Изобретение относится к металлу1г:г гии и может быть использовано при 1Производстве холоднокатаной изотроп- ной электротехнической стали.
Цель изобретения - повышение производительности процесса, путем сокращения времени травления окалины, повышение магнитных свойств стали и ее пластичности.
Изобретение проиллюстрировано следующим примером.
Горячекатаный подкат толицтной 2,5 мм на опытном стане НПВ-200 в первом проходе холодной прокатки перед травлением окалины с отношением скоростей
Vi
валков г;- 1 ведут предлагаемьи спосо- Vo
бом.После травления прокаткудо толщи- ,ны О, 50 мм вели с отношением скоростей
V,
-- 1, заключительный отжиг осуществляли при 900 С.
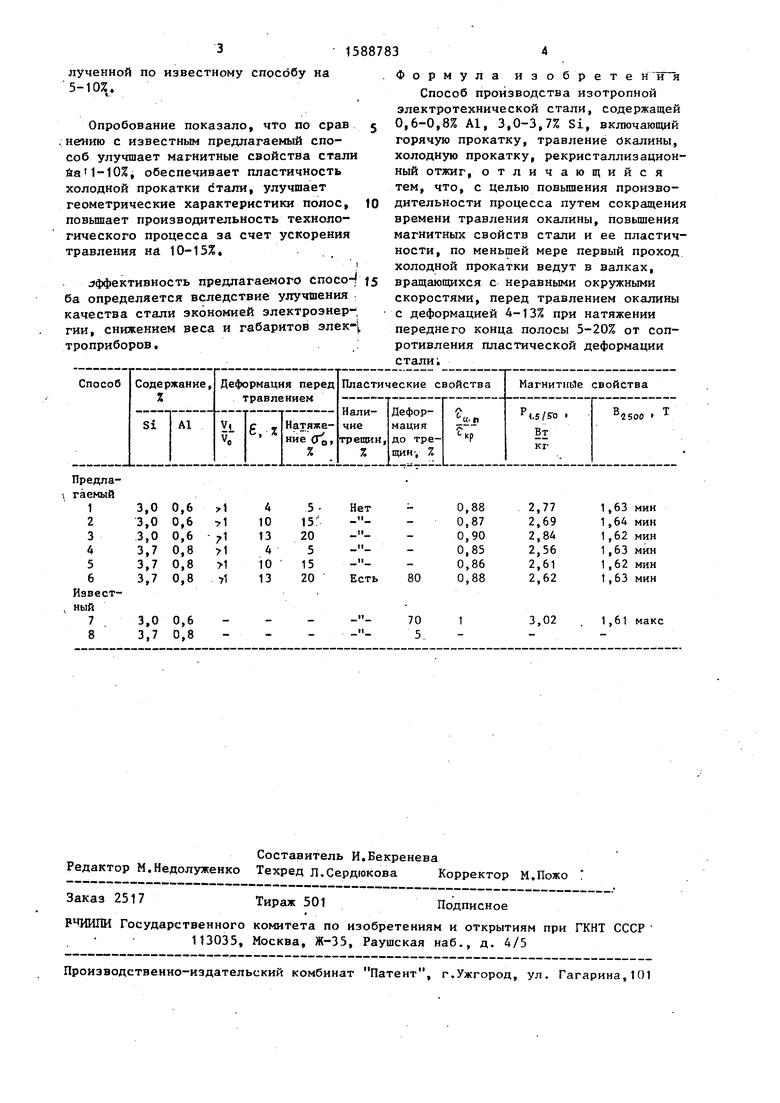
Ряд образцов обрабатывали по из- вестному способу. Пластичность стали оценивали по степени деформации прокаткой, после которой сталь начинает растрескиваться. Степень деформации до растрескивания стали сведем в таблицу результатов испытаний.
Магнитную индукцию каждого образца замеряли не менее пяти раз и вы- числяли среднее значение. В одном образце отдельные результаты замеров отличились не более чем на 0,0t Тл.
Некоторые результаты испытаний . приведены в таблице.
Время травления по известному способу ( 0,/р) принято за единицу. Время травления опытных образцов (р оп).. дано в отношении к известному (-г) ,
. К
: Объемная доля кубической О14иенти- ровки в стали, полученной предлагаемым способом, выше по сравнению с по-
(Л
с
СП
ос
00
Эо
:fs
лученной по известному способу на 5-10%.
Опробование показало, что по срав ,неиию с известным предлагаемый способ улучшает магнитные свойства стали йа 1-10%, обеспечивает пластичность холодной прокатки йтали, улучшает геометрические характеристики полос, повьш1ает производительность технологического процесса за счет ускорения травления на 10-15%,
Эффективность предлагаемого cnoco-f ба определяется вследствие улучшения . качества стали экономией электроэнергии, снижением веса и габаритов элек-|. троприборов,:
Формула изобретения
Способ производства изотропной электротехнической стали, содержащей 0,6-0,8% А1, 3,0-3,7% Si, включающий горячую прокатку, травление Окалины, холодную прокатку, рекристаллизацион- ный отжиг, отличающийся тем, что, с целью повьш1ения производительности процесса путем сокращения времени травления окалины, повьш1ения магнитных свойств стали и ее пластичности, по меньшей мере первый проход холодной прокатки ведут в валках, вращающихся с неравными окружными скоростями, перед травлением окалины с деформацией 4-13% при натяжении переднего конца полосы 5-20% от сопротивления пластической деформации сталиi
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2002 |
|
RU2220212C1 |
| Способ получения стальных полос | 1989 |
|
SU1700065A1 |
| Способ производства полосы из холоднокатаной трансформаторной стали | 1988 |
|
SU1548220A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОТРОПНОЙ И РЕЛЕЙНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1992 |
|
RU2039094C1 |
| Способ получения изотропной электротехнической стали | 2018 |
|
RU2692146C1 |
| СПОСОБ СВАРКИ МЕТАЛЛИЧЕСКИХ ПОЛОС ИЗ ФЕРРИТНЫХ СПЛАВОВ, ПРЕИМУЩЕСТВЕННО ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ И НЕРЖАВЕЮЩЕЙ СТАЛИ | 1993 |
|
RU2074072C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛУОБРАБОТАННОЙ ЛЕГИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2013 |
|
RU2529326C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1993 |
|
RU2048545C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1990 |
|
RU2024629C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2004 |
|
RU2271255C1 |
Изобретение относится к металлургии и может применяться для производства изотропной стали. Цель изобретения - повышение производительности процесса путем сокращения времени травления окалины, повышение магнитных свойств стали и ее пластичности. Способ включает горячую прокатку, травление окалины, холодную прокатку, рекристаллизационный отжиг, причем по меньшей мере первый проход холодной прокатки ведут в валках, вращающихся с неравными окружными скоростями, перед травлением окалины с деформацией 4-13% при натяжении переднего конца полосы 5-20% от сопротивления пластической деформации стали. 1 табл.
| Прессующий поршень машины литья под давлением | 1984 |
|
SU1225680A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
