Ю
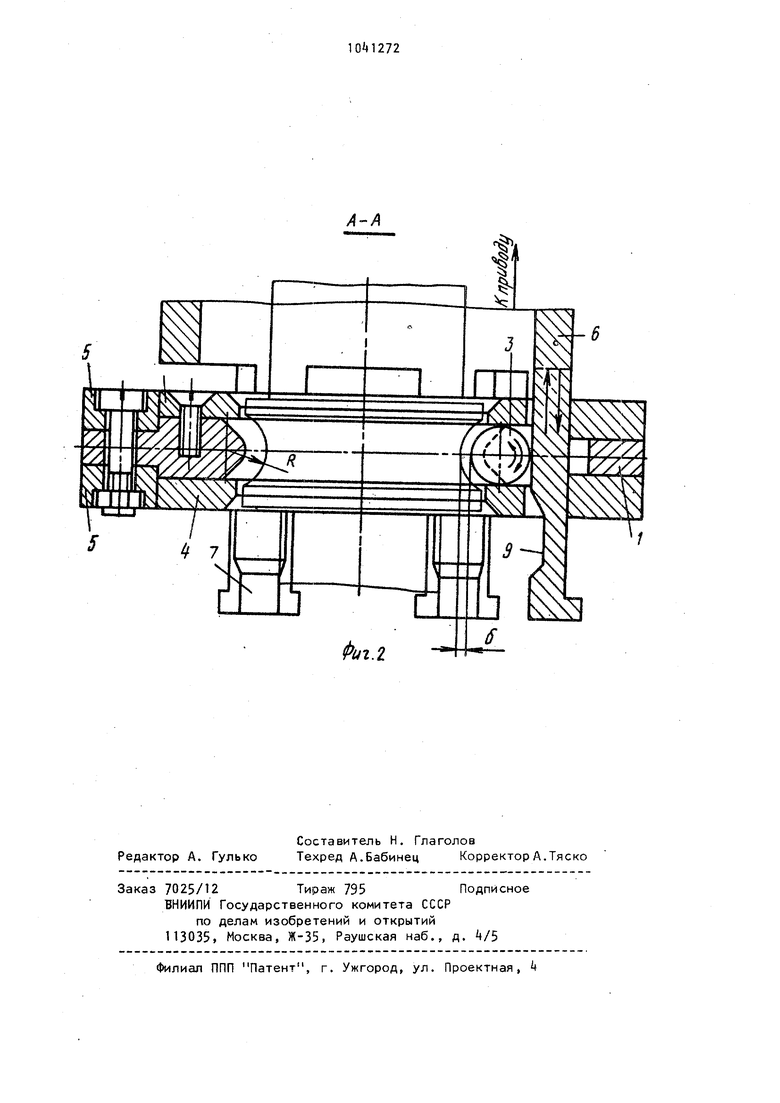
ч to 1 Изобретение .относится к машииост эо ению и может быть использовано на финишных операциях для обработки фе роабразидным порошком. Известна голоака для магнитно-аб разианой обработки поверхностей тел вращения с криволинейной образущей постоянного радиуса кривизны, содер жащая магнитопровод и полюснь1е наконечники. возмож, перностью вращения вокруг оси пендикулярной оси обработки, и мехз : низм осцилляцииJ ки н ематически сэязанный с приаодом . Головка позволяет повысить точность обработки г однако производительность при этом остается низкой ввиду малых активных зон обработки; 3 которых происходит самозатачивание режущего инструмента g сформиро ванного в рабочих зазорах магнитным полем из ферроабразивного порошка з счет осцилляции. Кроме того, данная головка характеризуется невозмож:-ностью точной обработки криволинейных поверхностей большой кривизну так как при этом происходит искрив лёТние оси полюсного наконечника под действием сил магнитного поля из-за малого сечения последнего Цель изобретения - повышение прои водительности и качества обработки. Поставленная цель достигается . там, что в головке для обработки поверхностей вращения с криволинейной образующей ферроабразивным порошком, удерживаемым в зоне обработки магнит ной системой, :Содержащ8й магнитопровод и полюсные наконечники, установленные с возможностью Ефащения от привода, полюсник выполнен в виде кольцевого сепаратора, в гнездах которого, открытых со стороны его внутренней поверхности , расположе ны полюсные наконечники, выполненные в виде шариков, а привод вращения связан с полюсными наконечниками посредством введенной в устройство втулки, установленной с возможностью осевого.осциллирующего перемещения, на торце втулки выполнены выступы, расположенные в гнездах сепаратора для обеспечения контакта с шариком. На фиг. 1 показана предлагаемая головка , общий вид; на фкг. 2 - раз рез А-А на фиг.К 72 Головка состоит из сепаратора 1, являющегося магнитопровЬдо.м, с гнездами 2j в которых расположены полюсные наконечники 3 в форме шариков. Крышки т удерживают шарики 3 от выпадания, а обоймы 5 служат для уаеличения активного сечения сепаратора 1 для направления отулки-осциллятора 6. Втулка-осциллятор 6 выполнена в виде корончатой гайки, вь1ступы 7 которой входят в гнезда 2 сепаратора 1. Для удобства введения обрабатываемой детали 8 в зону обр; ботки втулка- 5сциллятор 6 снабжена шарикоприемником 9 выполивикым в виде кольцевой проточки нэ ее выступах. Головка крепится к сердечникам 10 магнитных катушек. Предлагаемая головка пзботаб Т следу юидим образом. Втулка-осциллятор 6 отводится в крайнее положение таК; что iuapi-iKoприемик 9 располагается напротив шариков 3. Обрабатывае;мая деталь 8 вводится в зону обработки 5 выталкивая шарики 3 в шарикоприемник 9. этого втулка-осциллятор 6 переЕ Одится в |эабочее положе 1ие (показано ). ОбрабатыЕ аемой детали 8 сообщас;тся вращение, втулке-осциллятору б возвратно-поступательное движение.Выступы 7 за счет сил трения воздействуют на шарики 3, заставляя их проворачиваться вокруг осей 3 плосксстях, содержащих ось обработки, т.