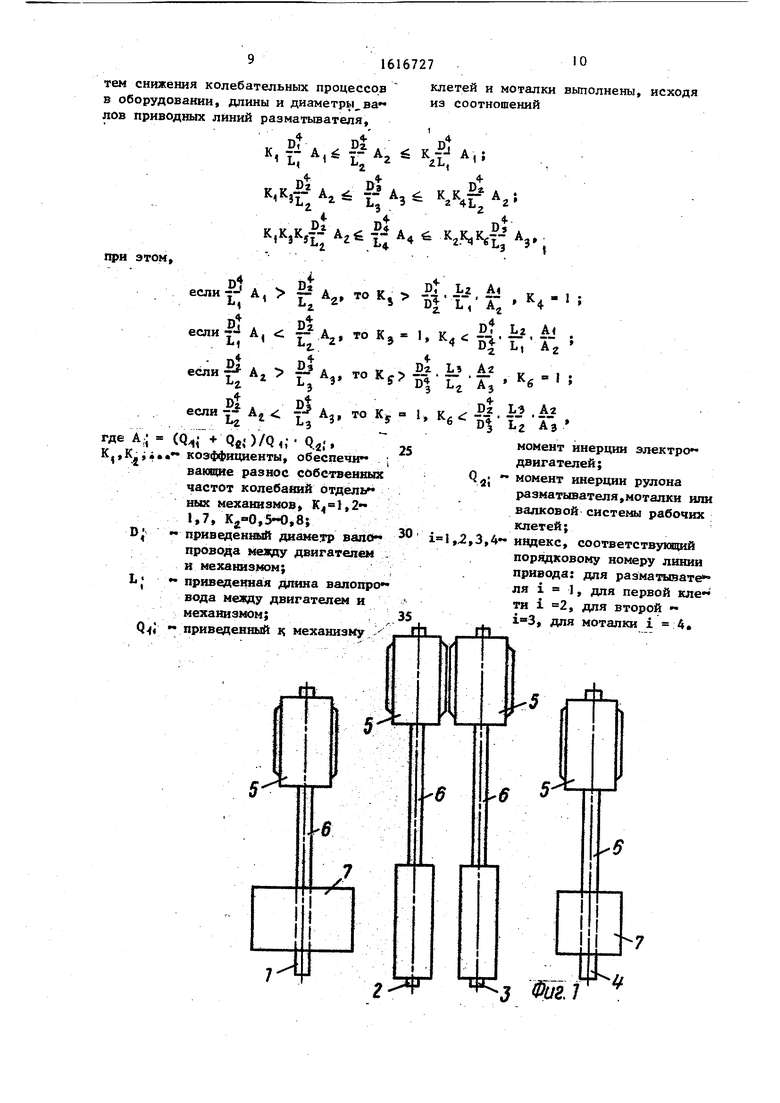
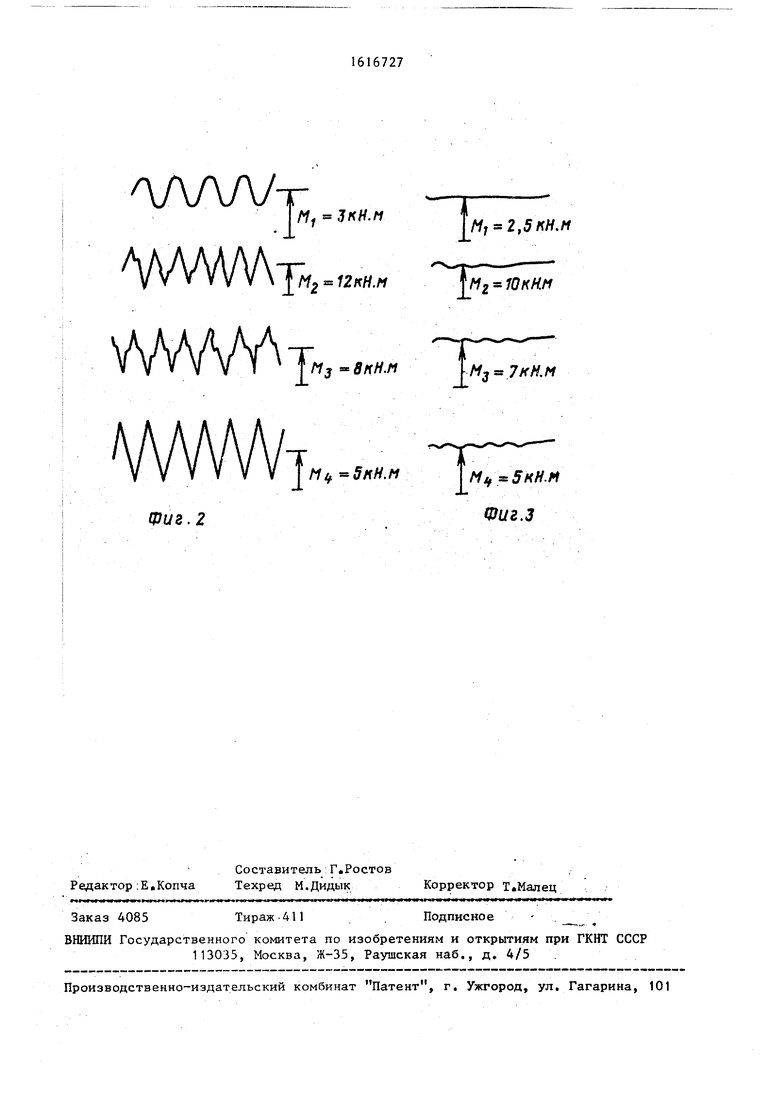
На фиг.1 схематически изображен двухклетевой дрессировочный стан; на фиг.2 осциллограммы крутильных колебаний в линии привода известного
: дрессировочного стана; на фиг.З - : расчетные осциллограммы крутящих мо ментов в приводных линиях стана.
Д ессировочный стан содержит по следовательно расположенные разматы ватель 1, первую 2 и вторую 3 рабочие клети, моталку 4, индивидуальные приводы 5, содержащие валы 6. Стан работает следующим образом. Вращательное движение от приводов 5 через валы 6 передается рулонам 7 разЪ1атывателя 1 и моталки 4, а также валкам первой 2 и второй 3 клетей. При этом прокатываемая полоса посту-
4f ю
йает с рулона разматывателя в клети 2 и 3, а затем на моталку;4.
Поскольку длины и диаметры валов вьшолнены исходя из предлагаемых соотношений собственные частоты кО .дебаний приводных линий оказываются ;разнесенными на , При рабочей lycopocTH дрессировки одновременные колебания в приводах агрегатов не зозникают, их взаимовлияние через юлосу существенно снижается, Влия те такого воздействия, как эксцент оиситет рулона на разматывателе или моталке, валков клетей, биение шпин- делей, также уменьшается. Поэтому в стане стабилизируется процесс дрес Ьировки и работа оборудования, I Предложенные зависимости получены следую1цим образом,
