Фиг.З
«.
J 1590293
Изобретение относится к сварке, а именно к способам подготовки дета- j eft под сварку, обеспечивающим за- DiHTy конструкций, преимущественно крупногабаритных, от хрупкого разрушения, и может быть использовано при сооружении магистральных труС5опроводов и сварньпс емкостей fina транспортировки и хранения жид- к|их и газообразных веществ.
I Целью изобретения является по- вьшение надежности сварной конструкции в эксплуатации.
На фиг. 1 представлена схема подготовки детали под сварку без скоса кромок; на фиг. 2 - то же, со ско3 - готовое
10
15
оом кромок; на фиг. сварное соединение.
I Способ осуществляют следующим образом.
До сварки Торец 1 свариваемой детали 2 нагревают до температуры потери сопротивления пластическому деформированию (0,8-0,9 от температуры плавления), а затем утолщают торец 1 путем ос.адки в направлении, перпендикулярном его плоскости (лю- Йым- известным способом), с образованием при этом зоны 3 пластической Деформации протяженностью а и утолщений А и 5, величина которых задана к оэффициентом обжатия 0,5 К 0,8,
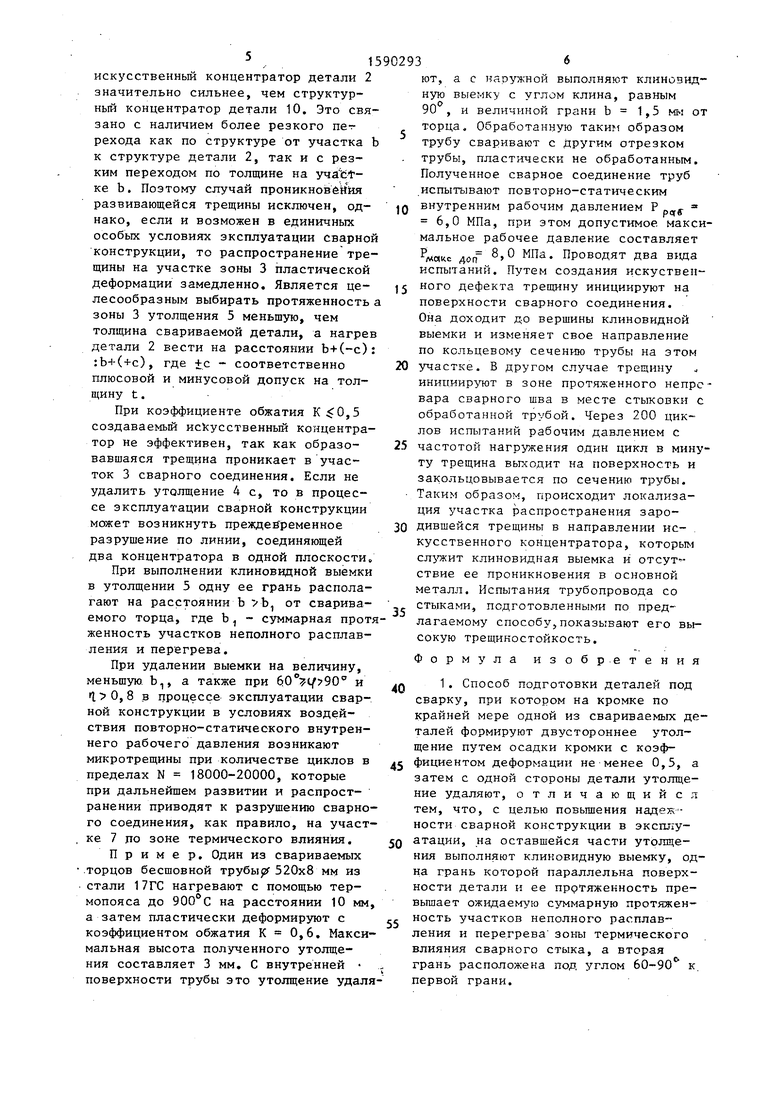
; Утолщение .получают путем пласти- еского деформирования свариваемого тЬрца в направлении, перпендикуляр- Ном его плоскости. При этом плоскость торца может быть расположена под углом (х 90° к поверхности свариваемых деталей (фиг. 1) либо под углом о( 90 (фиг. 2). Перед сваркой утолщение 4 удаляют полностью, а в утолщении 5 выполняют клиновидную выемку 6, причем грань 7 выемки располагают параллельно поверхности 8 свариваемой детали 2, а ее протяженность назначают большей, чем ожидаемая суммарная протяженность в (фиг.З) участков неполного расплавления и перегрева зоны термического влияния будущего сварного .соединения. Вторую грань 9 выемки 6 располагают по отношению к грани 7 под углом 60-90°. Соответствующим образом готовят под сварку вторую деталь 10 и соединяют детали 2 и 10 сварным швом 11. Указанная подготовка торца может быть выполнена как на одной, так и на обеих свариваемых деталях 2 и 10.
