h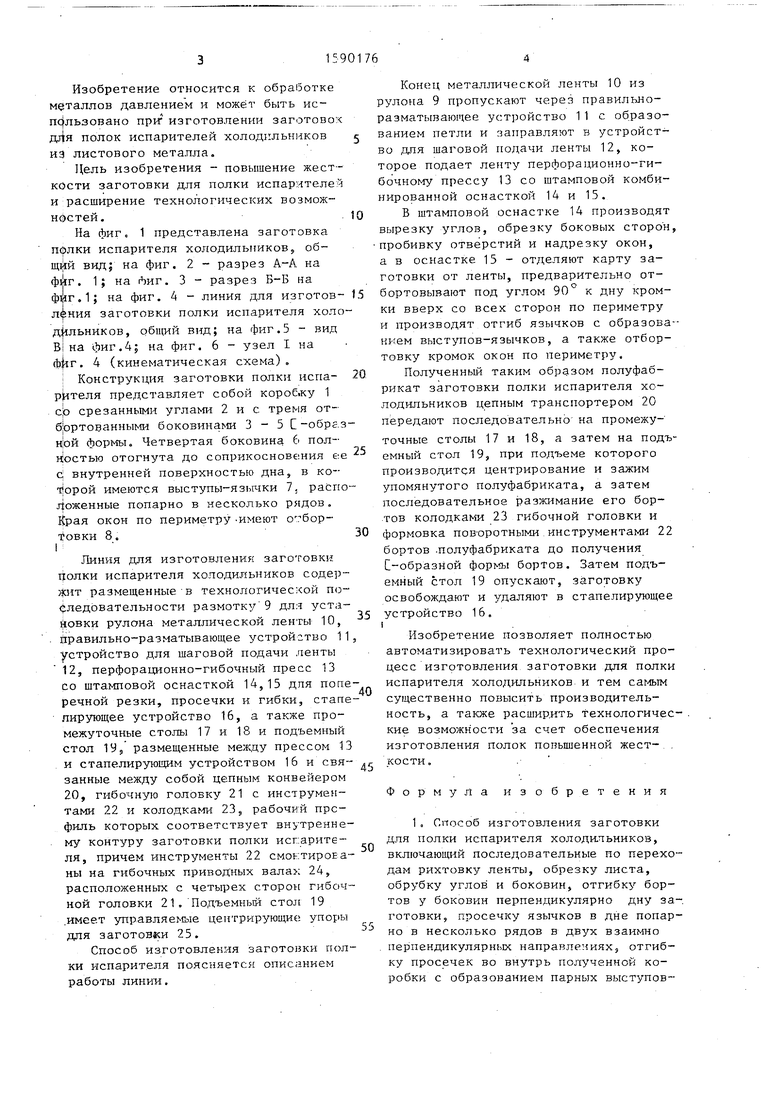
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления деталей из холодногнутого перфорированного профиля | 2017 |
|
RU2693411C2 |
| ГИБОЧНЫЙ СТАНОК | 1973 |
|
SU367932A1 |
| Устройство для гибки | 1976 |
|
SU608581A1 |
| Способ гибки заготовок и устройство для его осуществления | 1988 |
|
SU1806031A3 |
| ШТАМП ДЛЯ ОТГИБКИ ЭЛЕМЕНТОВ ЗАГОТОВКИ В РАЗНЫЕ СТОРОНЫ | 1991 |
|
RU2021861C1 |
| Устройство для получения винтовых цилиндрических заготовок | 1975 |
|
SU594636A1 |
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЕОБРАЗНЫХ ИЗДЕЛИЙ ИЗ ПРОВОЛОЧНЫХ ЗАГОТОВОК | 1991 |
|
RU2013174C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