Во время работы известного двух клетевого дрессировочного стана в валах приводных линий разматьшателя, клетей и моталки возникают колеба- я момента сил упругости Причиной Их является, в частности, эксцентриситет рулона на разматывателе или Ноталке, а также прокатньк валков а основании экспериментальных иссле |дований установлено, что амплитуда олебашш момента в дрессировочных 1станах существе1ШО увеличивается,ког |да частота собственных колебаний л:и |нии привода совпадает с оборотной частотой вращения рабочих валков, 1рулона разматывателя или моталки, |или кратна оборотной частоте,
I Наиболее тяжелым является случай, огда в процессе дрессировки повы 1шенй1ле колебания моментов происходят 1одновременно в разматьшателе, .клетях
и моталке Колебания моментов, в свою очередь, являются пр1 чиной воз- .буждения вибраций в опорах валков, соединительных валов, станинах редукторов, клетей, разматывателя и мдталки.
Условием усиления амплитуды коле бательных процессов явлтяется совпа дение-собственных частот приводных линий разматьшателя |3, , первой pg и второй (3 клетей и моталки :
f. (i . 5 Чтобы ослабить взаимное влияние смежных приводов, необходимо, чтобы их собственные частоты отличались н друг от другая Вводя в (1) нобходимые коэффидиенть , обеспечиваю щие разнос частот, после преобразова - НИИ получают следующие соотноше1шя:
к| (Ь, ЬабКг), ;
PJ. 1,зё 4к,,;
к;к;4.з р4 4к4Кбрз.
(2)
При этом,
если (5, рг,К fi,/|5j,KV l;
если р, 1., Kj р, (3)
если /i2,p,,К 1 //3,,
если ,, к{ Jf.
