Изобретение относится к обработке металлов давлением и может быть использовано при штамповке вьщавливани- ем изделий Типа глубоких стаканов.
Целью изобретения является повьшге- ние стойкости пуансона.
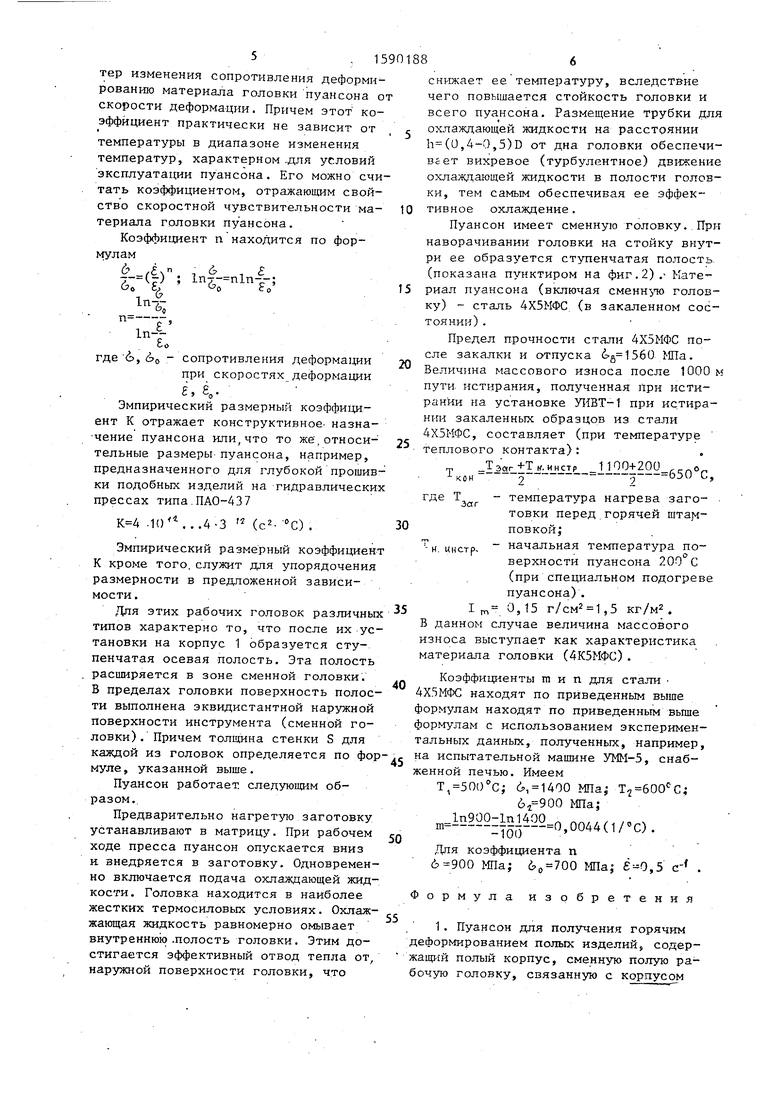
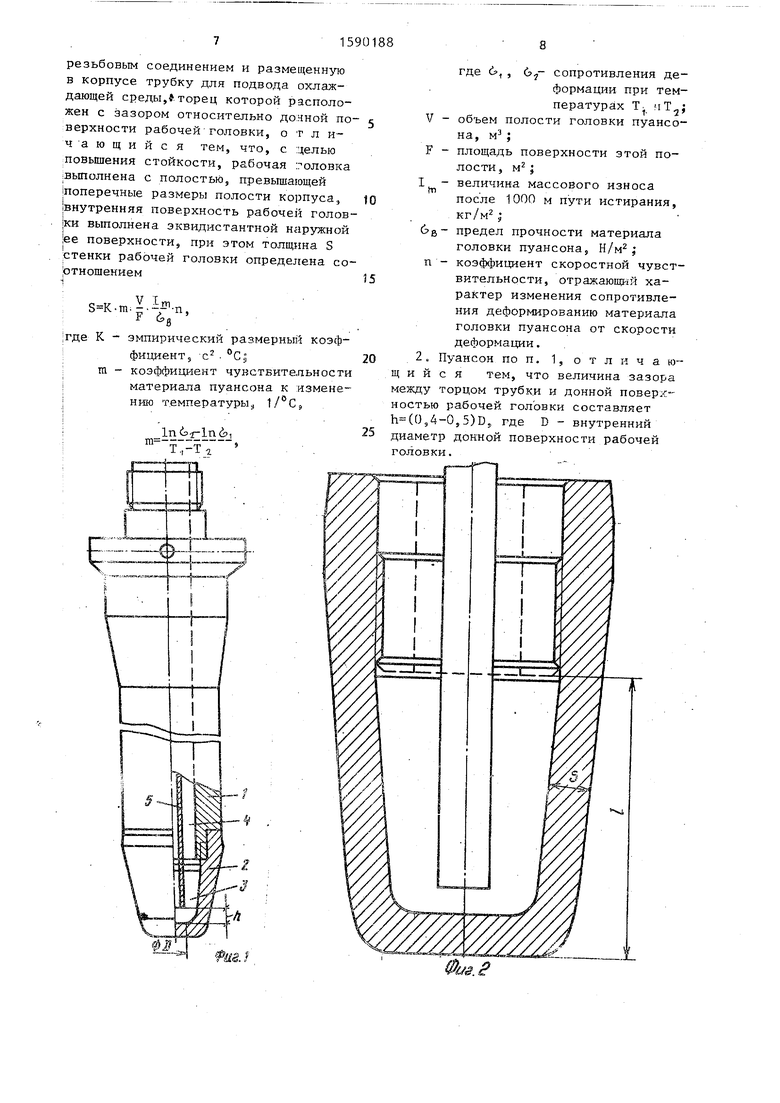
На фиг. 1 изображен пуансон, общий вид, разрезу на фиг. 2 - головка пуансона, разрез; на фиг. 3 - типовые формы головок пуансонов, разрез.
Пуансон для горячего выдавливания (фиг. 1) содержит корпус 1 с наружнок резьбовой поверхностью в нижней части и навинченную на- нее сменную рабочую головку 2 с глухой полостью 3 для охлаждения. В корпусе выполнена полость
4, в которой размещена трубка 5 для подвода ох-паждающей жидкости, например технической воды, торец которой расположен на расстоянии h(0,4--0,5) от дна головки с внутренним диаметром дна D (фиг. 1). Полость ;-щя охлаждения, образованная совместно полостями 3 и 4 соответственно корпуса и головки пуансона, выполнена расши- ренной в нижней части в зоне головки В зоне головки полость выполнена таким образом, что ее контур эквидистантен наружному контуру поверхности головки пуансона (фиг. 2),. а толщина стенки S выбирается по соотношению
.|.. F бе
где К - эмпирический размерн 1Й коэффи1щент, с .°С; :
m - коэффициент чувствительности материала пуансона к изменению температуры,
V - объем полости головки пуансо
на.
м
t, м ,
F - площадь поверхности этой по t
лости, м ; . величина массового износа после 1000 м пути истирания,,
бц - предел прочности материала головки пуансона,
п - коэффициент скоростной чувствительности, отражаюЕщй характер изменения сопротивления деформированию материала головки пуансона от скорости деформации.
