Изобретение относится к обработке металлов д авлением может быть использовано для накатывания кольцевых канавок на полых деталях и является усовершенствованием изобретения по . . авт.св. № 1412861 .
Целью изобретения является расширение технологических возможностей
за счет увеличения диапазона диаметров заготовок, прокатываемых роликами одного диаметра.
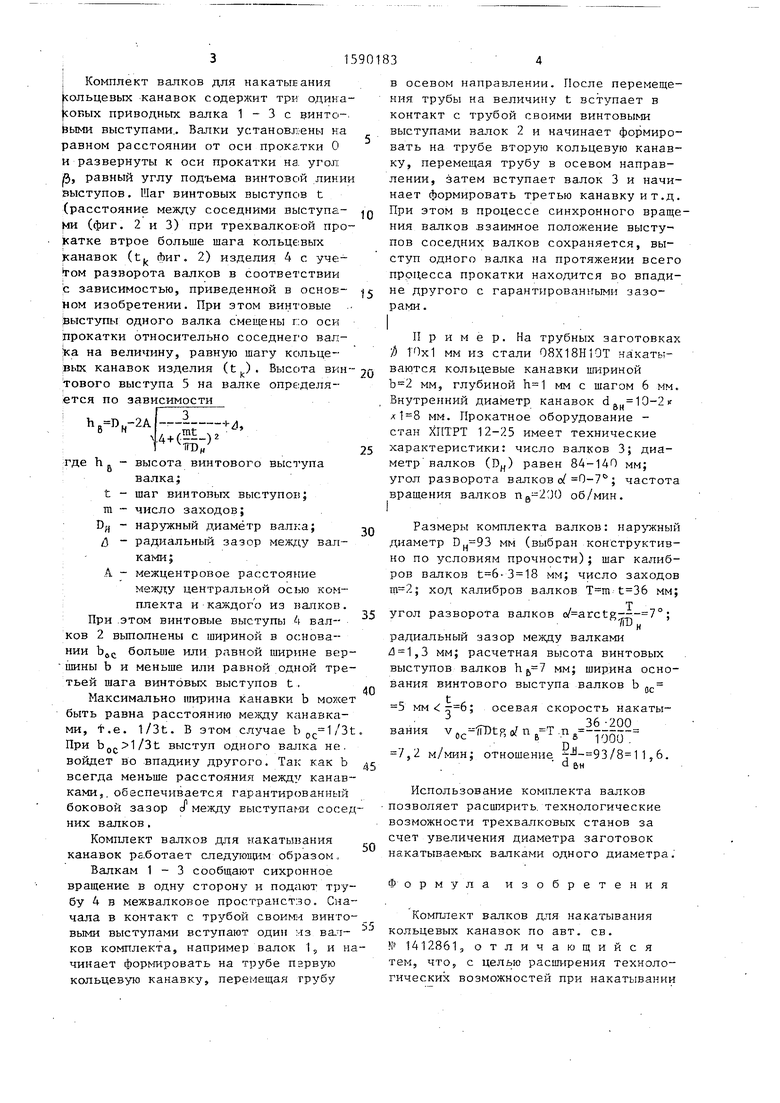
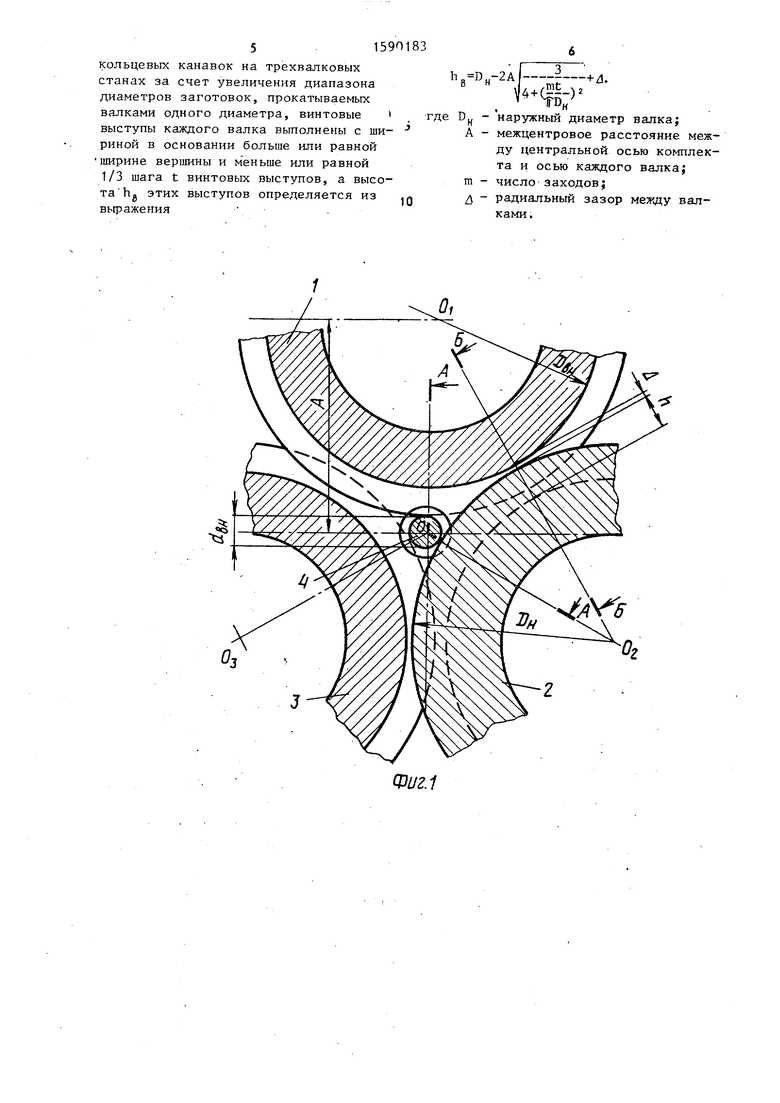
На фиг. 1 изображено сечение вал-, ков и заготовки в плоскости, перпендикулярной оси прокатки; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
I Комплект валков для накатывания сольцевых канавок содержит три одина- | ;оБых приводных валка 1 - 3 с винте-. Ьыми выступами.. Валки установл-ены на равном расстоянии от оси прока.тки О и развернуты к оси прокатки на. угол |й, равный углу подъема винтовой линии выступов, Шаг винтовых выступов t (расстояние между соседними выступа- ми (фиг, 2 и 3) при трехвалкоЕой про- Катке втрое больше шага кольце:вых канавок (tj фиг. 2) изделия 4 с уча- froM разворота валков в соответствии с зависимостью, приведенной в OCHOEI- ном изобретении. При этом винтовые выступы одного валка смещены г:о оси прокатки относительно соседнег о вал- |ка на величину, равную шагу кольцевых канавок изделия (t,). Высота винтового выступа 5 на валке опре:деля- ется по зависимости
h D..-2A--fj,
« )
Г ТО/
где h g - высота винтового выступа
валка;
t - шаг винтовых выступов; m число заходов;
