Изобретение относится к приборостроению, а именно к технологии производства магнитных головок для записи-воспроизведения информации в аппаратуре магнитной записи.
Целью изобретения является повышение качества обработки рабочей поверхности .
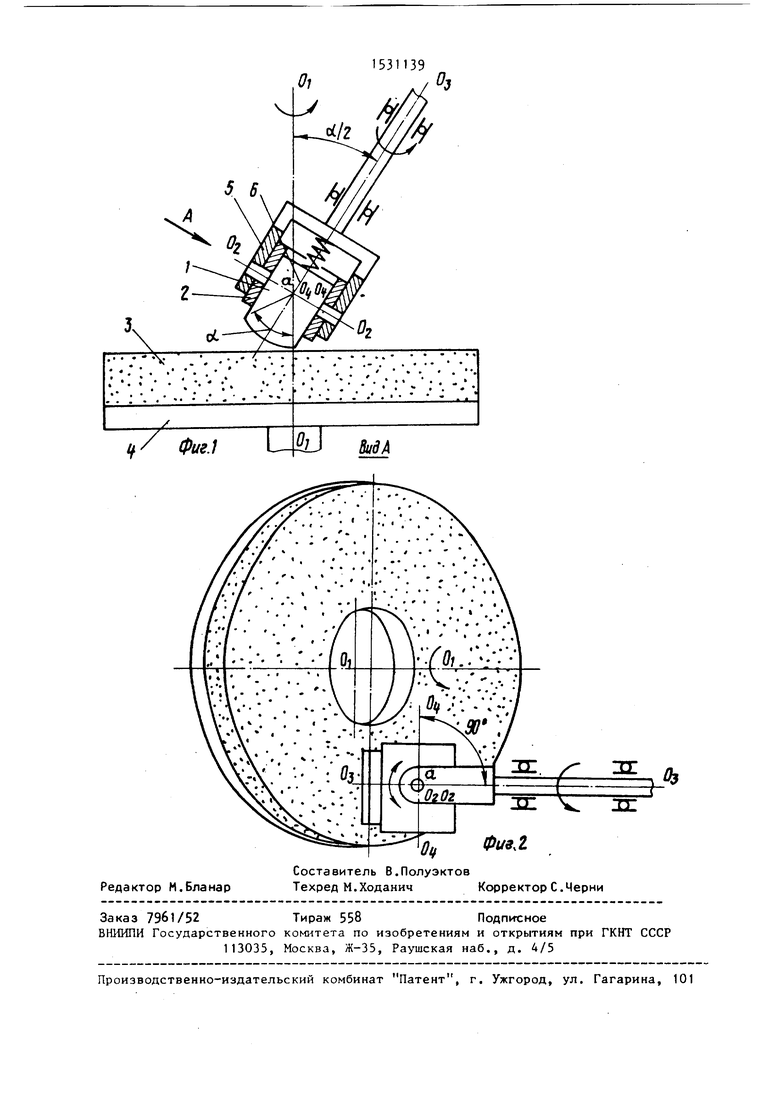
На фиг. 1 показана схема доводки; на фиг. 2 - вид А на фиг. 1.
Обрабатываемую магнитную головку 1 устанавливают в качалке 2 и прижимают к торцовой плоскости абразивного инструмента 3, установленному на фланце k шпинделя станка, вращающегося вокруг оси 0,0,. Качалку 2
шарнирно соединяют посредством оси с вилкой 5, которую вращают вокруг оси OjOjf расположенной в плоскости рабочего зазора 6 магнитной головки 1 и образующей с перпендикуляром к торцу абразивного инструмента 3 угол, равный половине угла обхвата цилиндрической рабочей поверхности магнитной головки 1, и с перпендикуляром, проведенным через точку пересечения этой оси с осью (точка а) цилиндрической рабочей поверхности к оси , прямой угол (фиг. 2).
Ось ОдОг, располагают перпендикулярно к плоскости рабочего зазора 6
СП со
Од
со
3153
и обеспечивают пересечение ее с осью 0. О, в точке а или в любой другой, минимально удаленной от нее точке, выбираемой исходя из конструктивного решения реального устройства.
