Изобретение относится к обработке металлов давлением, в частности к прокатному производству, и может быть использовано в любой отрасли народного хозяйства, где требуются изделия из винтовых цилиндрических заготовок.
Известно устройство для получения цилиндрических винтовых заготовок, содержащее три ролика с параллельными осями и направляквдую проводку, установленную под острым углом к образующим .роЛикОв l} .
В это устройство полоса проката подается специальной машиной под постоянным углом формовки, свертывается с помощью трех холостых роликов в спиральные витки, которые укладываются на неподвижной оправке.
Известное устройство с симметричным расположением верхних холостых роликов относительно нижнего имеет низкую производительность в связи с цикличностью процесса и недостаточным уровнем механизации и не позволяет получать цилиндрические винтовые заготовки из исходного полупродукта большого поперечного сечения, например из квб1дратных заготовок размерами 80x80 мм и более.
Целью изобретения является обеспечение непрерывности процесса.
Цель достигается благодаря тому что в предлагаемом устройстве для получения винтовых цилиндрических заготовок ролик-оправка выполнен приводным, а два других односторонн смещены относительно вертикальной плоскости, проходящей через ось приводного ролика, соответственно на углы 13-17 и 72-74°.
Приводной ролик-оправка может быть выполнен с диаметром, меньшим диаметра холостых роликов.
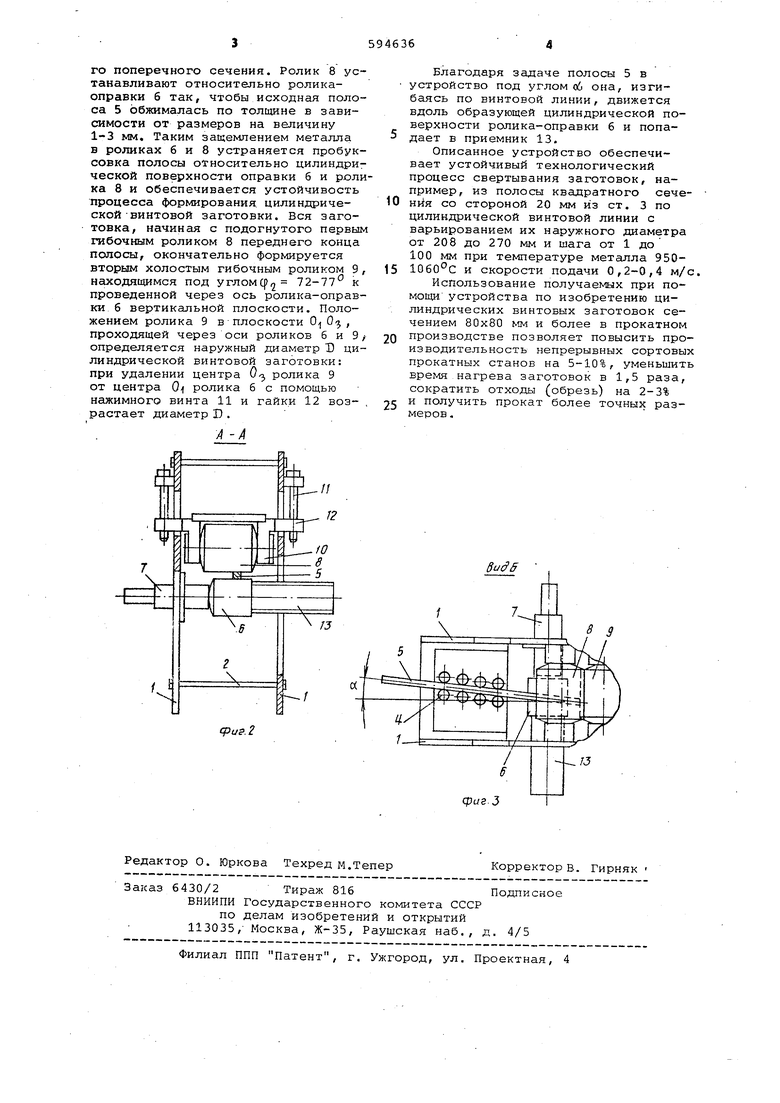
На фиг. 1 изображено.предлагаемое устройство для получения винтовых цилиндрических заготовок, общий вид; на фиг. 2 - разрез по А-А на фиг. 1} на фиг. 3 - вид по стрелке Б на фиг. 1.
