.Изобретение относится к шлифовальным инструментам, а именно к эластичным шлифовальным кругам, и может быть использовано в различных отраслях промышленности.
Цель изобретения - повышение производительности процесса шлифования за смет сокращения времени на фиксацию и съем абразивной ленты.
На фиг.1 изображен круг; на фиг.2 - вид А на фиг.1; на фиг.З - вид Б на фиг.1.
Шлйфовально-полировальный круг состоит из корпуса 1 в виде барабана, на периферии которого прикреплены полоски 2 из упругого материала, например резины. I Барабан снабжен ступицей 3 с отверстием, на внешней поверхности которой выполнена наружная метрическая резьба. На эту ступицу навертывается диск 4 со своей ступицей 5, которая имеет внутреннюю метрическую резьбу и ступицу 6 с коническим посадочным отверстием, которая входит при завертывании в отверстии ступицы барабана. На равных расстоянияхпоторцовой окружности барабана выполнены раздели- :тельные канавки в виде пазов, в которых ; размещен механизм фиксации и натяжения I ленты в виде ползунов 7. На ползунах 7 в их I верхней части выполнены пальцы 8, кото- рые находятся в контакте с бесконечной абразивной лентой 9. В нижней части ползунов выполнено отверстие, в которое вставляются пальцы 10, а на них - вра щаю- щиеся ролики 11. На этих пальцах выполнена резьба для крепления их к ползунам при помощи стопорной гайки 12. Пальцы 10 расположены в наклонных пазах диска 4, которые имеют верхнюю 13 и нижнюю 14 стенки. На периферии диска 4 выполнен сектор с зубьями. На барабане прикреплена пружина растяжения и собачка 15, входящая в зацепление с этими зубьями на диске. Для облегчения вращения диска 4 на нем выполнены пазы 16.
Шлйфовально-полировальный круг работает следующим образом.
Круг заполняется жестко на валу станка ступицей 6 с коническим илм другим отверстием. Оператор, держа диск одной рукой за поверхность паза 16, вращает корпус 1 против вращения круга другой рукой, предварительно высвободив собачку 15 из зубьев на секторе диска 4. При вращении барабана 1 вокруг ступицы 6 по метрической резьбе ролики 11, вращаясь на пальцах 10, перекатываются и двигают вверх ползуны 7. Пол- зуны, поднимаясь с пальцами 8 вверх, образуют зазор S между наружной поверхностью полосок 2 из упругого материала и нижней поверхностью пальцев 8 одновременно. В этот момент собачка 15 храпового механизма зацепляется с зубьями на диске 4. Бесконечную абразивную ленту 9 заводят в образовавшийся зазор S так, чтобы она 5 легла на упругие полоски 2. Для того, чтобы предварительно натянуть на круг абразивную ленту 9, держа поверхность паза 16, вращают диск 4 и корпус 1- в противоположных направлениях или, держа диск 4:одной 0 рукой на месте, вращают корпус 1 по стрелке (фиг.З). В это время поверхность 13 наклонного паза на диске 4 давит на ролик 11, который, вращаясь, давит на палец 10, прикрепленный при помощи стопорной гайки 5 12 к ползуну 7. Ползун, скользя по пальцу барабана 1, движется вниз. Натяжные паль- - цы 8, давя своей внутренней поверхностью на наружную поверхность бесконечной абразивной ленты 9, движутся к центру круга, 0 натягивая ленту на периферию корпуса 1. При вращении вала, на котором закреплен диск 4, крутящий момент от ступицы 6 через метрическую резьбу, наклонные пазы поверхностей 13 диска передает движение на 5 ролики 11, пальцы 10 и 8 ползуна 7-на ленту 9. Натяжка ленты, происходящая в процессе обработки изделия, автоматически компенсируете натяжением ее на величину вытяжки и фиксируется храповым механизмом. 0 Наличие в круге диска с наклонными пазами, в которые вставлены и движутся от периферии к центру вращающиеся нижние . пальцы, прикрепленные к ползунам, на которых выполнены натяжные пальцы, позво- 45 ляет постоянно фиксировать бесконечную абразивную ленту, что уменьшает время на ее фиксацию, а также уменьшает время на сьем абразивной ленты с периферии круга, за счет одновременного разжатия ленты. При использовании прерывистого шлифовальнсу-полировального круга уменьшается степень прижогов на тонких изделиях, так как этот к руг. работающий всухую, охлаждает поверхность обрабатываемого изделия. За счет храпового механизма и крутящего момента барабана бесконечная лента в процессе обработки автоматически натягивается.
