Изобретение относится к обработке металлов давлением гибки стержневой арматуры и может быть использовано при изготовлении железобетонных элементов.
Целью изобретения является обеспечение изготовления объемных каркасов прямоугольной формы.
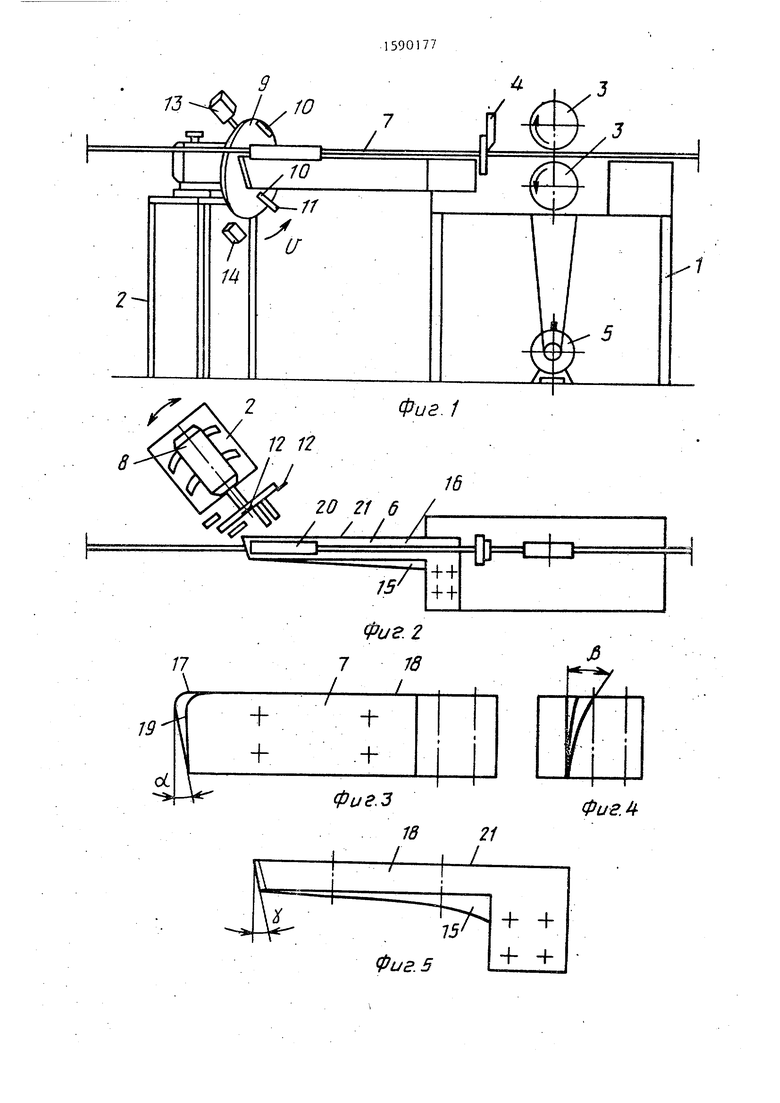
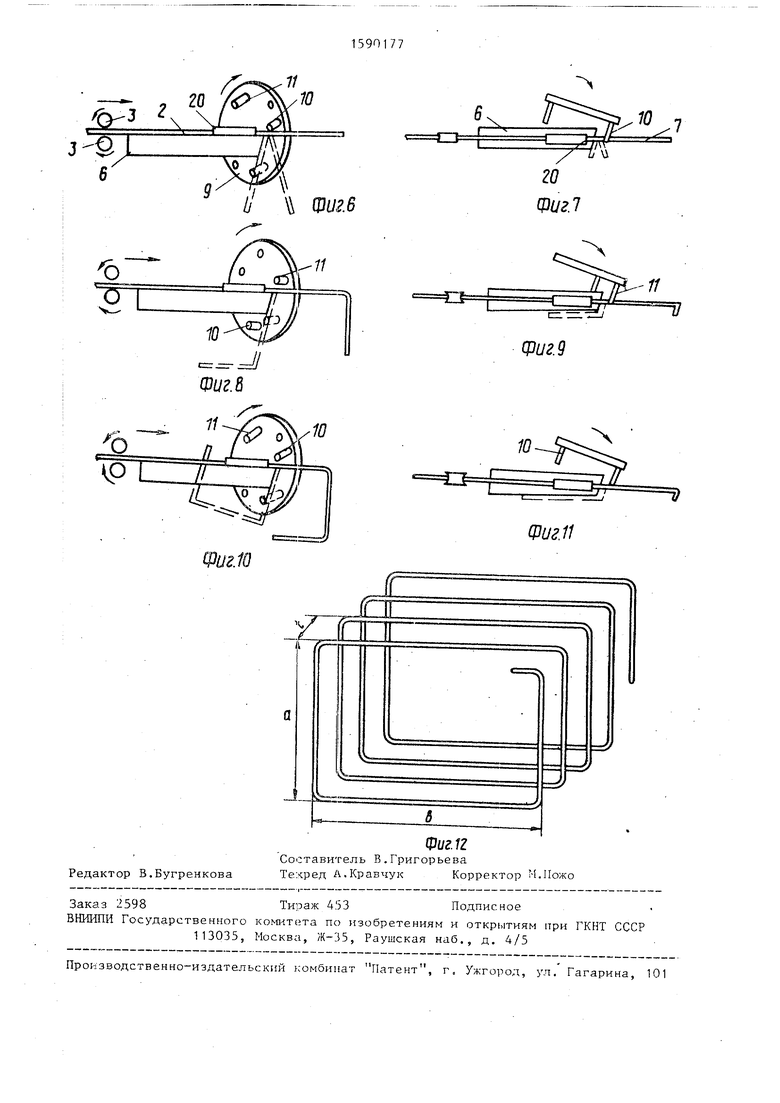
На фиг.1 показан станок, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - 5 - оправка, фронтальная, боковая проекции и вид в плане соответственно; на Лиг. 6 и 7 - станок перед началом первой гибки и в конце (пунктир), виды фронтальный и сверху соответственно; на фиг. 8 и 9 - то же, перед началом и в конце (пунктир) второй гибки; на фГиг. 10 и 11 - то же, перед началом и в конце третьей гибки: на фиг. 12 - изделие.
Станок для гибки прутков содерш т раму, состоящую из частей 1 и 2. На части 1 рамы закреплены валки 3 и ножи 4, связанные с приводом 5, а также консольная оправка 6, размещенная вдоль направления подачи проволоки 7. На части 2 рамы закреплен электродвигатель 8, связанный с диском 9, размещенным под углом к направлению подачи и несущим установленные по периферии с возможностью изменения их положения при настройке гибочные палыда Ю и 11 и флажки 12. По траектории движесл
со
--vj
ния флажков 13 размещены переключате:- ли 13 и 14.
Оправка 6 выполнена «з сменкой клиновой части 15 с переменным yrj::oM д и прямоугольной части 16 с гибочной кромкой 17, размещенной на ребре верхней грани 18 и торца 19. На гргни 18 закреплен фиксатор- 20 проволоки 7. ТЬрец 19 выполнен наклонным к грани 18 под углом с/, соответствующим углу пружинения проволоки 7, а к боковой грани 21, со стороны которой установлен диск 9, под углом У.
Расстояние между пальцами и гибоч- нЬй кромкой может меняться за счет и|зменения положения привода 8 на час- т 2 рамы, что дает возможность изгибать проволоку различного диаметра. : Станок работает следую1 .(им образом . Выравненная проволока 7 подается в|алками 3 вдоль оправки 6 под фиксато PJDM 20 на длину, соответствующую дли- Hie а к диску 9. Перед началом гибки оДин из флажков 12 дает сигнал на отк ючение двигателя 5, проволока 7 ос тйнавливается, и палец 10 изгибает её конец по прямоугольной части 16 оправки 6 на угол 90°-Н|эС(фиг.6 и 7).
