1чЭ
ОС
о
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении труб теплообменников.
Цель изобретения - повышение качества тонкостенных труб с кольцевыми канавками за счет уменьшения их деформации.
На фиг. 1 изображены комплект валков
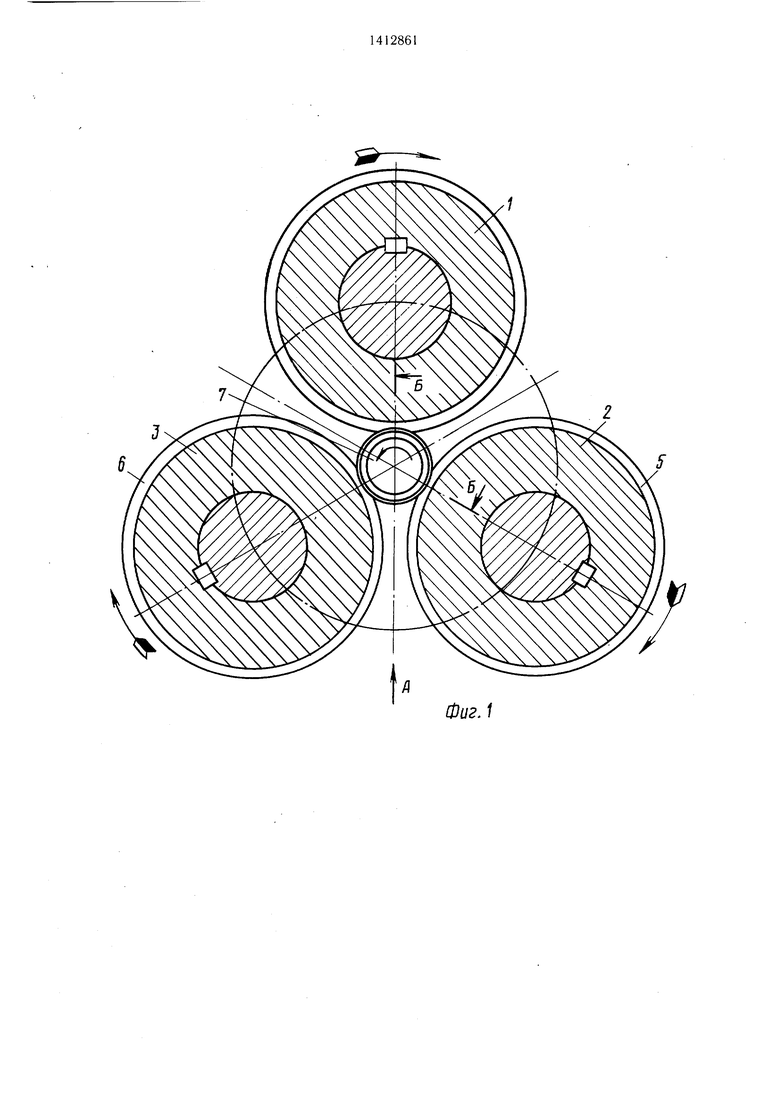
и труба, разрез; на фиг. 2 - вид А на фиг. 1;
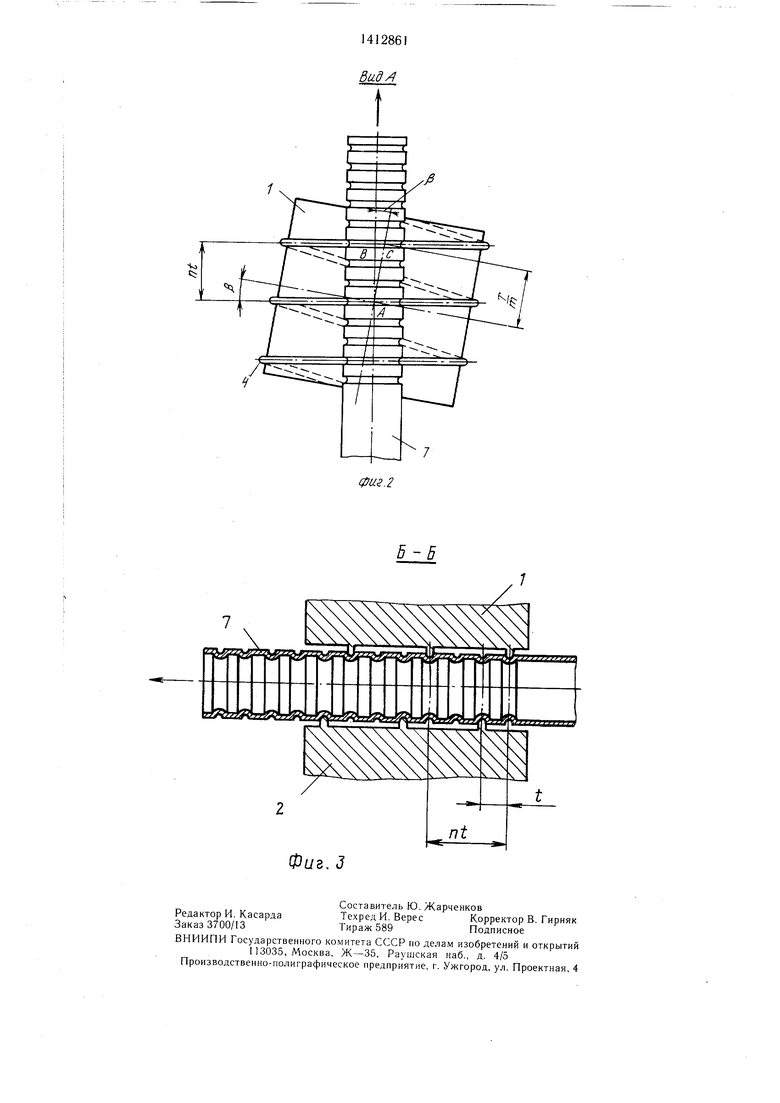
: на фиг. 3 - разрез Б-Б на фиг. 1.