Линию привода разматывателя, кле« тей и моталки достаточно представить в виде двухмассовой расчетной схемы: электродвигатель с моментом инерции QI, промежуточный вал, обладающий приведенной податливостью е, рулон (разматывателя, моталки) или валко ззая система клети с моментом инерции Q.. Собственные частоты Й-, лрнБодных линий определяются согласно ной зависимости
(4)
Q .. приведенный к механизму момент инерции электродвигателя ;
Qflj 7. момент инерции рулона раз матывателя, моталки или валковой системы клети; е ; приведенная податливость валов приводных линий,
еляется по известным зависимое
е ОЛ. 4 OV
в1
(5)
где Ъ ,D длина и диаметр валов;
J,275x
х10. постоянная величцна, .
I
Подставляют выражения (5) и (4) в (2) и (3), избавляются от радикалов и получают окончательные выражения
Dt
Df
,г «.,i
)
51616727 v.vJIiA х- Иг A е V к -J- f,
Lj 3 2
Dt
Dl
Dt
V Э 4 - i 4 , 3
(6)/
Dt
L , 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки полосы на дрессировочном стане | 1988 |
|
SU1565552A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 2015 |
|
RU2596566C1 |
| СПОСОБ ДРЕССИРОВКИ СТАЛЬНЫХ ОТОЖЖЕННЫХ ПОЛОС | 2012 |
|
RU2492947C1 |
| Агрегат дрессировки,правки и резки металлических полос | 1984 |
|
SU1168302A1 |
| Прокатный стан | 1985 |
|
SU1253681A1 |
| Прокатная клеть | 1986 |
|
SU1404127A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| Способ дрессировки холоднокатаной металлической полосы | 1987 |
|
SU1560337A1 |
| Устройство для регулирования относительного обжатия | 1983 |
|
SU1119749A2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ПОЛОСЫ ОТ НЕПРЕРЫВНОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ К МОТАЛКАМ | 1996 |
|
RU2094138C1 |
Изобретение относится к прокатному производству и может быть использовано при проектировании новых и реконструкции действующих дрессировочных станов для производства полос в рулонах. Цель изобретения - стабилизация процесса дрессировки и работы стана путем снижения колебательных процессов в оборудовании стана. Для устранения резонансных режимов необходимо, чтобы частоты собственных колебаний входящих в стан механизмов были разнесены на 10-30%. Иначе колебания моментов сил упругости в оборудовании резко возрастают. Это ведет к появлению дефектов на прокате (ребристость, продольные полосы). Расчет элементов оборудования стана, выполненный по предложенным зависимостям, позволяет резко снизить, а в отдельных случаях и устранить взаимное колебательное влияние смежных приводов, что приводит к стабилизации процесса дрессировки металла. 3 ил. 1 табл.
Данные экспериментальньк и теоретических исследований высокоскорост- ных полосовых станов показывают, что для устранения резонансных режимов необходимо, чтобы частоты были раз- несены на 10-30%, При разносе частот на 10% (в сторону увеличения или уменьшения) амплитуда колебаний моента сил упругости снижается на 15- 25%, вместе с тем .действующем стане необходимы минимальные изменения размеров валов (например, диаметра на.5-10%)t Разнос частот менее, чей на 10%, приводит к незначительному снижению амплитуды колебаний. При . разносе частот на 30% достигается существенный эффект в уменьшении амплитуды колебаний момента (на 70- 90%), однако при этом необходимо значительно увеличивать , в частности, диаметр промежуточного вала, что ведет к увеличению его массы, Б связи с этим разнос частот более, чем- на 30%, нецелесообразен.
Исходя из этого значения коэффициентов К и К приняли следующими: к} 1,1-1,3 (.разнос частот на 10- 30% в сторону их увеличения), К„ 0,9-0,7 (на 10-30% в сторону уменьшения частот)о
С учетом преобразований выражений (2) и процедуры избавления от радикалов коэффициенты К, и К принимают следующие значения К 1,2-1,7; К, 0,5-0,8,
В качестве конкретного примера брали известный дрессировочный стан 1400, включающий разматыватель, две клети и моталку, В данном стане собственные частоты линий главного привода следующие: разматывателя . 62 1/с; первой клети /3 68 1/S
25
30
i второй клети 61 1/с; моталки 5л fi Ь2 /с Моменты инерции рулона разматывателя и моталки (при наруя ном диаметре рулона 1 200 мм) Qg.) Q24- т. электродвигателей Q ,4 ). 0,9 т-м. Моменты инерции валковой системы клетей: Q22 0.5 т-мЧ Р29 1 лектродвигателей: первой клети Q 1 0,67 второй клети Qi3 0,94 т. м. Длины валов: 10 м ... 14,4 м; Ъз 14,2:м,
Приведенные диаметры валов даны в таблице.