D;, - наружный диаметр валка; Д - радиальный зазор между валками;А - межцентровое расстояние
между центральной осью ком- : плекта и каждого из валков. При .этом винтовые выступы 4 вал-ков 2 выполнены с шириной в основании Ьос больше или равной ширине вер- шины b и меньше или равной одной третьей шага винтовых выступов t ,
Максимально ширина канавки b может быть равна расстоянию мегкду канавками, f.e. 1/3t. В этом случае bp(, 1/3t При выступ одного валка не. войдет во .впадину другого. Так как b всегда меньше расстояния между канавками,, обеспечивается гарантированный боковой зазор d между выступами соседних валков.
Комплект валков для накатьпзания канавок рг.ботает спедующим об)азом„ Валкам 1 - 3 сообщают сихронное вращение в одну сторону и подают трубу 4 в межвалковое пространстзо. Сначала в контакт с трубой своим)- винтовыми выступами вступают один из валков комплекта, например валок 1, и нчинает формировать на трубе парвую кольцевую канавку, перемещая грубу
с 0
Q
5
5
0
0
в осевом направлении. После перемещения трубы на величину t вступает в контакт с трубой своими винтовыми выступами валок 2 и начина ет формировать на трубе вторую кольцевую канавку, перемещая трубу в осевом направлении, затем вступает валок 3 и начинает формировать третью канавку и т.д. При этом в процессе синхронного вращения валков .взаимное положение выступов соседних валков сохраняется, выступ одного валка на протяжении всего процесса прокатки находится во впадине другого с гарантированными зазорами.