Формулаизобретения
1. .Прерывистый шлифовально-полиро- вальный круг, включающий корпус в виде барабана с разделительными канавками на периферии вдоль образующей и абразивную ленту, размещенную на упругих пласти- нах, расположенных по периферии корпуса, а также механизм фиксации и натяжения ленты, расположенный в разделительных канавках, отличающийся тем, что, с целью повышения производительности процесса шлифования за счет сокращения
времени на фиксацию и сьем абразивной ленты, круг снабжен установленным с возможностью поворота и соосно относительно корпуса диском, а механизм фиксации и натяжения ленты выполнен в виде ползунов с пальцами на противоположных его концах, при зтом в диске выполнены пазы, оси которых расположены под углом к радиусу диска, причем один из пальцев ползуна расположен в контакте со стенками паза, а дру- гой - с абразивной лентой.
2.Круг по п.1, о т л и ч а ю щи и с я тем. что он снабжен дополнительным механиз- мом.фиксации, выполненным в виде храпового механизма, причем храповые зубья выполнены на периферии диска, а собачка установлена на корпусе круга.
3.Круг ПОПП.1 и2,отличающийся тем, что палец ползуна, расположенный в контакте со стенками паза, установлен с возможностью вращения вокруг своей оси.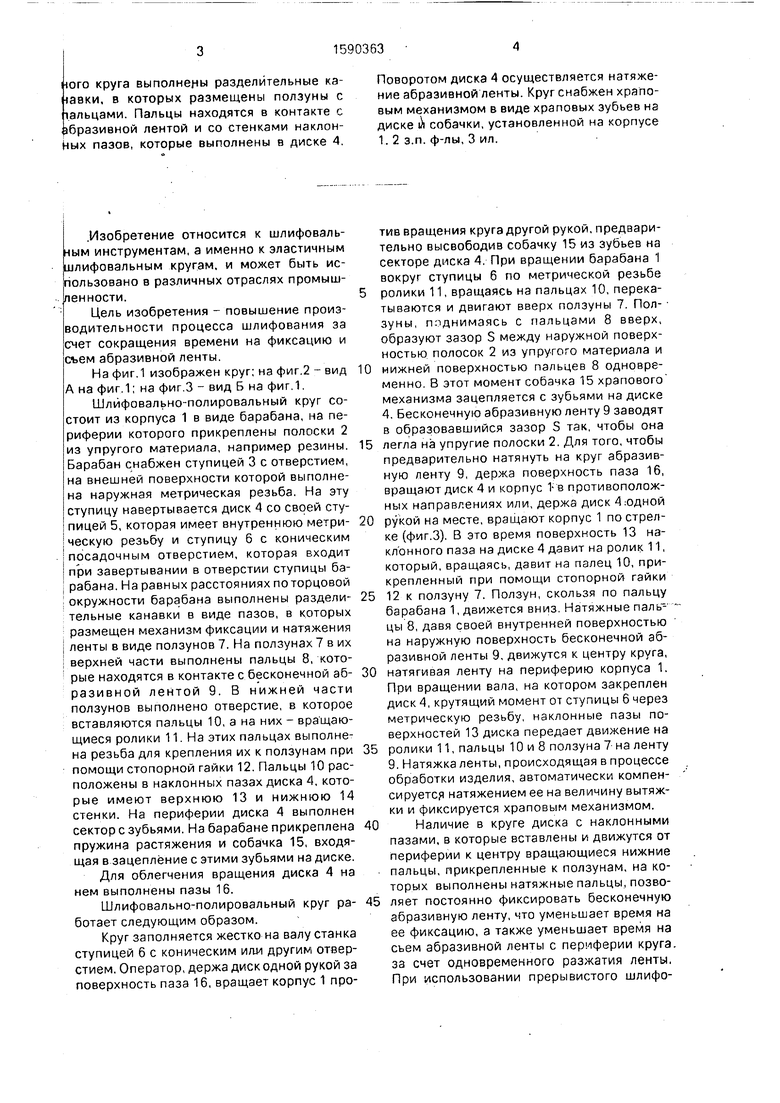

| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2098262C1 |
