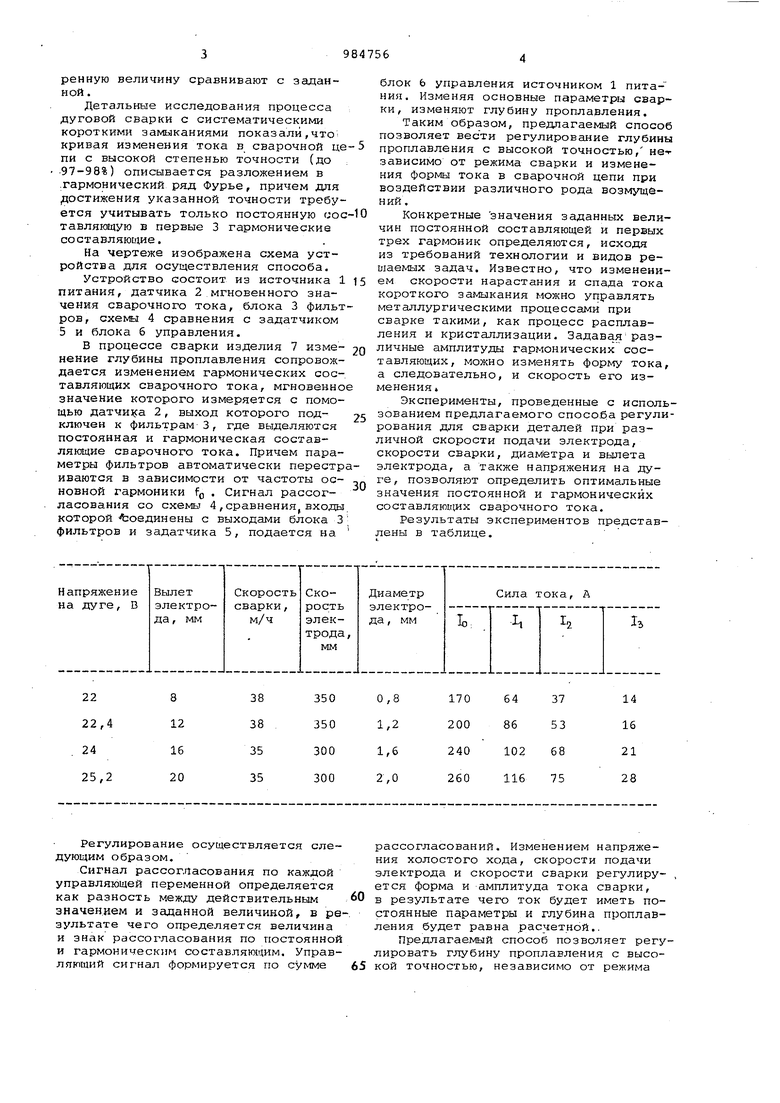
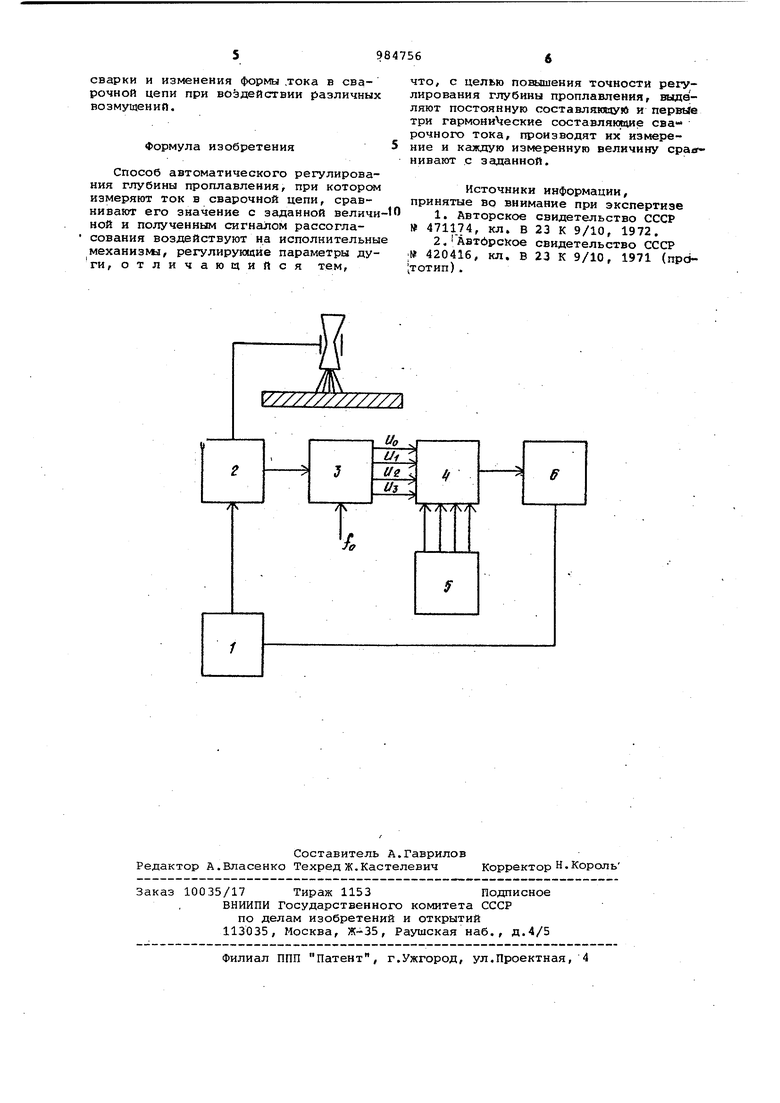
Изобретение относится к автоматизации процесса электродуговой сварки в частности к способам регулирования глубины проплавления. Известен способ регулирования глу бины проплавления, при котором о дей .ствительной глубине проплавления судят по изменению напряжения дуги, а сигналом рассогласования воздействую на исполнительные механизмы, регулирующие napaivfeTpH дуги, реализованный в известном устройстве для автоматического регулирования глубины проплавления 1 . Этот способ имеет низкую точность регулирования глубины проплавления, так как напряжение на дуге зависит от изменения скрытой составляющей дуги, эквивалентного сопротивления сварочной цепи, вылета электрода и химического состава электродной проволоки. Наиболее близким к предлагаемому является способ регулирования глубины проплавления, при котором действительную глубину проплавления определяют по осевой составляющей свароч ного тока, сравнивают с заданной величиной и сигналом рассогласования регулируют параметры режима сварки 23. Недостатком способа является низкая точность рехулированмя глубины проплавления, особенно при электродуговой сварке в защитных газах с систематическими короткнгди замыканиями, когда кривая тока имеет импульсный характер и осевая составляющая определяется лишь приближенно, так как при ее измерении используется сглаживающий фильтр, который вносит в результаты измерения значительные искажения. Цель изобретения - повышение точности регулирования глубины проплавления. Поставленная цель достигается тем, что согласно способу регулирования глубины проплавления, при котором измеряют ток в сварочной цепи, сравнивают его значение с заданной величиной и полученным сигналом рассогласования воздействуют на исполнительные механизмы, регулирующие параметры дуги, выделяют постоянную составляющую и первые 3 гармонические составляющие сварочного тока,производят их измерение и каждую измеренную величину сравнивают с згщанной. Детальные исследования процесса fiyroBofi сварки с систематическими короткими замыканиями показали,4TOi кривая изменения тока в сварочной це пи с высокой степенью точности (до 97-98%) описывается разложением в .