Пример. На трубных заготовках Ь Г0х1 мм из стали 08Х18Н10Т накатываются кольцевые канавки шириной мм, глубиной мм с шагом 6 мм. Внутренний диаметр канавок dg| А мм. Прокатное оборудование - стан ХПТРТ 12-25 имеет технические характеристики: число валков 3; диаметр валков (Dj) равен 84-140 мм; угол разворота валков частота вращения валков об/мин.
Размеры комплекта валков: нар ткный диаметр мм (выбран конструктивно по условиям прочности); шаг калибров валков мм; число заходов ход калибров валков мм;
Т
угол разворота валков o/ arctg--- 7°;
ТО „
радиальный зазор между валками 3 1,3 мм; расчетная высота винтовых выступов валков h , 7 мм; ширина основания винтового выступа валков b jj,
5 осевая скорость накаты-36 200
юоо.
вания V п .п 3
7,2 м/мин; отношение. 1, 6.
а вн
Использование комплекта валков позволяет расширить, технологические возможности трехвалковых станов за счет увеличения диаметра заготовок накатываемых валками одного диаметра.
Формула изобретения
Комплект валков для накатывания кольцевых канавок по авт. св. № 1412861, отличающийся тем, 4TOj с целью расширения технологических возможностей при накатывании
кольцевых канавок на трехвалковых станах за счет увеличения диапазона диаметров заготовок, прокатываемых валками одного диаметра, винтовые выступы каждого валка выполнены с шириной в основании больше или равной ширине вершины и м еньше или равной 1/3 шага t винтовых выступов, а высота hg этих выступов определяется из выражения
П„
где
DK - А m и
ч наружный диаметр валка}
межцентровое расстояние между центральной осью комплекта и осью каждого валка; число-заходов; радиальный зазор между валками.
| название | год | авторы | номер документа |
|---|---|---|---|
| Комплект валков для накатывания кольцевых канавок | 1987 |
|
SU1412861A1 |
| Технологический инструмент для поперечно-винтовой прокатки | 1983 |
|
SU1138197A1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ КРУГЛЫХ ПРОФИЛЕЙ | 1994 |
|
RU2073572C1 |
| Способ изготовления ребристых труб и валок для его осуществления | 1978 |
|
SU774736A1 |
| ТРЕХВАЛКОВЫЙ КАЛИБР И СПОСОБ ЕГО НАСТРОЙКИ | 1992 |
|
RU2056956C1 |
| Инструмент для формирования элементов профильной наружной поверхности | 1989 |
|
SU1655640A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2427434C1 |
| Валок для прокатки арматурных периодических профилей | 1988 |
|
SU1588477A1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ РЕБРИСТЫХ ТРУБ И ВАЛКИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2246362C1 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления труб с кольцевыми канавками. Цель изобретения - расширение технологических возможностей процесса накатывания кольцевых канавок на трехвалковом стане. Комплект валков для накатывания кольцевых канавок содержит три одинаковых приводных валка с винтовыми выступами. Валки установлены на равном расстоянии от оси прокатки и развернуты к оси прокатки на угол, равный углу подъема винтовой линии выступов. Шаг винтовых выступов (расстояние между соседними выступами при трехвалковой прокатке) втрое больше шага кольцевых канавок изделия с учетом разворота валков в соответствии с расчетной зависимостью. Винтовые выступы одного валка смещены по оси прокатки относительно соседнего валка на величину, равную шагу кольцевых канавок изделия. Высота винтового выступа на валке определяется по зависимости: H в-D н-2A√3/4+(MT/φD н) 2 +Δ, где H в - высота винтового выступа валка
T - шаг винтовых выступов
M - число заходов
D н - наружный диаметр валка
Δ - радиальный зазор между валками
A - межцентровое расстояние между центральной осью комплекта и осью каждого из валков, а ширина основания выступов B≤B осн≤T/3, где B осн - ширина основания выступов
B - ширина вершины выступов. Это позволяет обрабатывать заготовки различных диаметров накатными валками одного диаметра. 3 ил.
о,
Фиг.1
-/f
аг.г
Риг. 3
| Комплект валков для накатывания кольцевых канавок | 1987 |
|
SU1412861A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