Формула получена из следующих экспериментально набл одаеМ1з1х за; ономер- ностейо В установившемся реж;;ше эксплуатации пуансона на его рабочей поверхности устанавливается при задан ном темпе штамповки определенная температура. Чем вьше эта температура с учетом температуры охлаждающей жид- косТи тем интенсивнее разупрочнение поверхностных слоев металла головки пуансона и тем быстрее начнутся необратимые пластические деформации. Поэтому в зависимости и фигурирует коэффициент чувствительности матери;ала пуансона к изменению температуры т, который является фактически коэффициентом, входящим в экспонен:диальный закон /щя сопротивления деформированию Н.С.Курнакова. Причем чем выше
Q f5
jc
30
35
40
45
50
5
значение, тем большая толщина стенки S требуется для надежной работы пуансона. Коэффициент m находится по зависимости сопротивления деформации от температуры по форьгулам
. - (г, ;
1п6, (Т,-Т,,) ; In6j-ln6, т -т
L 1 -L
где 6,5 6,j- сопротивления деформации при температурах Т и Tj. При конвективном теплообмене, имеющем место в данном случае, пуансон с большей площадью, поверхности полости F отдает .охлаждающей среде большее количество тепла и более интенсивно охлаждается. При этом повышается его стойкость. .Установлено, что на выбор толщины стенки S оказывает влияние величина отношения объема полости го-, ловки пуансона V к площади поверхности этой полости F. Оказывается, чем больше это отношение (V/F), тем интенсивнее остывание пуансона и тем большую толщтину стенки можно назначить при конструировании пуансона без существенного изменения его стойкости. У пуансонов из различных материалов показатели стойкости различны. Пуансоны, выполненные из материалов с более высокими прочностными свойствами, характеризуемыми пределом прочности 6g, могут быть изготовлены с меньшей толщиной стенки. Поэтому в уравнении для S предел прочности находится в знаменателе.
