Изобретение относится к области обработки материалов со снятием стружки, преи- мушественно тел врашения, устанавливаемых в центрах.
Целью изобретения является повышение точности обработки за счет устранения вредного влияния дебаланса заготовки.
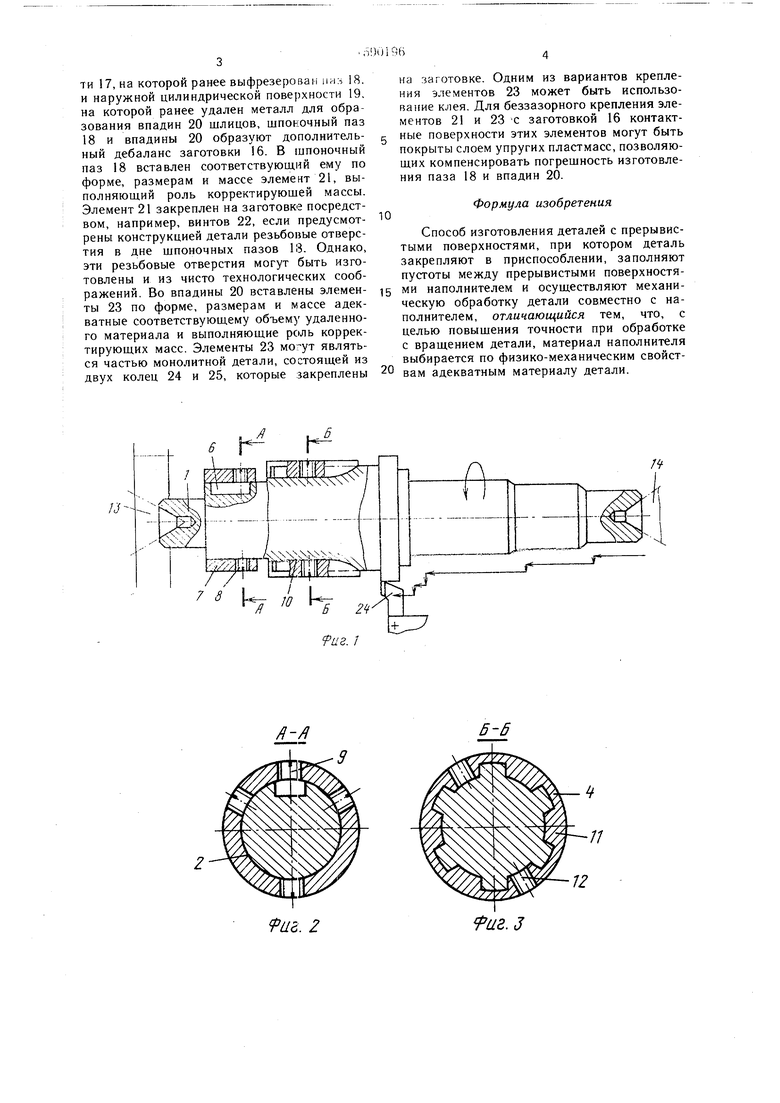
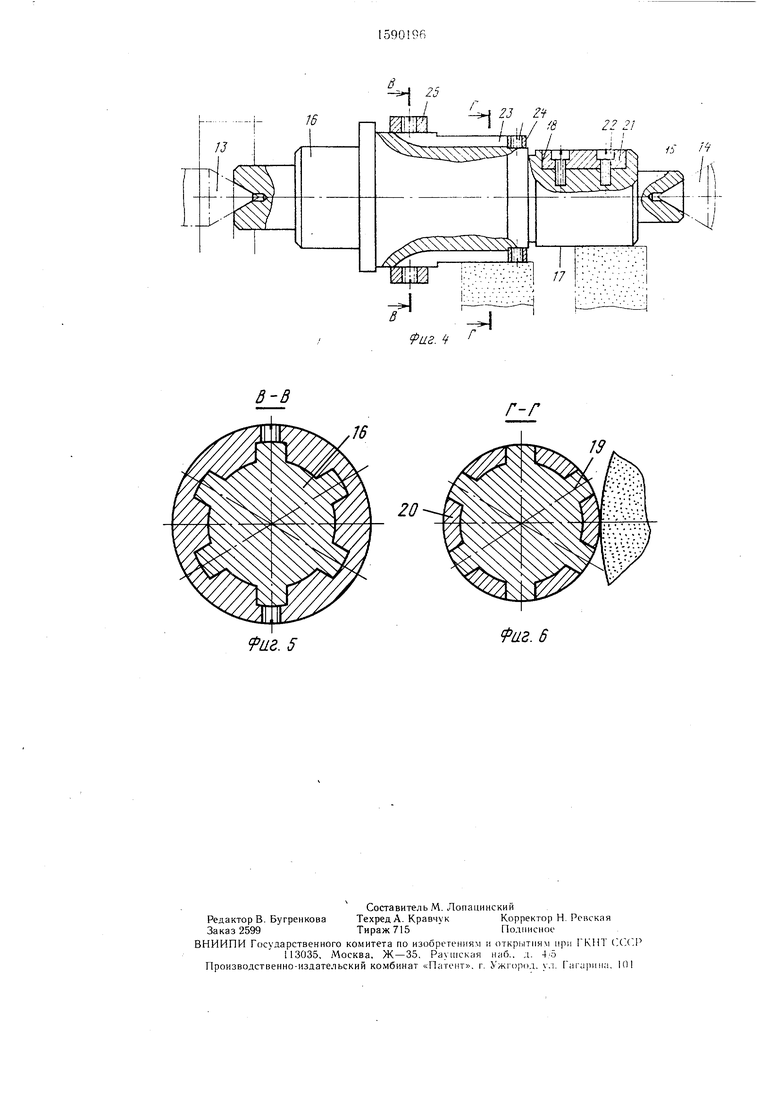
На фиг. 1 изображена схема установки корректируюших масс при обработке непрерывных поверхностей заготовки; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. I; на фиг 4 - схема установки корректирующих масс при обработке прерывистых поверхностей; на фиг. 5 - разрез В-В на фит. 4; на фиг. 6 - разрез Г-Г на фиг. 4.