| Устройство для пространственной гибки заготовки из проката | 1990 |
|
SU1750783A1 |
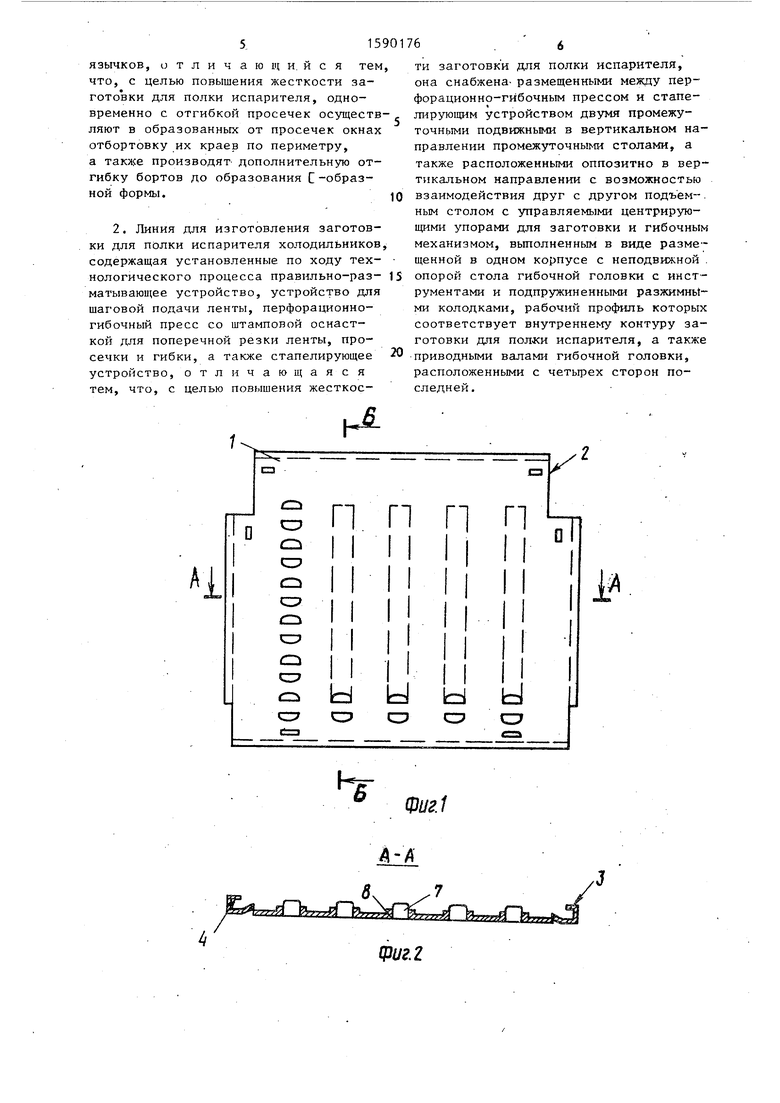
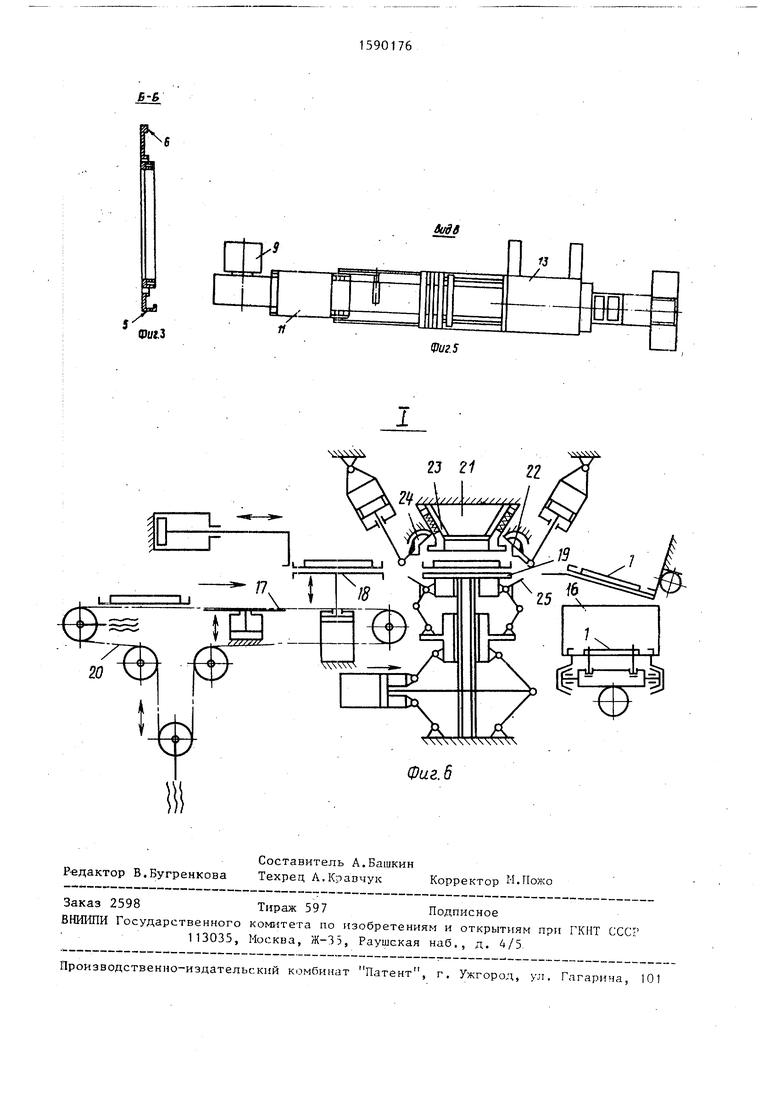
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении заготовок для полок испарителей холодильников и морозильников. Цель изобретения - повышение жесткости заготовки для полки испарителя. Для этого от предварительно отрихтованной ленты отрезают листы, у которых обрубают углы и боковины. После отливки бортов у боковин осуществляют просечку в дне язычков и отгибку просечек внутрь полученной коробки. При этом одновременно с отгибкой ведут отбортовку краев полученных в результате просечек окон. Кроме того, борта дополнительно отгибают до образования