Экспериментальными исследованиями на установках типа УИВТ-1 установлено, что с увеличением толщины стенки величина массового износа на 1000 м пути истирания 1 за счет пластического оттеснения увеличивается, что и приводит к необходимости ввести в зависимость для S массовой износ в чисдителе формулы.
Интегральная величина скорости деформирования существенно влияет на стойкость пуансона и выбор его конструктивных параметров. Увеличение скорости дeфopмIipoвaния V, а значит и скорости деформации (смятия поверхностных слоев металла головки пуансона) приводит к интенсификации износа и должно компенсироваться увеличением толщины стенки. Поэтому в формулу введен коэффихдаент скоростной чувствительности п, отражающий харак5, 1
тер изменения сопротивления деформированию материала головки пуансона о скорости деформации. Причем этот коэффициент практически не зависит от температуры в диапазоне изменения температур, характерном .для условий эксплуатации пуансона. Его можно считать коэффициентом, отражающим свойство скоростной чувствительности ма- тариапа головки пуансона.
Коэффициент п находится по формулам
6 ,
i
--Д 7-vr 6
-6-;
п , 1пСо
где 6,65 сопротивления деформации при скоростях деформации
. fioЭмпирический размерный коэффициент К отражает конструктивное- назна- чение пуансона или,что то же.относительные размеры- пуансона, например, предназначенного для глубокой прошивки подобных изделий на гидравлических прессах типа.ПАО-437
.1()..4-3 ( .
Эмпирический размерный коэффициент К кроме того, служит для упорядочения размерности в предложенной зависимости .
Для этих рабочих головок различных типов характерно то, что после их установки на корпус 1 образуется ступенчатая осевая полость. Эта полость расширяется в зоне сменной головки. В пределах головки поверхность полости выполнена эквидистантной наружной поверхности инструмента (сменной головки) . Причем толщина стенки S для
40
начальная температура по верхности пуансона (при специальном подогре пуансона). 0,15 г/см2 1,5 КГ/М2.
В данном случае величина массового
износа выступает как характеристика
материала головки (4К5МФС).
Коэффициенты тип для стали 4Х5МФС находят по приведенным выше формулам находят по приведенным выше формулам с использованием эксперимен тальных данных, полученных, например
к. инстр.
I- tn
каждой из головок определяется по фор- на испытательной машине УММ-5, снабженной печью. Имеем
муле, указанной выше.
Пуансон работает, следующим образом.
Предварительно нагретую заготовку устанавливают в матрицу. При рабочем ходе пресса пуансон опускается вниз и внедряется в заготовку. Одновременно включается подача охлаждающей жидкости. Головка находится в наиболее жестких термосиловых условиях. Охлаж- жающая жидкость равномерно омывает внутреннюю .полость головки. Этим достигается эффективный отвод тепла от наружной поверхности головки, что
m
50
55
Т,500°С; 6, 1400 МПа.; МПа;
1 2оог1ар.„.оо44(,/.с).
,Цля коэффициента п МПа; МПа; -0,5 с .
Формула изобретения
1. Пуансон для получения горячим деформированием полых изделий, содер- жащи-й полый корпус, сменную полую рабочую головку, связанную с корпусом
Ю
15
20
5
0
0
сн -1жает ее температуру, вследствие чего повышается стойкость головки и всего пуансона. Размещение трубки для охлаждающей жидкости на расстоянии h(0,4-0,5)D от дна головки обеспечивает вихревое (турбулентное) движение охлаждающей жидкости в полости головки, тем самым обеспечивая ее эффективное охлаждение.
Пуансон имеет сменную головку. При наворачивании головки на стойку внутри ее образуется ступенчатая полость, (показана пунктиром на фиг, 2).- Материал пуансона (включая сменн- то головку) - сталь 4Х5МФС (в закаленном состоянии) .
Предел прочности стали 4Х5МФС после закалки и отпуска d. МПа. Величина массового износа после 1000 м пути истирания, полученная При исти- ранИи на установке YliBT-l при ис.тира- нии закаленных образцов из стали 4Х5МФС, составляет (при температурке теплового контакта):,
т ТЭ«С.±Т.ИНСТР 1100+200,,,о 27
где Т, - температура нагрева заго- - товки перед горячей штамповкой;
начальная температура поверхности пуансона (при специальном подогреве пуансона). 0,15 г/см2 1,5 КГ/М2.
В данном случае величина массового
износа выступает как характеристика
материала головки (4К5МФС).
Коэффициенты тип для стали 4Х5МФС находят по приведенным выше формулам находят по приведенным выше формулам с использованием экспериментальных данных, полученных, например.