гармонический ряд Фурье, причем для юстижения указанной точности требуется учитывать только постоянную оос тавляющую в первые 3 гармонические составляющие. На чертеже изображена схема устройства для осуществления способа. Устройство состоит из источника 1 питания, датчика 2 мгновенного значения сварочного тока, блока 3 фильт ров, cxeivftj 4 сравнения с задатчиком 5 и блока б управления. В процессе сварки изделия 7 изменение глубины проплавления сопровождается изменением гармонических составляющих сварочного тока, мгновенно значение которого измеряется с помощью катчи а 2, выход которого подключен к фильтрам 3, где выделяются постоянная и гармоническая составляющие сварочного тока. Причем параметры фильтров автоматически перестр иваются в зависимости от частоты основной гармоники ffl . Сигнал рассогласования со схемы 4,сравнения входы которой Соединены с выходами блока 3 фильтров и задатчика 5, подается на блок 6 управления источником 1 питания. Изменяя основные параметры сварки, изменяют глубину проплавления. Таким образом, предлагаемый способ позволяет вести регулирование глубины проплавления с высокой точностью, не-г зависимо от режима сварки и изменения формы тока в сварочной цепи при воздействии различного рода возмущений. Конкретные значения заданных величин постоянной составляющей и первых трех гармоник определяются, исходя из требований технологии и видов решаемых задач. Известно, что изменением скорости нарастания и спада тока короткого замыкания можно управлять металлургическими процессами при сварке такими, как процесс расплавления и кристаллизации. Задавая различные амплитуды гармонических составляющих, можно изменять тока, а следовательно, и скорость его измененияЭксперименты, проведенные с использованием предлагаемого способа регулирования для сварки деталей при различной скорости подачи электрода, скорости сварки, диаметра и вылета электрода, а также напряжения на дуге, позволяют определить оптимальные значения постоянной и гармонических составляющих сварочного тока. Результаты экспериментов представлены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ И УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2548542C2 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ | 2018 |
|