Коэффициенты A.A 18,1 1/Т м; А 34,9 1/т.м; ,7 1/т.:м,
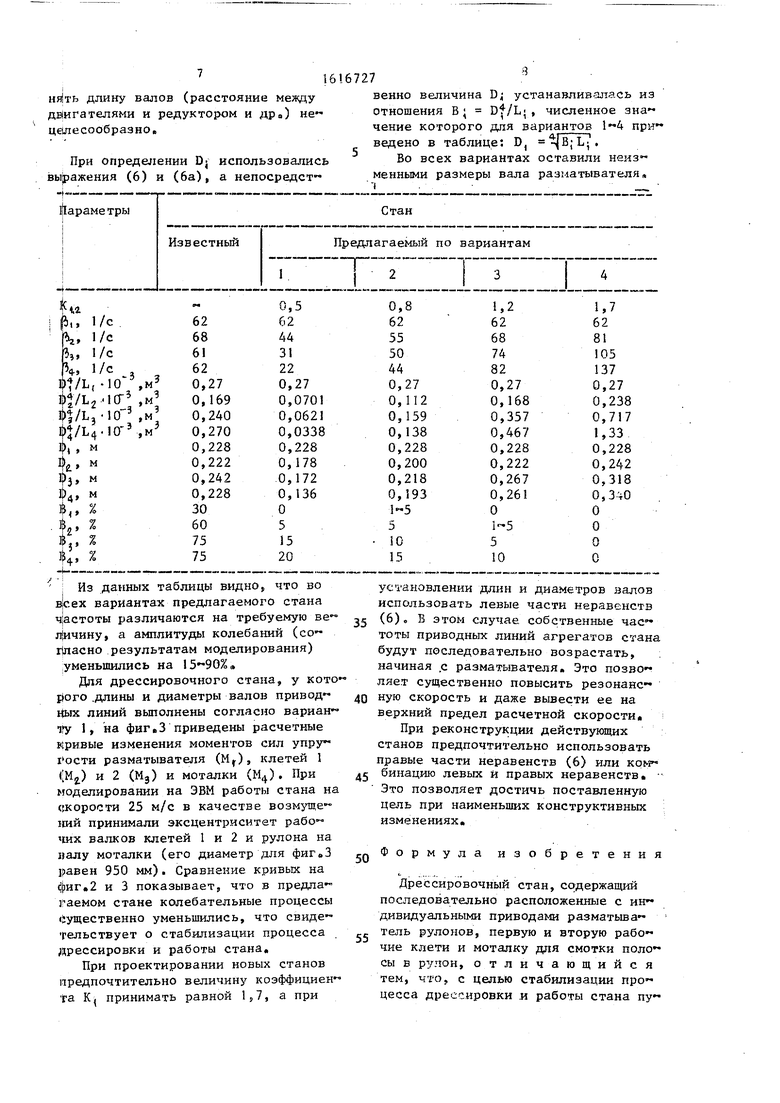
В известном стане при данных раз 35 мерах валов собственные частоты при водных линий близки. Поэтому в оборудовании возникают существенные колебательные явления, которые дестабилизируют процесс прокатки, 0 Экспериментальные осциллограммы . .таких колебаний, полученные при исследовании известного стана 1400, приведены на фиг;2,
Как видно на фиг,2, колебания 45 моментов сил упругости на валах разматывателя Мр, моталки М и верхних .цтинделях первой М и второй М клетей, достигают 40-70% средней величи-
.ны,
и предлагаемого станов приведены в таблице. Варианты 1-4 приведены для крайних значений, коэффициентов К,) и 55 Кл Диаметры валов для предлагаемого стана установлены при неизменной их длине ;Tie такой же, что и для из- . вестного стана, так как исходили из того, что в действующем стане изме-
ня|ть длину валов (расстояние между даигаталями и редуктором и дра) не целесообразно.
