Изобретение относится к гидротурбостроению, а именно к способам изготовления лопастей гидромашин.
Цель изобретения - уменьшение расхода металла и снижение трудоемкости изготовления.
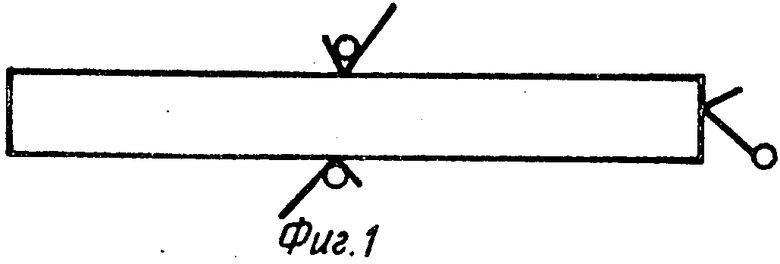
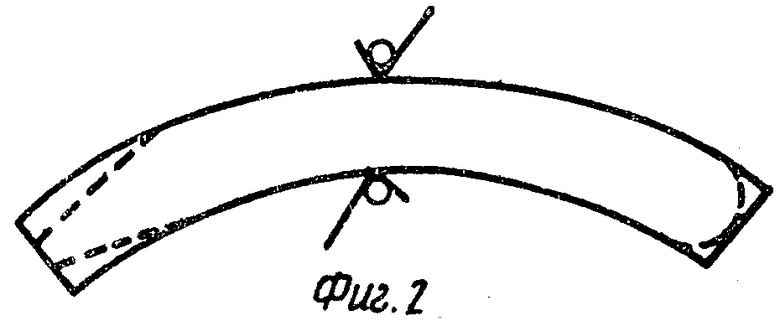
На фиг.1 показана используемая для изготовления лопасти заготовка в сечении; на фиг.2 - отштампованная заготовка в поперечном сечении; на фиг.3 - изготовленная предложенным способом лопасть в поперечном сечении.
Способ заключается в том, что из плоского листа вырезают по контуру заготовку лопасти с получением ее развертки с припуском по контуру.
Затем путем штамповки вырезанной по контуру заготовки формируют криволинейную поверхность постоянной толщины по всей длине контура лопасти.
Далее в результате мехобработки только прилегающих к входной и выходной кромкам лопасти концевых участков отштампованной заготовки получают окончательно изготовленную лопасть. При этом осуществляют мехобработку концевых участков с обеих сторон заготовки.
В результате получается лопасть требуемого профиля, у которой средняя часть постоянной толщины, а прикромочные участки переменной толщины.
У лопасти средняя часть имеет постоянную толщину, а концевые участки со стороны кромок длиной
lвх = (2-4)S,
lвых = (4-8)S, имеющие переменную толщину, являются основными элементами, формирующими поток воды в проточной части гидромашины. Полученный из заготовки штамповкой профиль лопасти должен иметь равномерный припуск с выпуклой и вогнутой сторон лопасти для последующей двухсторонней механической обработки концевых участков лопасти. При изготовлении лопасти за счет расположения припусков концевых участков лопасти с двух ее сторон увеличивается коэффициент использования металла заготовки, что позволяет уменьшить толщину заготовки на 20-30%.
При этом за счет выполнения двухсторонней мехобработки точность лопасти наивысшая.
Снижение объемов мехобработки позволяет снизить трудоемкость. (56) Авторское свидетельство СССР N 1488099, кл. F 03 B 3/02, 1987.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления лопастей гидромашин | 1987 |
|
SU1488099A1 |
| Способ изготовления точной поковки пальца шарнира грузового автомобиля | 2016 |
|
RU2649627C2 |
| Способ изготовления зубчатых колес | 1989 |
|
SU1814962A1 |
| Способ изготовления полых деталей из трубной заготовки | 2018 |
|
RU2703010C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2496595C2 |
| Способ изготовления металлической накладки для упрочнения передней кромки лопатки | 2024 |
|
RU2833647C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2509620C2 |
| Способ изготовления изделий типа колес | 1991 |
|
SU1797514A3 |
| ДНИЩЕ ТОПЛИВНОГО БАКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2170193C1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |

Изобретение относится к гидротурбостроению, а именно к способам изготовления лопастей гидромашин. Цель изобретения - уменьшение расхода металла и снижение трудоемкости изготовления. Из плоской листовой заготовки штамповкой формируют криволинейную заготовку постоянной толщины. При этом средняя часть формируется окончательно. Затем подвергают механической обработке концевые участки с обеих сторон заготовки. Расположение припусков концевых участков лопасти с двух ее сторон позволяет уменьшить толщину листовой заготовки. Мехобработка только концевых участков позволяет снизить трудоемкость изготовления. 3 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТИ ГИДРОМАШИНЫ, заключающийся в получении криволинейной заготовки постоянной толщины с окончательным формированием одной из ее сторон, заключенной между концевыми участками, путем деформирования штамповкой листовой заготовки и последующей механической обработки концевых участков другой стороны, отличающийся тем, что, с целью снижения трудоемкости изготовления и уменьшения расхода металла, в процессе деформирования окончательно формируют обе стороны криволинейной заготовки, заключенные между концевыми участками, а механической обработке подвергают концевые участки обеих сторон.