| ШЛИФОВАЛЬНО-АБРАЗИВНОЕ УСТРОЙСТВО | 2014 |
|
RU2572912C2 |
| Прерывистый шлифовальный круг | 1988 |
|
SU1705054A2 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Сборный шлифовально-полироваль-Ный иНСТРуМЕНТ | 1979 |
|
SU848331A1 |
| Шлифовальный круг | 1983 |
|
SU1194664A1 |
| Ленточно-шлифовальный станок | 1990 |
|
SU1808664A1 |
| ЩЕТОЧНО-ШЛИФОВАЛЬНАЯ ГОЛОВКА | 1973 |
|
SU407721A1 |
| Полировальный круг | 1987 |
|
SU1583276A1 |
| Устройство для накатывания абразива на полировальные круги | 1981 |
|
SU946901A1 |
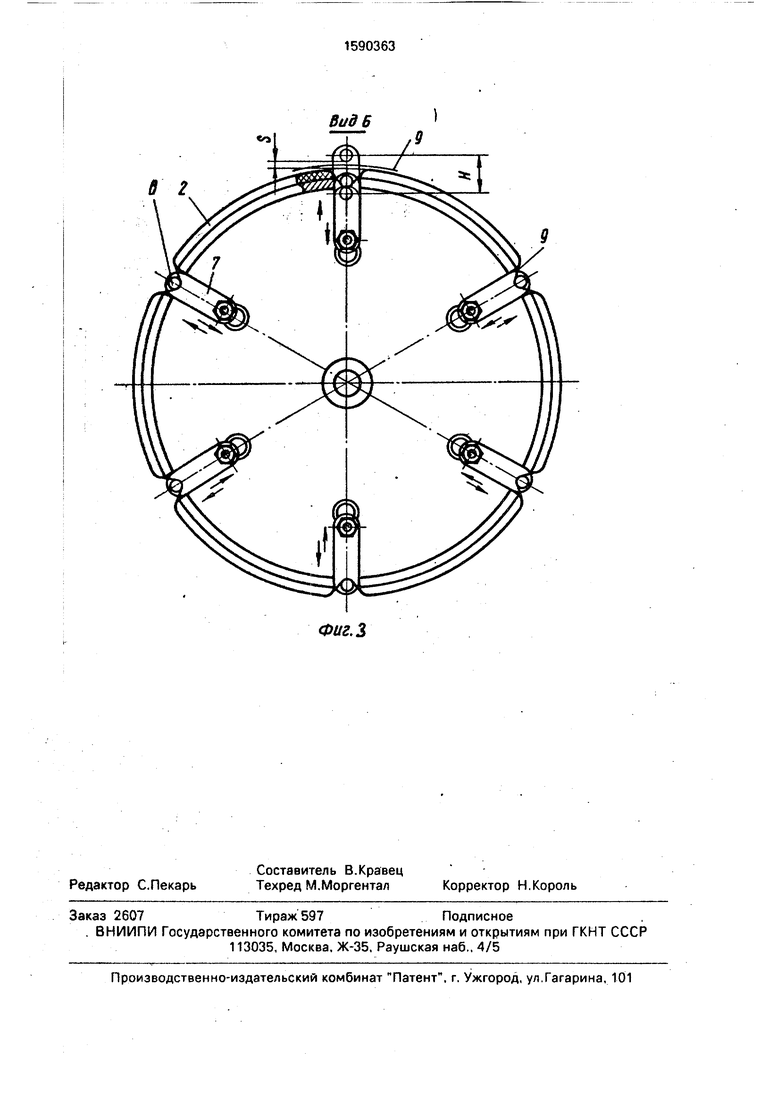
Изобретение относится к шлифовальному инструменту. Целью изобретения является повышение производительности процесса шлифования за счет сокращения времени на фиксацию и съем абразивной ленты. По периферии корпуса шлифовального круга выполнены разделительные канавки, в которых размещены ползуны с пальцами. Пальцы находятся в контакте с абразивно лентой и со стенками наклонных пазов, которые выполнены в диске 4. Поворотом диска 4 осуществляется натяжение абразивной ленты. Круг снабжен храповым механизмом в виде храповых зубьев на диске и собачки, установленной на корпусе1. 2 з.п. ф-лы, 3 ил.
15
Ю
н
13
Фаг.Ч
Виде
б 2
Фиг,з
| Шлифовально-полировальный инструмент | 1980 |
|
SU880708A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