При определении 0| использовались выражения (6) и (6а), а непосредст
Из данных таблицы видно, что во BJcex вариантах предлагаемого стана чЬстоты различаются на требуемую ве л|ичину, а амплитуды колебаний (со-- шасно результатам моделирования) уменьшились на
Для дрессировочного стана, у кото рого .длины и диаметры валов привод Иых линий выполнены согласно вариан 1Гу 1, на фиг в 3 приведены расчетные кривые изменения моментов сил упру разматывателя (М), клетей 1 (М) и 2 (Мз) и моталки (М) При моделировании на ЭВМ работы стана на (Екорости 25 м/с в качестве возмуще- НИИ принимали эксцентриситет рабо чих валков клетей 1 и 2 и рулона на налу моталки (его диаметр для фигвЗ равен 950 мм). Сравнение кривых на фиг,2 и 3 показывает, что в предла iraeMOM стане колебательные процессы существенно уменьшились, что свидетельствует о стабилизации процесса дрессировки и работы стана.
При проектировании новых станов предпочтительно величину коэффициен fa К, принимать равной 1,7, а при
венно величина D; устанавливалась из отношения В; Df/L;, численное зна чение которого для вариантов 14 при ведено в таблице: D, iJB; L; ,
Во всех вариантах оставили неизменными размеры вала разматывателя, ч „-
установлении длин и диаметров валов использовать левые части неравенств (6). В этом случае собственные час™ тоты приводных линий агрегатов стана будут последовательно возрастать, начиная .с разматывателя. Это позво ляет существенно повысить резонанс- ную скорость и даже вывести ее на верхний предел расчетной скорости.
При реконструкции действующих станов предпочтительно использовать правые части неравенств (6) или ком бинацию левых и правых неравенств, Это позволяет достичь поставленную цель при наименьших конструктивных изменениях.
Формула изобретения
Дрессировочный стан, содержащий последовательно расположенные с ин дивидуальными приводам разматьша тель рулонов, первую и вторую рабО чие клети и моталку для смотки поло сы в рулон, отличающийся тем, что, с целью стабилизации процесса дрессировки л работы стана пу
тем снижения колебательных процессов в оборудовании, длины и диаметры валов приводных линий разматьшател Я,
Dt
,,
А,
D1
К. К
Dt
Г, i
2%и 2 D
2%и 2 D
при ЭТОМ,
К,К,К,Ь А,й Ь А, 6 А,.,
ni
К. - 1
- Г:-.;А..ОК,|..
если||л,|1л,.тоК, ,,К,.||.Ь.А, ,
LJ 3
то К ii. . А2 ° -S L АЗ
если
25
-а « г| V- . ./ 41-: i-:.
где А;;. ( 4,,.)/Q,;4lj..
i i коэффигшеи-пя, обеспечи
вающие разнос сдбственных
частот колеба1шй отдепь
ных механизмов ,21,7, ,5Ч),8; приведенный диаметр валЬ
провода мезду двигателем
It механизмом; приведенная длина валопро
вода ме:вду двигателем и
механизмом;.35
D;
D| L2 АЗ
момент и двигател - момент и
разматыв валковой 30 клетей;
,,3,4- ицдекс, порадков привода: ля 1 в ти i 2,
клетей и моталки выполнены, исходя из соотношений
lj
D1
2%и 2 D
А
К. - 1 ;
тоК, ,,К,.||.Ь
то К ii. . А2 ° -S L АЗ
- . ./ 41
./ 41-: i-:.
D| L2 АЗ
момент инерции электро- двигателей; - момент инерции рулона
разматывателя,Моталки или валковой системы рабочих клетей;
,,3,4- ицдекс, соответствующий порадковому номеру линии привода: для разматывателя 1 в для первой кле ти i 2, для второй -
ЧДАЛ/тMI KH.M
ААЛАЛЛЛт,-
т
.M
Фиг. 2
Составитель Г.Ростов Редактор:Е,Копча Техред М.Дидык Корректор Т.Малец
Заказ 4085
Тираж.411
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г, Ужгород, ул. Гагарина, 101
2,5/fW.W
внН.Г1
My 7/fH,M
.l Фиг.З
Подписное
| Прокатная клеть | 1986 |
|
SU1404127A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Королев:А.А | |||
| Механическое обору дование прокатных и трубных цехов | |||
| .М.: Металлургия, 1987, ;с | |||
| Способ искусственного получения акустического резонанса | 1922 |
|
SU334A1 |
| Насос | 1917 |
|
SU13A1 |