С-образной формы. В линии для производства заготовок полок испарителей между перфорационно-гибочным прессом 13 и стапелирующим устройством 16 смонтированы два промежуточных подвижных в вертикальном направлении стола 17 и 18, а также подъемный стол 19 и расположенная оппозитно ему в вертикальном направлении гибочная головка для осуществления дополнительной отгибки бортов заготовки. 2 с.п. ф-лы, 6 ил.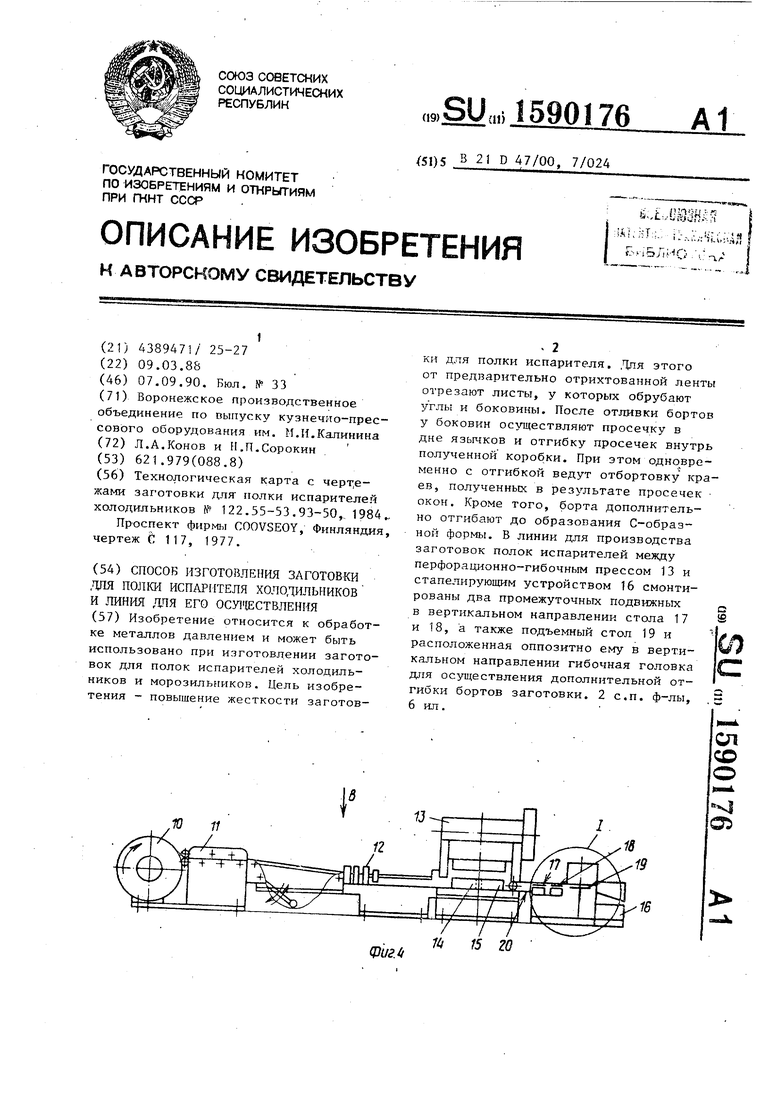
П П П П 4i
,I I Q I
ь
e
bJ Ы hJ
C3
сэ
bJ Ы hJ
C3
6
Фи2.1
(Риг, 2
Б-В
f.
Фиг. 6
| Схема обмотки ротора для пуска в ход индукционного двигателя без помощи реостата, с применением принципа противосоединения обмоток при трогании двигателя с места | 1922 |
|
SU122A1 |