20
25
д5 т м о ч н
30
35
40
5.0
55
0
5
0
5
Обработка одного торца эффективна в том случае, когда, например,, детали 2 и 10 являются трубами разнородных по напряженном состоянию в процессе эксплуатации участков нефтепровода (например, переход от нефтепровода.I категории к II категории) . При этом очень важно, чтобы возможно образующаяся трещина как в сварном шве 11, так и на участке b или в основном металле детали 10, не проникла в деталь 2, торец которой подвергают предварительной обработке.
Обработка обоих торцов эффективна в том случае, когда свариваемые детали 2 и 10 являются однородными по напряженному состоянию в процессе эксплуатации объектами. Очень важно при этом отсутствие проникновения в них развивающейся трещины, наиболее вероятными участками зарождения которой являются как сам сварной шов 11, так и участок b.
В результате в сварном соединении подготовительным под сварку по предлагаемому способу на участке утолщения в зоне.3 пластической деформации имеет место изменение исходной ориентации зерен металла так, что полосчатость структуры ориентируется в перпендикулярном направлении по отношению к возможному направлению развития возникающей трещины в глубь детали 2.
Такая переориентация структуры приводит к тому, что .скорость распространения зародившейся трещины существенно снижается.
Сама конфигурация свариваемой детали 2 с клиновидной выемкой в зоне щва 11 способствует тому, что, если образующаяся трещина и развивается, 5 то она локализуется на выемке 6, выполняющей роль искусственного концентратора, позволяющего быстрее накапливать на себе возникающие максимальные напряжения. На поверхности грани 7 может быть установлен датчик контроля выхода трещины на поверхность, с помощью которого персонал, эксплуатирующий сварную конструкцию, оповещается о выходе образовавшейся трещины на поверхность детали, после чего проводят соответствующие ремонтные работы.
Необходимо отметить, что в сварном соединении, изображенном на фиг. 3,
0
5
0
.0
5
искусственный концентратор детали 2 значительно сильнее, чем структурный концентратор детали 10. Это связано с наличием более резкого перехода как по структуре от участка b к структуре детали 2, так и с резким переходом по толщине на yqa tt- ке Ь. Поэтому случай проникновбййя развивающейся трещины исключен, однако, если и возможен в единичных особых условиях эксплуатации сварной конструкции, то распространение трещины на участке зоны 3 пластической деформации замедленно. Является целесообразным выбирать протяженность а зоны 3 утолщения 5 меньщую, чем толщина свариваемой детали, а нагрев детали 2 вести на расстоянии Ь+(-с): :Ь+(+с), где +с - соответственно плюсовой и минусовой допуск на толщину t.
При коэффициенте обжатия К 0,5 создаваемый иckyccтвeнный концентратор не эффективен, так как образовавшаяся трещина проникает в участок 3 сварного соединения. Если не удалить утолщение 4 с, то в процессе эксплуатации сварной конструкции может возникнуть преждевременное разрушение по линии, соединяющей два концентратора в одной плоскости. При выполнении клиновидной выемки в утолщении 5 одну ее грань располагают на расстоянии Ъ Ь, от свариваемого торца, где b, - суммарная протяженность участков неполного расплавления и перегрева.