печивает повышение качества изделий за счет уменьшения их деформации по диаметру. Пример Осуществляют накатывание кольцевых канавок на трубах из нержавею ш,ей стали 08Х18Т1. Требуемые параметры кольцевых канавок: шаг 11,5 мм; ширина 3,5 мм; внутренний диаметр 30 мм. Размеры трубы - заготовки: gj 33 X 1,5 мм. Параметры инструмента: количество валков в комплекте 3 шт.; наружный диаметр валНака,тывание кольцевых канавок на тру- 10 ков 125 мм; количество заходов винтовых
: бах осуществляют комплектом приводныхвыступов на валках 1; ширина выступов
; валков 1-3 с винтовыми выступами 4-63,5 мм; высота выступов 3 мм; радиус вер; соответственно. Винтовые выступы на валкахщин выступов 1,75 мм. Ход винтовых выс; выполнены с ходомтупов определяют по формуле
печивает повышение качества изделий за счет уменьшения их деформации по диаметру. Пример Осуществляют накатывание кольцевых канавок на трубах из нержавею ш,ей стали 08Х18Т1. Требуемые параметры кольцевых канавок: шаг 11,5 мм; ширина 3,5 мм; внутренний диаметр 30 мм. Размеры трубы - заготовки: gj 33 X 1,5 мм. Параметры инструмента: количество валков в комплекте 3 шт.; наружный диаметр вал ков 125 мм; количество заходов винтовых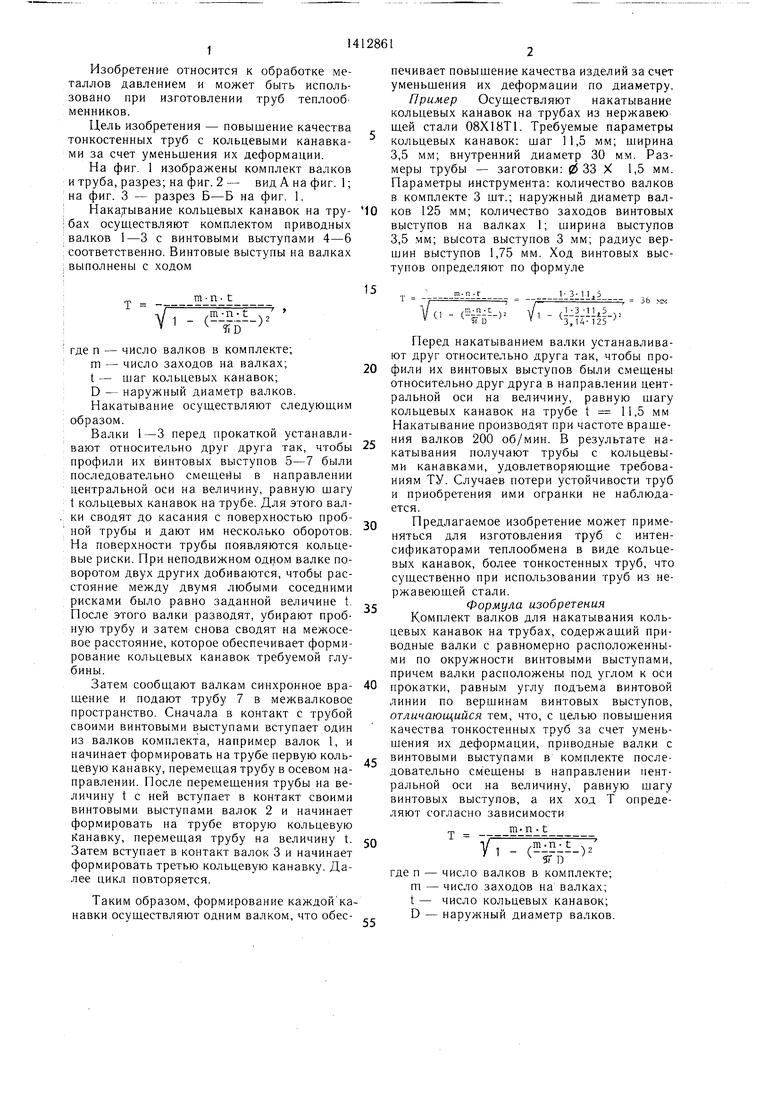
| название | год | авторы | номер документа |
|---|---|---|---|
| Комплект валков для накатывания кольцевых канавок | 1988 |
|
SU1590183A2 |
| Инструмент для формирования элементов профильной наружной поверхности | 1989 |
|
SU1655641A1 |
| Инструмент для формирования элементов профильной наружной поверхности | 1989 |
|
SU1655640A1 |
| Валок для продольной прокатки труб | 1978 |
|
SU689752A1 |
| Составной прокатный валок | 1983 |
|
SU1100018A1 |
| Валок для прокатки арматурных периодических профилей | 1988 |
|
SU1588477A1 |
| Способ выполнения канавок пластическим деформированием на стенках деталей из ковких или пластичных материалов и устройство для его осуществления | 1986 |
|
SU1729282A3 |
| РАБОЧИЙ ВАЛОК ДЛЯ ИЗГОТОВЛЕНИЯ СЛОЖНЫХ ПЕРИОДИЧЕСКИХ ПРОФИЛЕЙ | 1992 |
|
RU2029650C1 |
| Технологический инструмент для поперечно-винтовой прокатки | 1983 |
|
SU1138197A1 |
| Технологический инструмент для винтовой прокатки | 1985 |
|
SU1318314A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при накатывании кольцевых канавок на полых тонкостенных трубах. Цель изобретения - повышение качества. Комплект приводных валков с винтовыми выступами, размеш,енными равномерно по окружности, устанавливают друг относительно друга со смещением относительно центральной оси на величину, равную шагу кольцевых канавок на трубе. При этом ход винтовых выступов Т на валках определяют согласнозависимости Т m п t/Vl -(т - п (/nD)-, где п число валков в комплекте; ш - число заходов на валках; t - шаг кольцевых канавок; D - наружный диаметр валков. В процессе врашения валков каждый винтовой выступ накатывает одну канавку, что обеспечивает уменьшение деформации тонкостенной трубы. 3 ил. о 
та -п t
V
(-ElBl -V TID
где п - число валков в комплекте;
m - число заходов на валках;
