S
(Л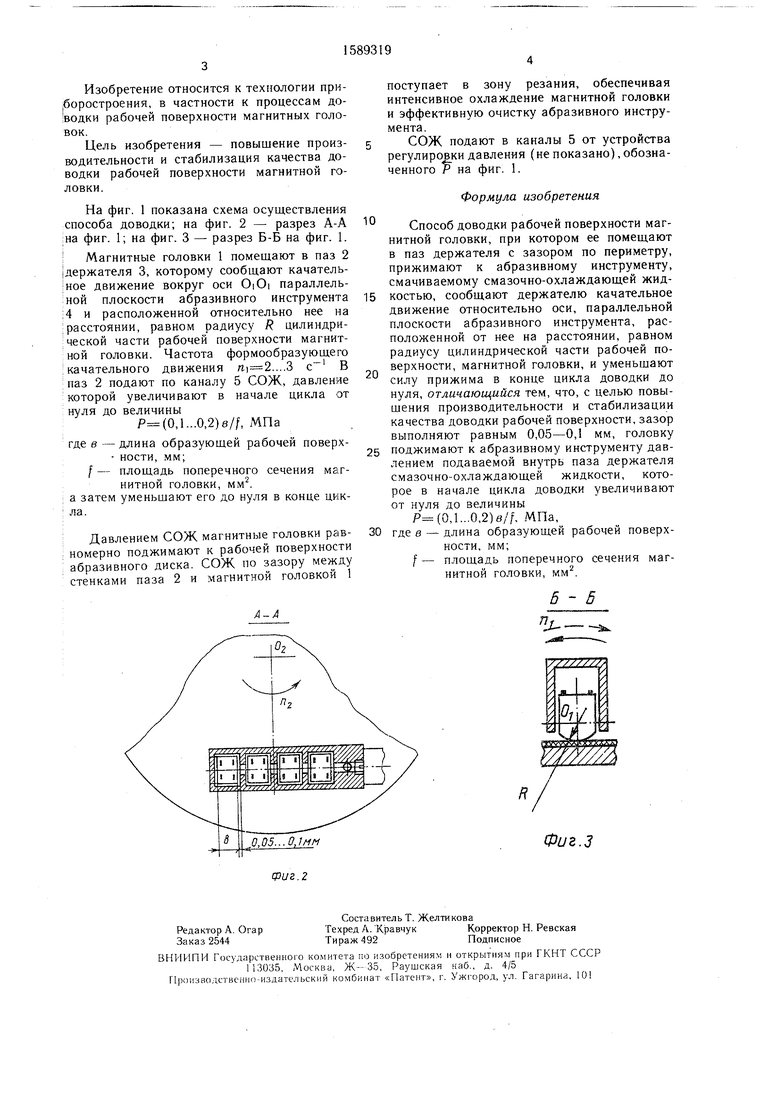
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ доводки рабочей поверхности магнитной головки | 1986 |
|
SU1531139A1 |
| Способ обработки рабочей поверхности магнитной головки | 1990 |
|
SU1758671A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЮСНЫХ НАКОНЕЧНИКОВ МАГНИТНЫХ ГОЛОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2031451C1 |
| Способ шлифования магнитной головки | 1987 |
|
SU1458175A1 |
| Способ доводки рабочей поверхности магнитной головки | 1985 |
|
SU1281589A1 |
| Способ обработки рабочей поверхности магнитных головок | 1983 |
|
SU1146723A1 |
| Способ магнитно-абразивной обработки режущих инструментов | 1986 |
|
SU1419867A1 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ | 1992 |
|
RU2071904C1 |
| Способ обработки отверстий раздвижными абразивными инструментами и устройство для его осуществления | 1988 |
|
SU1593931A1 |
| Инстумент для абразивной доводки поверхностей | 1980 |
|
SU870079A1 |
Изобретение относится к технологии изготовления магнитных головок. Целью изобретения является повышение производительности и стабилизация качества доводки рабочих поверхностей магнитных головок. Магнитной головке 1 сообщают формообразующее качательное движение и придают вращательное движение абразивному инструменту 4. Магнитную головку помещают в канал 2 с зазором по периметру 0,05-0,1 мм и с одной стороны в канал подают смазочно-охлаждающую жидкость, давление которой регулируют в процессе доводки. 3 ил.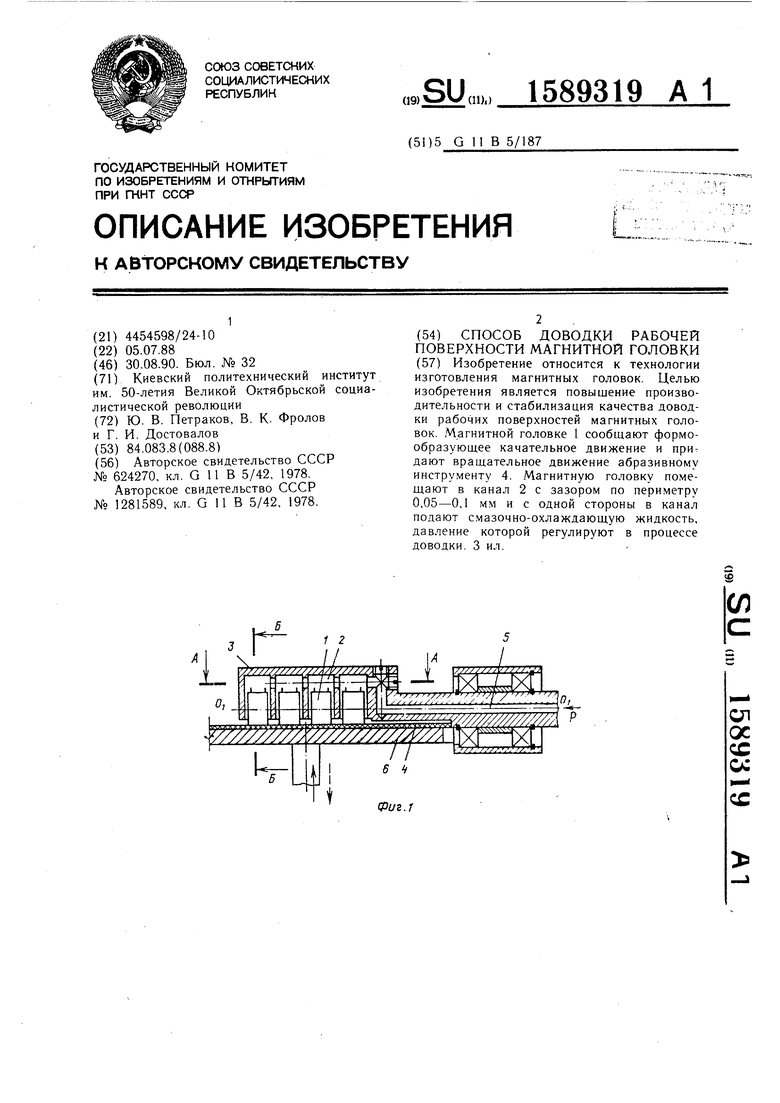
ел ос
ее
о:
ее
Изобретение относится к технологии при- ;боростроения, в частности к процессам до- |водки рабочей поверхности магнитных головок.
Цель изобретения - повышение производительности и стабилизация качества доводки рабочей поверхности магнитной головки.