На станине, состоящей из двух боковин 1, соединенных распорными болтами 2, размещен горизонтальный стол 3, на котором укреплена регулиЬуемая направляющая роликовая проводка 4. Направляющая проводка 4 представляет собой четыре жестко соединенные пары вертикально расположенных роликов, которые могут перемещаться в направляющих прорезях верхней и нижней крышек проводки перпендикулярно направлению подачи заготовки 5, Регулированием положения пар: роликов устанавливают требуемый угол с задачи заготовки 5 в устройство (см. фиг.З).
Боковины 1 станины выполнены фигурными. Приводной ролик-оправка
6 установлен консольно на подшипниковых опорах, смонтированных в ста JcaHe. 7 (см. фиг. 2) , который укреплен в одной из боковин 1. Каждый из двух холостых роликов 8 и 9 смонтирован в двух жестко связанных подшипниковых опорах 10. Для регулирования зазора между роликом-оправкой 6 и первым холостым гибочным роликом 8 и расстояния между- вторым холостым гибочным роликом 9 и роликом-оправкой б опоры 10 перемещают в прорезях боковин 1 соответственно в плоскостях О 0-2 иО,)Од, проходящих через оси приводного 6 и холостых 8 и 9 роликов, с помоШью установленных на боковинах 1 нажимных винтов 11 и соединенных с подшипниковыми опорами 10 гаек 12. Для перемещения винтовой заготовки 5 на приемник 13 в другой боковине вырезано фигурное отверстие.
Ролики 6,8 и 9 установлены так, что оси их параллельны, и имеют гладкую цилиндрическую рабочую поверхность. Ролики В и 9 могут быть набраны из шайб с калибрами, соответствующими профилю исходной заготовки . Все три ролика могут быть холостыми, но в этом случае необходимо иметь специальное задающее устройство. ролика могут быть также приводными, однако для упрощения конструкции устройства приводным делают только стационарный ролик-оправку 6. Привод ролика-оправки осуществляется от электродвигателя постоянного тока через редуктор (не показаны).
Устройство работает следующим образом.