t - шаг кольцевых канавок;
D - наружный диаметр валков.
Накатывание осуществляют следующим образом.
Валки 1-3 перед прокаткой устанавливают относительно друг друга так, чтобы профили их винтовых выступов 5-7 были последовательно смещены в направлении центральной оси на величину, равную шагу t кольцевых канавок на трубе. Для этого валки сводят до касания с поверхностью пробной трубы и дают им несколько оборотов. На поверхности трубы появляются кольцевые риски. При неподвижном одном валке поворотом двух других добиваются, чтобы расстояние между двумя любыми соседними рисками было равно заданной величине t. После этого валки разводят, убирают пробную трубу и затем снова сводят на межосевое расстояние, которое обеспечивает формирование кольцевых канавок требуемой глубины.
Затем сообщают валкам синхронное вра- щение и подают трубу 7 в межвалковое пространство. Сначала в контакт с трубой своими винтовыми выступами вступает один из валков комплекта, например валок 1, и начинает формировать на трубе первую кольцевую канавку, перемещая трубу в осевом направлении. После перемещения трубы на величину t с ней вступает в контакт своими винтовыми выступами валок 2 и начинает формировать на трубе вторую кольцевую канавку, перемещая трубу на величину t. Затем вступает в контакт валок 3 и начинает формировать третью кольцевую канавку. Далее цикл повторяется.
Таким образом, формирование каждой ка навки осуществляют одним валком, что обес
5
0
0
5
5
0 0
5
f
lL2lIl.i5
(1 - (5-Vi - (Iiljll s
S.IA- 125
Перед накатыванием валки устанавливают друг относительно друга так, чтобы профили их винтовых выступов были смещены относительно друг друга в направлении центральной оси на величину, равную шагу кольцевых канавок на трубе t 11,5 мм Накатывание производят при частоте враше- ния валков 200 об/мин. В результате накатывания получают трубы с кольцевыми канавками, удовлетворяющие требованиям ТУ. Случаев потери устойчивости труб и приобретения ими огранки не наблюдается.
Предлагаемое изобретение может применяться для изготовления труб с интен- сификаторами теплообмена в виде кольцевых канавок, более тонкостенных труб, что существенно при использовании труб из нержавеющей стали.
Формула изобретения
Комплект валков для накатывания кольцевых канавок на трубах, содержащий приводные валки с равномерно расположенными по окружности винтовыми выступами, причем валки расположены под углом к оси прокатки, равным углу подъема винтовой линии по верщинам винтовых выступов, отличающийся тем, что, с целью повышения качества тонкостенных труб за счет уменьшения их деформации, приводные валки с винтовыми выступами в комплекте последовательно см ещены в направлении центральной оси на величину, равную шагу винтовых выступов, а их ход Т определяют согласно зависимости m-n. t
Т
).
5ГБ
где п - число валков в комплекте; m - число заходов на валках; t - число кольцевых канавок; D - наружный диаметр валков.
Фиг.1
| Ролик для поперечно-винтовой прокатки | 1976 |
|
SU571337A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
