Изобретение относится к металлургии и может применяться при производстве электротехнической стали из железокремнистой стали.
Известный способ изготовления электротехнической стали включает выплавку, горячую прокатку с заданной температурой окончания чистовой прокатки (tкп) в диапазоне 1100-900оС, с заданной температурой смотки (tсм) в диапазоне 700-620оС, холодную прокатку в одну стадию или в две стадии с промежуточным и заключительным рекристаллизационным и обезуглероживающими отжигами при 700-850оС, высокотемпературный отжиг при 1100-1200оС в защитной атмосфере.
При производстве стали известными способами травление окалины происходит неравномерно по длине раската, а скорость травления недостаточно высокая. Недотравы снижают магнитные свойства стали, а повышение времени травления помимо снижения производительности процесса приводит к вытравливанию непосредственно стали, что увеличивает расходный коэффициент на единицу продукции.
В качестве прототипа выбран способ, согласно которому производство электротехнической стали включает выплавку, горячую прокатку с tкп1100-900оС и tсм 700-620оС с неконтролируемым режимом изменения скорости охлаждения, травление окалины, холодную прокатку до конечной толщины в одну или в две стадии, рекристаллизационный, обезуглероживающий и высокотемпературный отжиг в защитной атмосфере.
Недостатки прототипа низкая скорость и неравномерность травления окалины, значительный расходный коэффициент на производство единицы продукции и недостаточно высокие магнитные свойства стали. Установлено, что при охлаждении горячекатаного подката по прототипу в окалине формируется плохорастворимый слой магнетита Fe3O4 с включениями карбидов Fe3С. Распределение магнетита по поверхности подката неравномерно, что помимо снижения скорости травления приводит к неравномерному травлению окалины. Частично нетравленый слой Fe3O4 с Fe3C ухудшает общий уровень свойств стали и обуславливает значительную неравномерность свойств по длине рулона. Заведомо высокое время травления, обеспечивающее стравливание окалины со всей поверхности стали по прототипу ведет к стравливанию непосредственно стали, что существенно повышает расходный коэффициент помимо увеличения расходного коэффициент вследствие отбраковки недотравов. Кроме того, стравливание внешнего слоя стали отрицательно отражается на формирование структуры готовой стали.
После смотки подката в рулон по прототипу имеет место вторичное окисление стали уже в рулоне с образованием труднорастворимой окалины. Поскольку условия охлаждения резко неравномерны по длине полосы в рулоне, вторичное окисление полосы ухудшает равномерность травления и магнитные свойства стали. Снижение tсм по прототипу ниже 620оС повышает жесткость подката, затрудняет плотную намотку рулона и усиливает вторичное окисление стали, повышает хрупкость подката.
Цель изобретения улучшение магнитных свойств стали, повышение скорости травления и равномерности травления окалины, снижение расходного коэффициента и устранение вторичного окисления подката при снижении температуры смотки tсм до 560оС.
Цель достигается тем, что в способе производства электротехнической стали, включающем выплавку, горячую прокатку с tкп 1100-900оС и tсм700-560оС, травление окалины, холодную прокатку до конечной толщины в одну стадию или в две стадии с промежуточным и заключительным рекристаллизационным и обезуглероживающим высокотемпературным отжигами в защитной атмосфере, охлаждение подката от tкп до tсм ведут неравномерно с высокой скоростью на первой стадии охлаждения и низкой скоростью на конечной стадии охлаждения. Изменение температуры подката в процессе охлаждения поддерживают согласно зависимости
tпод tкпe
 1-K
1-K 1-
1-  , °C, где lx=Vпt длина участка от выхода подката из клети, м;
, °C, где lx=Vпt длина участка от выхода подката из клети, м;
Vп скорость подката, м/с;
t время, с;
lох длина участка охлаждения от выхода полосы из клети до моталки, м;
К 0,4-0,6,
е 2,14 основание натурального логарифма.
Установлено, что при охлаждении горячекатаного подката с повышением скорости охлаждения на первом этапе охлаждения и снижении скорости на завершающих этапах по заявляемой зависимости изменения температуры подката с коэффициентом К= 0,4-0,6 в окалине подката формируются легкотравимый вюстит FeO.
Низкая скорость охлаждения подката на завершающей стадии при достаточно высокой общей скорости охлаждения, сохраняя в окалине вюстит, не приводит к упрочнению подката перед намоткой в рулон с tсм до 560оС, что позволяет обеспечить плотную смотку рулона. Плотная смотка вместе со снижением tсм позволяет устранить вторичное окисление подката.
Установлено, что при К<0,4 охлаждение подката приближается к прототипу. При этом образуется, главным образом, магнетит Fe3O4 с вкраплениями карбидов Fe3C. При К>0,6 повышенная скорость охлаждения на первых этапах охлаждения приводит к упрочнению подката перед намоткой в рулон, усиливает вторичное окисление подката.