За г
к. инстр.
I- tn
на испытательной машине УММ-5, снабженной печью. Имеем
m
Т,500°С; 6, 1400 МПа.; МПа;
1 2оог1ар.„.оо44(,/.с).
,Цля коэффициента п МПа; МПа; -0,5 с .
Формула изобретения
1. Пуансон для получения горячим деформированием полых изделий, содер- жащи-й полый корпус, сменную полую рабочую головку, связанную с корпусом
резьбовым соединением и размещенную в корпусе трубку для подвода охлаждающей среды,.торец которой расположен с зазором относительно донной поверхности рабочей-головки, о т л и- ч -а ю щ и и с я тем, что, с целью :Повышения стойкости, рабочая головка выполнена с полостью, превьшающей |поперечные размеры полости корпуса, |внутренняя поверхность рабочей голов- реи выполнена эквидистантной наружной ее поверхности, при этом толщина S стенки рабочей головки определена со- ртношением
: .m,i/n.n F (g
:где К - эмпирический размерный коэф- : фициент, с . С;
; та - коэффициент чувствитепьности I материала пуансона к измене- I нию темпер атурЫэ
ln«Ip-r-ln jp, го----,
0
0
5
5
где 6,, 6у- сопротивления деформации при температурах Т. мТ,} объем полости головки пуансона, м ;
площадь поверхности этой полости, м ;
величина массового износа после 1000 м пути истирания,
предел прочности материала головки пуансона, коэффициент скоростной чувствительности, отражающий характер изменения сопротивления деформированию материала головки пуансона от скорости деформации.
, 2. Пуансон по п. 1, отличающийся тем, что величина зазора между торцом трубки и донной поверхностью рабочей головки составляет ,4-0,5)D5 г Де В - внутренний диаметр донной поверхности рабочей головки.
V F Фи9.д
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1996 |
|
RU2100161C1 |
| ОХЛАЖДАЕМАЯ ОПРАВКА КОСОВАЛКОВОГО СТАНА И СПОСОБ ЕЕ ОХЛАЖДЕНИЯ | 2014 |
|
RU2568805C1 |
| Способ изготовления конических зубчатых колес | 1990 |
|
SU1729677A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЕМКОСТЕЙ | 1994 |
|
RU2074038C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2573543C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1999 |
|
RU2176943C2 |
| Штамп для вытяжки с дифференцированным нагревом | 1989 |
|
SU1673242A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МЕХАНИЧЕСКИХ ХАРАКТЕРИСТИК ШВЕЙНЫХ МАТЕРИАЛОВ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2538725C2 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ЗАГОТОВКИ В ГИЛЬЗУ | 2020 |
|
RU2735436C1 |
| Способ изготовления заготовок для последующего выдавливания их в штампе и обработки резанием | 1985 |
|
SU1291263A1 |
Изобретение относится к обработке металлов давлением, а именно к конструкциям пуансонов для горячего выдавливания полых деталей. Цель изобретения - повышение стойкости пуансонов. Пуансон для выдавливания изделий типа глубоких стаканов содержит корпус с прикрепленной к нему сменной рабочей головкой, в которой предусмотрена осевая полость для охлаждения. Осевая полость выполняется ступенчатой с ее расширением в зоне сменной головки, в пределах которой поверхность полости выполнена эквидистантной наружной поверхности головки. Установлено соотношение для выбора толщины стенки в зоне сменной головки S=KM(V/F)(J M/Σ B)N, где K - эмпирический размерный коэффициент, с 2.°С
M - коэффициент чувствительности материала пуансона к изменению температуры, 1/°с
V - объем полости головки пуансона, м з
F - площадь поверхности этой полости, м 2
J M - величина массового износа после 1000 м пути истирания, кг/м 2
Σ B - предел прочности материала головки пуансона, Н/м 2
N - коэффициент скоростной чувствительности, отражающий характер изменения сопротивления деформирования материала головки пуансона от скорости деформации. Рекомендовано соотношение для выбора расстояния N=(0,4...0,5)D от дна полости головки, на котором должен располагаться торец трубки для подачи охлаждающей жидкости, где D - внутрений диаметр данной поверхности рабочей головки. При работе пуансон выдавливается в нагретую заготовку, деформируя ее по схеме обратного выдавливания.Разогрев пуансона в процессе работы предотвращается за счет интенсивного охлаждения циркулирующей в его полости рабочей охлаждающей среды. 1 з.п. ф-лы, 3 ил.
| Прошивной пуансон | 1981 |
|
SU997941A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