RU2710090C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ | 2011 |
|
RU2467846C2 |
| Способ регулирования глубины проплавления при дуговой автоматической сварке | 2018 |
|
RU2691824C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ (ВАРИАНТЫ), СПОСОБ ПОДВОДА РАСПЛАВЛЕННОГО МЕТАЛЛА ИЗ ПОДАВАЕМОЙ СВАРОЧНОЙ ПРОВОЛОКИ В СВАРОЧНУЮ ВАННУ (ВАРИАНТЫ) | 2000 |
|
RU2211752C2 |
| Способ регулирования процесса электродуговой сварки | 1978 |
|
SU791478A1 |
| Способ регулирования глубины проплавления при автоматической дуговой сварке | 2018 |
|
RU2707287C2 |
| Способ регулирования глубины проплавления при дуговой автоматической сварке | 2019 |
|
RU2735847C1 |
| Способ регулирования длины дуги при сварке | 1990 |
|
SU1712092A1 |
| Способ получения гарантированного проплавления кромок при автоматической аргонодуговой сварке неплавящимся электродом | 1986 |
|
SU1426720A1 |
Регулирование осуществляется следующим образом.
Сигнал рассогласования по каждой управляющей переменной определяется как разность между действительным значением и заданной величиной, в результате чего определяется величина и знак рассогласования по постоянной и гармоническим составляющим. Управляющий сигнал формируется по сумме
рассогласований. Изменением напряжения холостого хода, скорости подачи электрода и скорости сварки регулируется форма и амплитуда тока сварки, в результате чего ток будет иметь постоянные параметры и глубина проплавления будет равна расчетной..
Предлагаемый способ позволяет регулировать глубину проплавления с высокой точностью, независимо от режима
сварки и изменения формы .тока в сварочной цепи при воздействии различных возмущений.
Формула изобретения5
Способ автоматического регулирования глубины проплавления, при котором измеряют ток в сварочной цепи, сравнивают его значение с заданной величи- О ной и полученным сигналом рассогласования воздействуют на исполнительные механизмл, регулирующие параметры дуги, отличающийся тем,
У////////////
что, с целью повышения точности регулирования глубины проплавления, выделяют постоянную составлякячуй и первое три гармонические составляклцие сва рочногчэ тока, производят их измерение и каждую измеренную величину сра« нивают с заданной.
Источники информации, принятые во внимание при экспертизе
