| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления биметаллических прокатных валков | 1985 |
|
SU1323226A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ РЕБРИСТЫХ ЦИЛИНДРОВ | 1992 |
|
RU2038917C1 |
| Способ центробежного литья двухслойных чугунных валков | 1983 |
|
SU1135540A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПРОКАТНЫХ ВАЛКОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2005 |
|
RU2281186C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ РЕБРИСТЫХ ЦИЛИНДРОВ | 1992 |
|
RU2006342C1 |
| Форма для центробежного литья двухслойных чугунных валков | 1991 |
|
SU1787672A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| Металлическая форма для центробежного литья валков | 1988 |
|
SU1586854A1 |
| СПОСОБ ПРЯМОГО ПРОИЗВОДСТВА СТАЛИ ИЗ ЖЕЛЕЗОСОДЕРЖАЩИХ МАТЕРИАЛОВ | 2006 |
|
RU2346056C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК ЧУГУННЫХ ВАЛКОВ | 2005 |
|
RU2283709C2 |
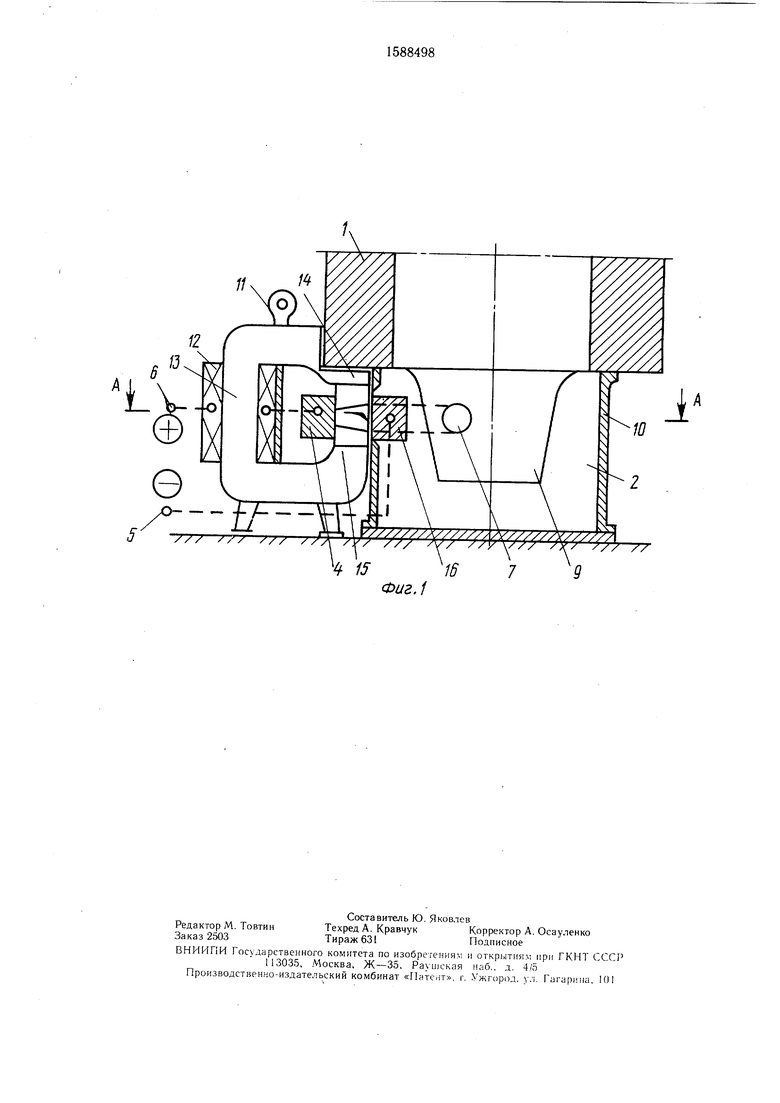