На фиг. 1 показана схема осуществления способа доводки; на фиг. 2 - разрез А-А :на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Магнитные головки 1 помещают в паз 2 держателя 3, которому сообщают качатель- ное движение вокруг оси O|Oi параллель- ной плоскости абразивного инструмента ;4 и расположенной относительно нее на расстоянии, равном радиусу R цилиндрической части рабочей поверхности магнитной головки. Частота формообразунэщего ; качательного движения П)2....3 с В ; паз 2 подают по каналу 5 СОЖ, давление которой увеличивают в начале цикла от нуля до величины
P(0,1...0,2)8/f, МПа
где в - длина образующей рабочей поверх ности, мм;
f - площадь поперечного сечения магнитной головки, мм.
а затем уменьшают его до нуля в конце цик- : ла.
Давлением СОЖ магнитные головки рав- : номерно поджимают к рабочей поверхности
абразивного диска. СОЖ по зазору между стенками паза 2 и магнитной головкой 1
А-А
поступает в зону резания, обеспечивая интенсивное охлаждение магнитной головки и эффективную очистку абразивного инструмента.
СОЖ подают в каналы 5 от устройства регулировки давления (не показано), обозначенного Р на фиг. 1.
Формула изобретения
Способ доводки рабочей поверхности магнитной головки, при котором ее помещают в паз держателя с зазором по периметру, прижимают к абразивному инструменту, смачиваемому смазочно-охлаждающей жидкостью, сообщают держателю качательное движение относительно оси, параллельной плоскости абразивного инструмента, расположенной от нее на расстоянии, равном радиусу цилиндрической части рабочей поверхности, магнитной головки, и уменьшают силу прижима в конце цикла доводки до нуля, отличающийся тем, что, с целью повышения производительности и стабилизации качества доводки рабочей поверхности, зазор выполняют равным 0,05-0,1 мм, головку поджимают к абразивному инструменту давлением подаваемой внутрь паза держателя смазочно-охлаждающей жидкости, которое в начале цикла доводки увеличивают от нуля до величины
Р (0,1...0,2) 8/7, МПа,
где в - длина образующей рабочей поверхности, мм;
f
площадь поперечного сечения магнитной головки, мм.
6-6
Фиг.З
| Способ обработки рабочей поверхности магнитной головки | 1977 |
|
SU624270A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Способ доводки рабочей поверхности магнитной головки | 1985 |
|
SU1281589A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