На заготовке 1, состоящей из нескольких поверхностей, имеются локально удаленные объемы, например, на наружной цилиндрической поверхности 2- шпоночный паз 3, а на поверхности 4 - пазы 5 шлицев. Эти локально удаленные объемы материала.
например при токарно-копировальнон об работке, создают дополнительный дебаланс заготовки 1. Перед описываемо технологической операцией в шпоночнь и riii.i 3 вставлен без зазора элемент 6 по ферме, размерам и массе адекватный мат(-р;|алу заготовки (шпоночному пазу). На наружной цилиндрической поверхности 2 закреплено кольцо 7 с помощью винтов 8. В кольце 7 имеется крепежный элемент, например винт 9 крепящий Элемент 6. В щлицевые пазы 5 вставлены элементы 10, заодно выполненные с втулкой 11. Втулка II закреплена на заготовке 1 посредством, например, винтов 12 Заготовка II установлена в центрах 1.Я и 14.
Сплошные поверхности обрабатаны инструментом, например, резцом 15.
Заготовка 16 при обработке прерывистых поверхностей установлена в центрах 13 и 14. При, например, кругло-шлифовальной обработке наружной цилиндрической поверхносi
сд
со
о
О5
ти 17, на которой ранее выфрезероваи инл 18. и наружной цилиндрической поверхности 19. на которой ранее удален металл для образования впадин 20 шлицов, шпоночный паз 18 и впадины 20 образуют дополнитель- ный дебаланс заготовки 16. В шпоночный паз 18 вставлен соответствуюш,ий ему по форме, размерам и массе элемент 21, вы- полняюший роль корректируюшей массы. Элемент 21 закреплен на заготовке посредст- вом, например, винтов 22, если предусмотрены конструкцией детали резьбовые отверстия в дне шпоночных пазов 13. Однако, эти резьбовые отверстия могут быть изготовлены и из чисто технологических соображений. Во впадины 20 вставлены элемен- ты 23 по форме, размерам и массе адекватные соответствуюш,ему объему удаленного материала и выполняющие роль корректирующих масс. Элементы 23 могут являться частью монолитной детали, состоящей из двух колец 24 и 25, которые закреплены
на заготовке. Одним из вариантов крепления элементов 23 может быть использование клея. Для беззазорного крепления элементов 2 и 23 с заготовкой 16 контактные поверхности этих элементов могут быть покрыты слоем упругих пластмасс, позволяющих компенсировать погрешность изготовления паза 18 и впадин 20.
Формула изобретения
Способ изготовления деталей с прерывистыми поверхностями, при котором деталь закрепляют в приспособлении, заполняют пустоты между прерывистыми поверхностями наполнителем и осуществляют механическую обработку детали совместно с наполнителем, отличающийся тем, что, с целью повышения точности при обработке с вращением детали, материал наполнителя выбирается по физико-механическим свойствам адекватным материалу детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборная червячная фреза с групповой схемой резания | 2019 |
|
RU2720011C1 |
| Способ фрезерования шлицевых и шпоночных пазов на внутренней поверхности втулки с использованием токарного станка | 2018 |
|
RU2677451C1 |
| ВЕРТИКАЛЬНО-ПРОТЯЖНОЙ СТАНОК | 1991 |
|
RU2014179C1 |
| Сборная червячная фреза | 2017 |
|
RU2680122C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ С ПРЕРЫВИСТЫМИ ПОВЕРХНОСТЯМИ ИЗ ЖАРОПРОЧНОГО СПЛАВА | 1999 |
|
RU2149077C1 |
| Универсальный резьбонакатнойРОлиК | 1978 |
|
SU795676A1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2021 |
|
RU2774195C1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2219039C2 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК | 2003 |
|
RU2264889C2 |
| Станок для обработки отверстий | 1988 |
|
SU1722700A1 |
Изобретение относится к машиностроению, в частности к способам обработки материалов со снятием стружки, преимущественно тел вращения, установленных в центрах станка. Цель изобретения - повышение точности обработки за счет устранения вредного влияния дебаланса заготовки. Деталь закрепляют в приспособлении, заполняют пустоты между прерывистыми поверхностями наполнителем и механически обрабатывают детали совместно с наполнителем. При обработке с вращением детали материал накопителя выбирается по физикомеханическим свойствам, адекватным материалу детали. 6 ил.
/of7 8 L in Lt-
П т 2
fa г. I
/1-/I
Риг. 2
Б-6
ae.J
3-3
аг. 5
25 /
23 Z
J / ,/ / f8
I ,,, .4/
УтьЖ
// 2
r-r
аг. 6
| Способ обработки сотовых заполнителей | 1979 |
|
SU848185A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