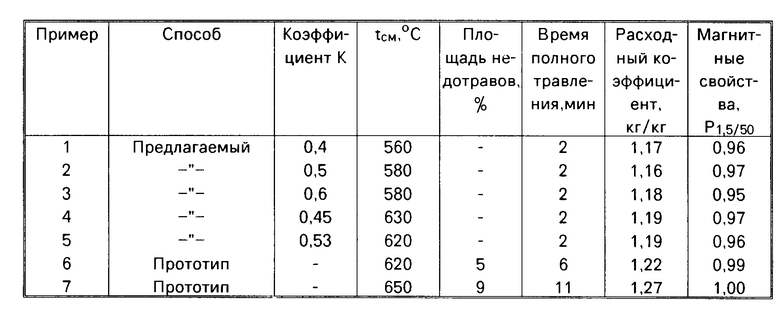
П р и м е р. Железокремнистый сплав (Fe+3% кремния) прошел горячую прокатку с tкп 1100-900оС в tсм 700-570оС и охлаждением по предлагаемому способу. Изменение температуры подката в процессе охлаждения регулировали посредством душирующих устройств по линии охлаждения с регулируемой подачей воды. Травление окалины вели в растворе серной кислоты с содержанием Р2SO4 210 г/л и Fe+2 50 г/л с температурой 80оС.
Для сравнения образцы прошли охлаждение по прототипу с неконтролируемым режимом изменения скорости охлаждения. Образцы, полученные предлагаемым способом и по прототипу прошли травление в равных условиях за 2 мин. При наличии недотравов определялось время, необходимое для полного стравливания окалины. После травления подкат прошел холодную прокатку до конечной толщины 0,35 мм с промежуточным рекристаллизационным отжигом при 850оС (толщина полосы 0,65 мм), рекристаллизационный обезуглероживающий отжиг при 850оС и высокотемпературный отжиг при 1150оС. Результаты испытаний некоторых образцов даны в таблице.
Попытки снизить tсм при охлаждении по прототипу до 580оС приведи к распушиванию рулона и повышенному вторичному окислению, усилению хрупкости железокремнистого сплава при дальнейшей обработке.
Опытное опробование показало, что предлагаемый способ повышает скорость травления окалины на 20-40% позволяет устранить недотравы, снижает расходный коэффициент на единицу продукции на 5-12% улучшает средние магнитные свойства на 2-5%
Таким образом, предлагаемый способ изготовления электротехнической стали отличается от известных тем, что:
охлаждение подката от tкп 1100-900оС до tсм 700-570оС ведут с заданным режимом изменения скорости охлаждения;
изменение температуры подката при охлаждении поддерживают по зависимости.
Применение предлагаемого способа улучшает магнитные свойства стали, повышает скорость и равномерность травления окалины, снижает расходный коэффициент на производство единицы продукции, обеспечивает снижение температуры смотки tсм до 560оС.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС ЭЛЕКТРОТЕХНИЧЕСКОЙ ИЗОТРОПНОЙ СТАЛИ С УЛУЧШЕННЫМИ СВОЙСТВАМИ | 2009 |
|
RU2413008C1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2002 |
|
RU2199594C1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2009 |
|
RU2403293C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОЙ ХОЛОДНОКАТАНОЙ СТАЛИ | 2008 |
|
RU2366726C1 |
| СПОСОБ ХОЛОДНОЙ НЕПРЕРЫВНОЙ ПРОКАТКИ ШИРОКОПОЛОСНОЙ СТАЛИ | 2012 |
|
RU2506131C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 1994 |
|
RU2082772C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ВЫСОКОЙ МАГНИТНОЙ ИНДУКЦИЕЙ | 2002 |
|
RU2216601C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОДКАТА ДЛЯ ЖЕСТИ | 2008 |
|
RU2371263C1 |
| СПОСОБ ПРОИЗВОДСТВА КИНЕСКОПНОЙ ПОЛОСЫ | 2002 |
|
RU2223335C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ИЗ НИЗКОУГЛЕРОДИСТЫХ МАРОК СТАЛИ | 2012 |
|
RU2479641C1 |
Сущность изобретения: в способе производства электротехнической стали, включающем выплавку, горячую прокатку с температурой конца прокатки tкп 1100 800°С и температурой смотки tсм ниже 700°С, холодную прокатку, рекристаллизационный, обезуглероживающий и высокотемпературный отжиги, охлаждение подката от tкп до tсм ведут по зависимости  где l 2,14 основание логарифма; lx=vпt длина участка от выхода из клети, м; vп скорость подката, м/с; t время, с; lох общая длина участка от клети до моталки, м; К 0,4 0,6.
где l 2,14 основание логарифма; lx=vпt длина участка от выхода из клети, м; vп скорость подката, м/с; t время, с; lох общая длина участка от клети до моталки, м; К 0,4 0,6.
СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ, включающий выплавку, горячую прокатку с температурой tк.п конца чистовой прокатки 1100 900oС и температурой смотки t см < 700oС, травление окалины, холодную прокатку, рекристаллизационный, обезуглероживающий и высокотемпературный отжиг, отличающийся тем, что охлаждение от температуры конца прокатки до температуры смотки осуществляют путем поддержания температуры проката по зависимости
где е основание натурального логарифма;
lx vn · t длина участка от выхода подката из клети, м;
vn скорость подката, м/с;
t время, с;
lоx длина участка охлаждения от выхода полосы из клети до моталки, м;
K 0,4 0,6.
| Патент США N 4291558, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