е. гфоисходит с:сцилляция, 3 процессе обра--С ботки рабочий зазор о сохраняется постоянным на всех участках обрабатываемого . профиля, причем в каждом конкретном сечении центр радиуса кривизны совпадает с центром полюсного наконечника. Это обеспечивает равномерное распределение магнитного поля в рабочих зазорах,, а следовательно, и равномерное распределение ферроабразианого порошка, поэтому съем металла на всех участках профиля одинаковый, что позволяет повысить точность обработки, а равномерное уплотнение порошка в рабочих зазорах на всех участках профиля позволяет получать одинаковуо шероховатость поверхности. Ввиду того, что применение кольцевого сепаратора позволяет установить одновременно несколько полюсных наконечников, т.е. создать несколько активных зон обработки.
производительность при этом значительно возрастает.
Магнитная система установки для обработки изделий с применением пре лагаемой головки устроена так, что сердечники имеют одну полярность, а оправка с деталью - другую.
Проводят сравнительные испытания предлагаемой головки и прототипа, выбранного в качестве базового объекта. Для сравнения проводят обработку беговых дорожек внутренних колец шарикоподшипников. Исходная шероховатость поверхностей после шлифования соответствует высоте микронеровностей по параметру R 0,500,60 мкм.
l2724
Обрабатывают две партии деталей по 10 колец в каждой. При обработке партии в предлагаемой головке получают высоту ми.кронеровностей по 5 параметру RQ G ,,Q5 мкм с волнистостью до 0,2 мкм. Обработка одного кольца происходит за 10 с.
обработке партии на базовом объекте получают высоту микронеровtO HOCTSK по .етру R 0,0500,ОбО мкм с волнистостью О,2-0,35 мкм. Обработка одного кольца происходит за 18 с.
Таким образом, применение предлагаемой головки позволяет повысить
производительность примерно в 1,5 раза и значительно улучшить качество обработки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для магнито-абразивной обработки | 1978 |
|
SU764954A1 |
| Устройство для магнитно-абразивной обработки деталей типа тел вращения | 1986 |
|
SU1342705A1 |
| Устройство для магнитно-абразивной обработки | 1978 |
|
SU779042A1 |
| Устройство для магнитно-абразивнойОбРАбОТКи плОСКиХ пОВЕРХНОСТЕй | 1979 |
|
SU841931A1 |
| Способ магнитно-абразивной обработки цилиндрических отверстий | 1984 |
|
SU1255403A1 |
| Цилиндрический индуктор для магнитно-абразивной обработки | 1987 |
|
SU1407774A1 |
| Устройство для магнитно-абразивной обработки изделий | 1981 |
|
SU986748A1 |
| Устройство для обработки изделий в магнитном поле | 1976 |
|
SU603570A1 |
| Устройство для магнитно-абразивной обработки изделий | 1987 |
|
SU1440676A1 |
| Устройство для обработки пакетов магнитопроводов | 1982 |
|
SU1045330A1 |
ГОЛОВКА ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ С КРИВОЛИНЕЙНОЙ ОБРАЗУЮЩЕЙ ФЕРРОАБРАЗИВНЫМ ПОРОШКОМ,, удерживаемым в зоне обработки магнитной системой, включающей магнитопровод и полюсные наконечники, установленные с возможностью вращения от привода, отличающаяся тем, что, с целью повышения производительности и качества обработки, магнитопровод выполнен в виде кольцевого сепаратора с открытыми со стороны его внутренней поверхности гнездами, в которых расположены полюсные наконечники, выполненные в виде шариков,а привод вращения связан с полюсными наконечниками посредством введенной в головку втулки с выступами на торце, при этом втулка установлена соосно сепаратору с возможностью осевого осциллирующего перемещения, а ее выступы размещены в гнездах сепаратора для обеспечения контакта с ша(Л риками.