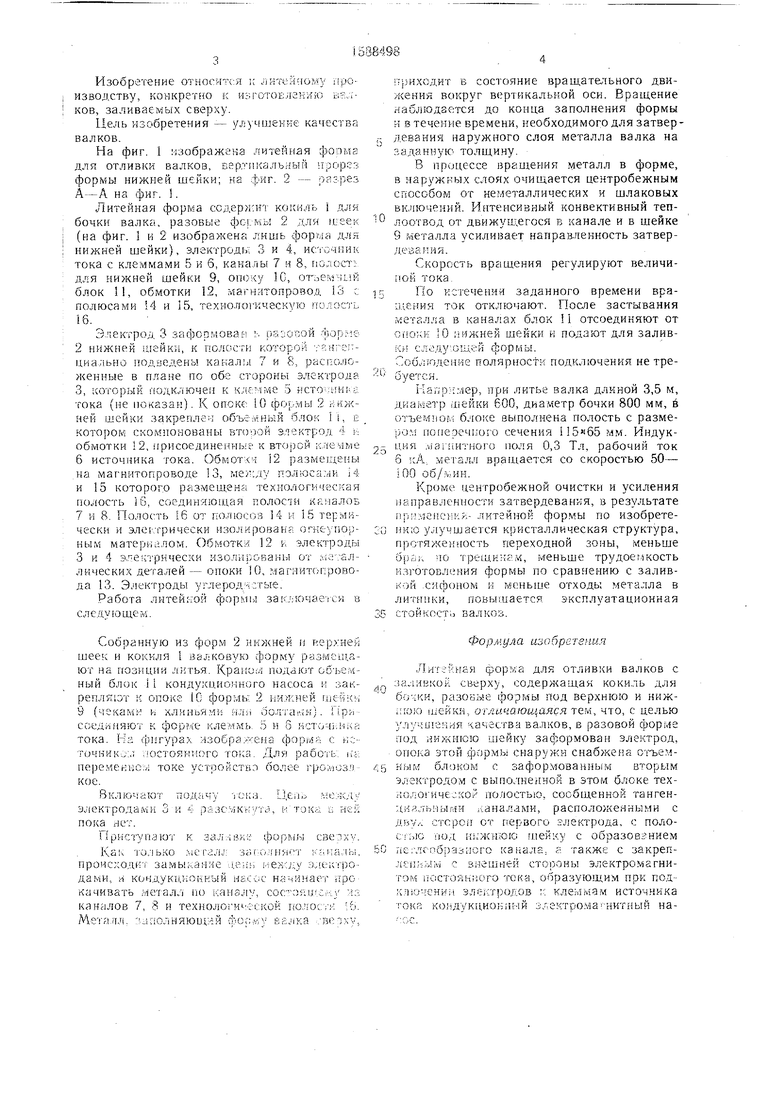
Изобретение относится к литейному производству, конкретно к изготовлению валков, заливаемых сверху. Цель - улучшение качества валков. Чугун в форму 2 заливают сверху с применением поплавкового элемента или без него. Металл заливается в каналы 7 и 8 и технологическую полость 16, расположенную в блоке 11, и замыкает цепь электродов 3 и 4. В блоке 11 также расположены электромагнит 13 и один из электродов 4, подключенные к источнику постоянного тока. Под действием электромагнитной силы металл движется вдоль каналов 7,8 и технологической полости 16. Течение чугуна по данным каналам вызывает вращение металла вокруг вертикальной оси формы 2 и кокильной части валковой формы. Блок 11 используется для работы со многими формами, в том числе и с разной металлоемкостью. 2 ил.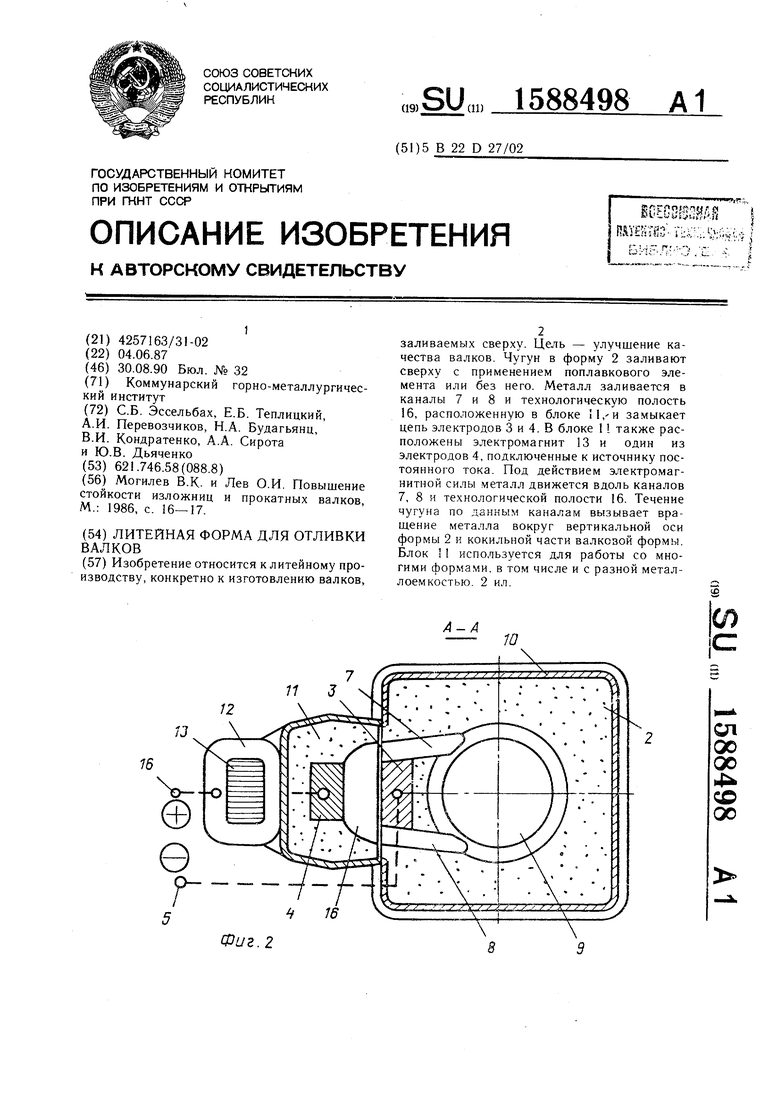
| Могилев В.К | |||
| и Лев О.И | |||
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