При удалении выемки на величину, меньщую. Ь,, а также при и ,8 в процессе эксплуатации сварной конструкции в условиях воздействия повторно-статического внутреннего рабочего давления возникают микротрещины при количестве циклов в пределах N 18000-20000, которые при дальнейшем развитии и распространении приводят к разрушению сварного соединения, как правило, на участ- ке 7 по зоне термического влияния.
Пример. Один из свариваемых .торцов бесшовной трубы 520x8 мм из стали 17ГС нагревают с помощью термопояса до на расстоянии 10 мм, а затем пластически деформируют с коэффициентом обжатия К 0,6. Максимальная высота полученного утолщения составляет 3 мм, С внутренней поверхности трубы это утолщение удаляют,
ную выемку
90 , и величиной
0
5
0
5
0
5
с наружной выполняют клиновид- с углом клина, равным
грани b 1,5 Mi от торца. Обработанную таким образом трубу сваривают с Другим отрезком трубы, пластически не обработанным. Полученное сварное соединение труб испытывают повторно-статическим внутренним рабочим давлением Р g 6,0 МПа, при этом допустимое максимальное рабочее давление составляет макс 4оп 1&. Проводят два вдца испытаний. Путем создания искуствеи- ного дефекта трещину инициирзтот на поверхности сварного соединения. Она доходит до вершины клиновидной выемки и изменяет свое направление по кольцевому сечению трубы на этом участке. В другом случае трещину инициируют в зоне протяженного непрс- вара сварного шва в месте стыковки с обработанной трубой. Через 200 циклов испытаний рабочим давлением с частотой нагружения один цикл в минуту трещина вьплодит на поверхность и закольцовывается по сечению трубы. Таким образом, происходит локализация участка распространения зародившейся трещины в направлении искусственного концентратора, которым клиновидная выемка и отсут- - ствие ее проникновения в основной металл. Испытания трубопровода со стыками, подготовленными по предлагаемому способу,показывают его высокую трещиностойкость.
Формула изобретения
1. Способ подготовки деталей под сварку, при котором на кромке по крайней мере одной из свариваемых деталей формируют двустороннее утолщение путем осадки кромки с коэф- фициентом деформации не менее 0,5, а затем с одной стороны детали утолщение удаляют, отличающийся тем, что, с целью повьппения надежности сварной конструкции в эксплуатации, на оставшейся части утолщения выполняют клиновидную выемку, одна грань которой параллельна поверхности детали и ее прртяженность пре- вьш1ает ожидаемую суммарную протяженность участков неполного расплавления и перегрева зоны термического влияния сварного стыка, а вторая грань расположена под. углом 60-90 к. первой грани.