Вращение магнитной головки 1 вокруг оси обеспечивает ее качание относительно шарнирной оси на угол oi. с частотой,, равной двум качаниям за один оборот м-эгнитной головки, с сохранением параллельности оси относительно торца абразивного инструмента и расстояния между ними.
Процесс доводки осуществляют в две стадии: на начальной стадии доводки, когда осуществляется основной съем припуска, вращают абразисный инструмент 3 и магнитную головку 1, на финишной стадии доводку производят без вращения абразивного инструмента.
В примере реализации способа част тоту вращения абразивного инструмента выбирают из условия обеспечения скорости доводки 1-2 м/с, а магнитную головку вращают с частотой 0,5-1,00 при этом направление вращения абразивного инструмента и магнитной головки выбирают одинаковым. Зернистость абразивного инструмента выбирают М5-М1. Время доводки на начальной стадии задают в зависимости от величины снимаемого припуска, усилия прижима головки к абразивному инструменту, обрабатываемого материала, зернистости инструмента и др. Например, при доводке рабочей поверхности магнитных головок из пермаллоя на абразивном диске зернистостью при скорости доводки 1,5 м/с и при усилии прижима головки к диску 1 Н/см для снятия О,О мм требует4
ся время около k мин. На финишной стадии время доводки принимают равным 10-15 с.
Применение способа на операции доводки рабочей поверхности бытовых магнитных головок позволяет повысить качество обработки и снизить технологический отход.
Формула изобретения
1. Способ доводки рабочей поверхности магнитной головки, при котором
производят прижатие обрабатываемой рабочей поверхности магнитной головки к торцу вращающегося абразивного инструмента, сообщении магнитной головке качательного движения относительно оси цилиндрической части обрабатываемой поверхност; с перемещением относ1 .тельно торца абразивного инструмента,отличающий- С я тем, что, с целью повышения качества доводки, перемещение магнитной головки относительно торца абразивного инструмента осуществляют вращением относительно оси, лежащей в плоскости, проходящей под рабочим зазором наклонно к плоскости торца абразивно
го инструмента, при этом ось вращательного движения пересекает ось качательного движения, а точка пересечения осей лежит на отрезке прямой, являющейся перпендикуляром к скрещивающимся осям вращательного движения магнитной головки и абразивного инструмента.
2. Способ по п. 1, отличающий с я тем, что на финишной стадии доводки вращение магнитной головки осуществляют относительно торцовой плоскости неподвижного абразивного инструмента.
1531139
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ доводки рабочей поверхности магнитной головки | 1985 |
|
SU1281589A1 |
| Способ обработки рабочей поверхности магнитной головки | 1976 |
|
SU576597A1 |
| Способ доводки рабочей поверхности магнитной головки | 1988 |
|
SU1589319A1 |
| Способ обработки рабочей поверхности магнитной головки | 1990 |
|
SU1758671A1 |
| ДИСКОВЫЙ ОДНОНИТОЧНЫЙ КРУГ ДЛЯ ШЛИФОВАНИЯ ВИНТОВ | 1999 |
|
RU2170655C1 |
| Способ обработки лезвий режущих инструментов | 1989 |
|
SU1689042A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ДОВОДКИ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 1998 |
|
RU2162402C2 |
| Способ изготовления блока магнитных головок | 1990 |
|
SU1704156A1 |
| Способ магнитно-абразивной обработки режущих инструментов | 1986 |
|
SU1419867A1 |
| Способ шлифования магнитной головки | 1987 |
|
SU1458175A1 |
Изобретение относится к технике магнитной записи и позволяет повысить качество доводки рабочей поверхности магнитных головок. Магнитную головку прижимают к торцу вращающегося абразивного инструмента и сообщают ей качательное и вращательное движение. Качательное движение осуществляют относительно оси цилиндрической части обрабатываемой поверхности, а вращательное движение - относительно оси, лежащей в плоскости, проходящей под углом к поверхности торца абразивного инструмента через ось цилиндрической части обрабатываемой поверхности. При этом ось вращательного движения перпендикулярна оси качательного движения, а точка их пересечения лежит в плоскости, проходящей через ось вращения абразивного инструмента. На финишной стадии доводки магнитную головку вращают относительно торцовой поверхности неподвижного абразивного инструмента. 2 п.ф-лы, 2 ил.
Фие.1
| Авторское свидетельство СССР W , кя | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