После того,как палец 10 соскольз- н;ет с изогнутого участка проволоки, фяажок 12 заг-шкает переключатель 14 и включается привод 2 валков 3 и проволока подается на длину, соответ ст- вующую длине b изделия. После этого Г1;алец 1 ойуществляет вторую гибку на оправке 6 (фиг. 8 и 9, при этом отогнутый конец скользит по поверхности клиновой части 15 и отгибаетсяот плоскости первоначальной гибки.
Далее цикл повторяется и палец 10 осуществляет третью гибку.
Благодаря наличию на прямоугольной части 16 оправки 6 угла сбеспе- чивается направление навивки каркаса « противоположную сторону от диска 9.
Сменная клиновая-часть 15 за счет разного угла /Ь позволяет регулироват шаг t между витками.
При достижении необходимой длины каркаса ножи 4 отрезают изделие.
Применение предлагаемого станка позволит сократить парк станков в арматурных цехах, исключить большой объем сварочных работ, повысить производительность и культуру производ- ства.
Формула изобретения
1. .Станок для гибки элементов .арматуры, содержа;1дий установленные на раме консольно в нижней части оправку и диск с приводом и гибочным пальцем, а также фиксатор проволоки, отличающийся тем, что, с целью обеспечения получения объемных- каркасов прямоугольной формы, оправка размещена вдоль направления подачи проволоки, а ее рабочая часть выполнена из клиновой и прямоугольной частей с гибочной кромкой на ребре, образованном торцом и верхней гранью прямоугольной части, фиксатор проволоки установлен на верхней грани прямоугольной части, диск с пальцем размещен- со стороны одной из боковых граней-наклонно к оси подачи и снабжен дополнительным гибочным пальцем, торец прямоугольной части оправки выполнен под острым углом к боковой грани, обращенной к диску и под ост- рым углом к верхней грани, а клиновая часть размещена на грани прямоугольной части со стороны, противоположной диску,
2. Станок по п. 1, отлича ю- щ и и с я тем, что диск установлен с возможностью настроечного перемещения относительно оси гибочной кромки оправки.
/7
19
d.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления проволочных деталей | 1979 |
|
SU897333A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА АРМАТУРНОГО КАРКАСА ЗАДАННОГО ПРОФИЛЯ | 2010 |
|
RU2445184C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЕОБРАЗНЫХ ИЗДЕЛИЙ ИЗ ПРОВОЛОЧНЫХ ЗАГОТОВОК | 1991 |
|
RU2013174C1 |
| Станок для изготовления пружин с отогнутым концом | 1971 |
|
SU438478A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРОВОЛОКИ | 1973 |
|
SU366909A1 |
| Станок для гибки трубных панелей | 1985 |
|
SU1400709A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХКАРКАСОВ | 1972 |
|
SU435888A1 |
| Станок для гибки длинномерных заготовок | 1982 |
|
SU1057143A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ НЕТКАНОГО МАТЕРИАЛА МР НА ПРОВОЛОЧНОЙ ОСНОВЕ И СТАНОК ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2195381C2 |
| Станок для навивки змеевиков | 1977 |
|
SU659236A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении железобетонных элементов. Цель изобретения - обеспечение изготовления объемных каркасов прямоугольной формы. Станок содержит консольную оправку из прямоугольной и клиновой частей, фиксатор проволоки и приводной диск с двумя гибочными пальцами. При порционой подаче проволоки вдоль оправки под фиксатором к диску осуществляется поочередная гибка углов изделия с учетом пружинения и шага навивки. Шаг навивки обеспечивается за счет угла клиновой части. Расстояние между пальцами и гибочной кромкой может регулироваться. Применение данного станка позволит сократить парк станков в арматурных цехах, исключить большой объем сварочных работ и повысить производительность и культуру производства. 1 з.п. ф-лы, 12 ил.
Фиг.з
ФигЛ
Фиг. 5
| Борщевскин Л.А | |||
| и Ильин А.С | |||
| Механическое оборудование для производства строительных материалов и изделий | |||
| - М | |||
| : Высшая школ а, 1987, с | |||
| Переносное устройство для вырезания круглых отверстий в листах и т.п. работ | 1919 |
|
SU226A1 |
| Приспособление для указания остановок в трамваях | 1916 |
|
SU1212A1 |