1590293S
: 2. Способ по п. 1, о т л и ч а-ют с коэффициентом деформации, не
|ю щ и и с я тем, что осадку выполня-превьгаающим 0,8.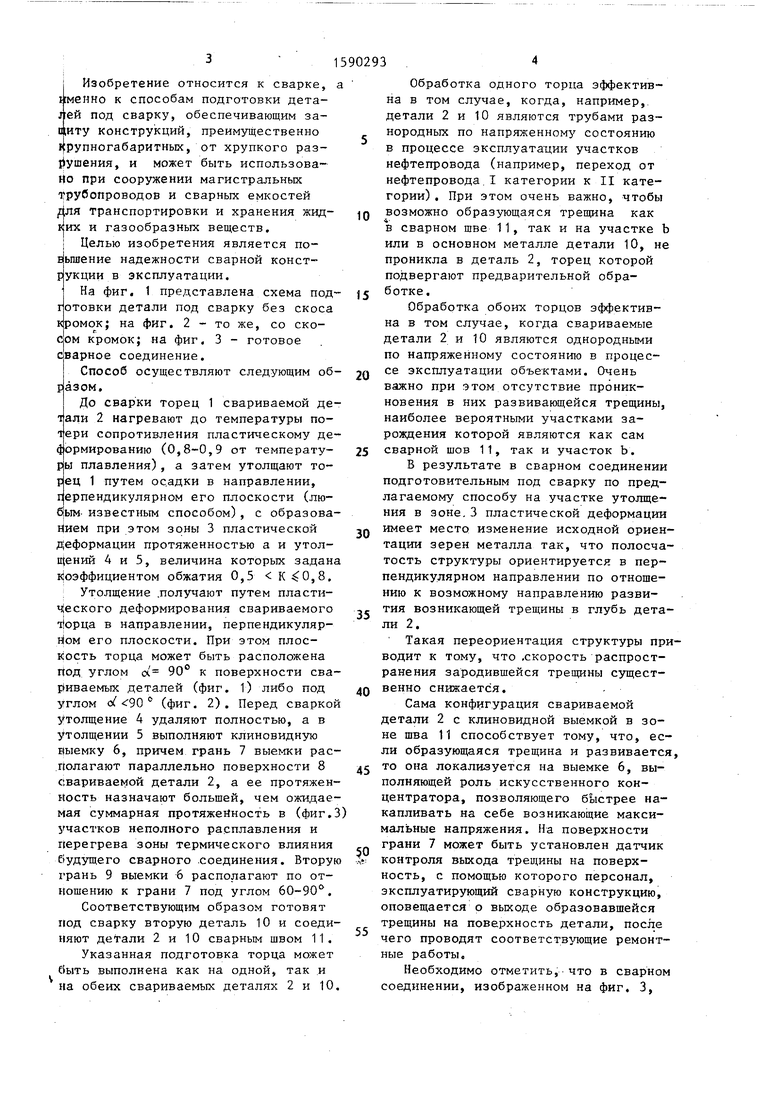
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подготовки под сварку нахлесточного соединения | 1986 |
|
SU1389969A1 |
| Способ изготовления сварного образца для коррозионных испытаний | 1988 |
|
SU1528631A2 |
| СПОСОБ ПРОИЗВОДСТВА НАСОСНЫХ ШТАНГ | 1997 |
|
RU2119858C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2017 |
|
RU2650463C1 |
| Заготовка для диффузионной сварки переходника титан-алюминий | 2015 |
|
RU2620402C2 |
| РАМА БОКОВАЯ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА ШТАМПОСВАРНОЙ КОНСТРУКЦИИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2566798C2 |
| СПОСОБ РЕМОНТНО-ВОССТАНОВИТЕЛЬНЫХ РАБОТ НА ТРУБАХ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 2004 |
|
RU2277667C1 |
| Способ отделения концевых участковэлЕКТРОшлАКОВОгО шВА и уСТРОйСТВО дляЕгО ОСущЕСТВлЕНия | 1979 |
|
SU821103A1 |
| Устройство для дуговой сварки деталей встык | 1979 |
|
SU859075A1 |
| Способ диффузионной сварки | 1987 |
|
SU1463415A1 |
Изобретение относится к сварке, а именно к способам подготовки деталей под сварку, обеспечивающим защиту конструкций, преимущественно крупногабаритных, от хрупкого разрушения, и может быть использовано при сооружении магистральных трубопроводов и сварных емкостей для транспортировки и хранения жидких и газообразных веществ. Цель изобретения - повышение надежности сварной конструкции в эксплуатации. Кромку свариваемой детали 2 осаживают (коэффициент деформации 0,5-0,8). При этом на кромке образуется зона 3 пластической деформации и два утолщения. С внутренней стороны утолщение удаляют, а с наружной выполняют клиновидную выемку 6. Одна из граней 7 выемки 6 параллельна поверхности 8 детали 2 и ее протяженность B превышает суммарную протяженность участков неполного расплавления и перегрева зоны термического влияния сварного шва 11. Грань 9 расположена под углом 60-90° к грани 7. Выемка 6 является искусственным концентратором напряжений, локализирующим распространение возможной трещины 1 з.п.ф-лы. 3 ил.
В
J 2
90
Л
цзиг.г
Волокно
долокно
| Способ локализации разрушения металлических листовых оболочек | 1982 |
|
SU1074686A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ подготовки под сварку нахлесточного соединения | 1986 |
|
SU1389969A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