Исходную полосу 5, предпочтительно квадратного сечения, с помощью роликовой проводки 4 подают в устройство под заданным углом oi , Угол (см. фиг. 3) лежит в горизонтальной плоскости, представляет с.обой угол наклона полосы относительно перпендикуляра к осям роликов б, 8 и.9 и определяет шаг навиваемой цилинд.рической винтовой заготовки. Полоса ,5 непрерывно захватывается и изги бается ведущим роликом-оправкой 6 и первым холостым гибочным роликом Б благодаря смещению последнего на угол Cf| 13-17° относительно вертикальной плоскости, проходящей через ось приводного ролика-оправки 6, и выполнению холостого ролика 8 с большим, чем у приводного ролика б, диаметром. Перемещением первого гибочного ролика 8 в плоскости 0 0 , проходящей через ось этого ролика и ось ролика-оправки б, регулируют с помощью нажимных винтов 11 и гаек 12 зазор между роликами 6 и 8 для свертывания по цилиндрической винтовой линии заготовок различно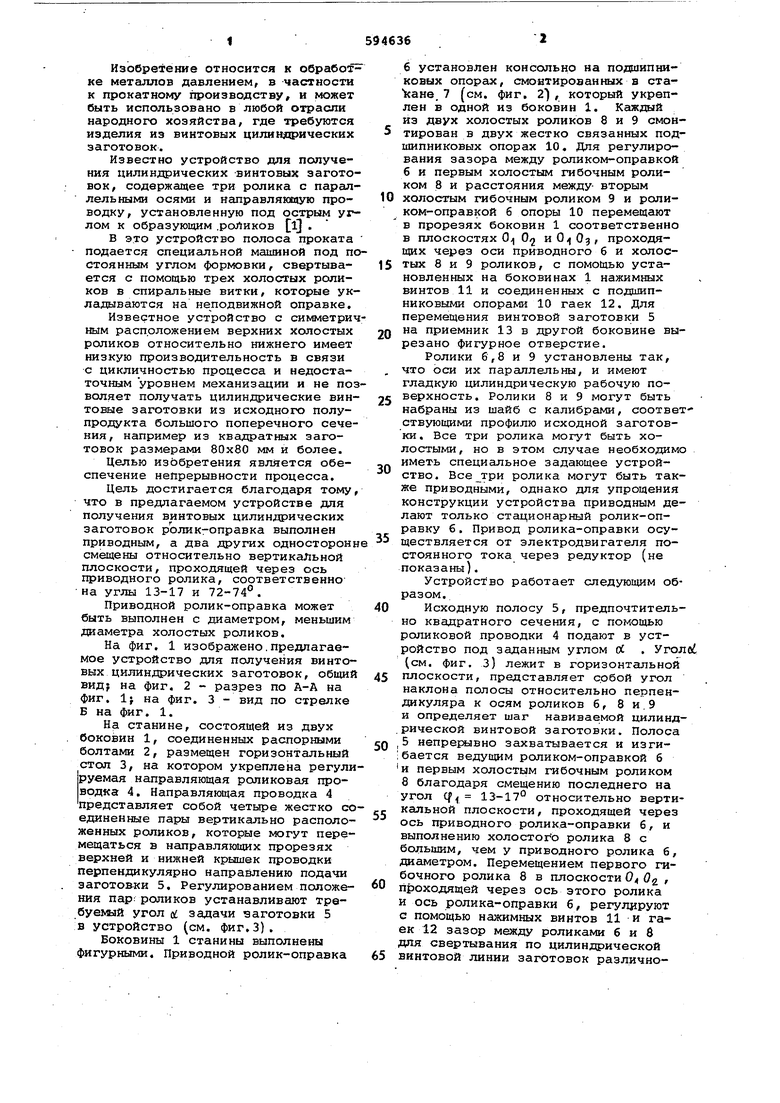
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поперечной резки цилиндрических заготовок | 1990 |
|
SU1712165A1 |
| Способ изготовления оболочек с гофрами | 1990 |
|
SU1726084A1 |
| Фланцегибочная машина | 1983 |
|
SU1199348A1 |
| ПЛАНЕТАРНЫЙ СТАН ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 2003 |
|
RU2237530C1 |
| Листогибочная валковая машина | 1987 |
|
SU1523213A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2041001C1 |
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ГИБКИ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2004 |
|
RU2270732C1 |
| Головка к профилегибочному станку | 1982 |
|
SU1058671A1 |
| МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 1999 |
|
RU2180873C2 |
| Фланцегибочная машина | 1978 |
|
SU768522A1 |
1. УСТРОЙСТВО ДЛЯ ПОЛУЧЕ- I НИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК, содержащее три ролика с параллельными осями, один из которых является оправкой, и направляющую проводку, установленную под острым углом к образую(тим роликов, отличающееся тем, что, с целью обеспечения непрерывности процесса, ролик-оправка выполнен приводным, а два других ролика односторонне смещены относительно вертикальной плоскости, проходящей через ось приводного ролика, ^ соответственно на углы 13-17 и 72-74, 2. Устройство по п. 1, отличающееся тем, что ролик-оправка выполнен с диаметром, меньшим диаметра холостых роликов.i(ЭТсел»^со да
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ФОРМОВКИ СПИРАЛЬНОШОВНЫХ ТРУБ | 0 |
|
SU203608A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
