Изобретение относится к прокатному производству, касается, способов смазки при холодной прокатке тонких полос и может быть использовано при производстве стальных листов, полос и жести.
Цель изобретения - увеличение фона службы смазки, повышение стойкости валков и качества полос.
Поставленная цель достигается тем, что . согласно способу смазки при холодной прокатке тонких полос, включающему подготовку смазки, последующую ее подачу к валкам и на полосу, смазку предварительно перед подачей продувают азотом и насыщают до-концентрации 0,005-0,009 г/м.
Способ реализуют следующим образом.
Перед подачей смазки к валкам и на полосу ее помещают в емкость с барботаж- ной трубой в нижней части для подачи сжатого азота в газообразном состоянии. При прохождении через эту емкость снизу вверх сжатый азот продувают через технологическую смазку, насыщают ее и вытесняют из нее растворенный кислород. Нерастворившийся кислород удаляют из верхней части
емкости. Концентрация азота в смазке регулируется его расходом, временем обработки и давлением газов в верхней части емкости. После насыщения азотом до нужной концентрации технологическую смазку подают к валкам на полосу при прокатке.
Экспериментально установлено, что при концентрации азота в смазке менее 0,005 г/м азотирование поверхности валков протекает неэффективно, кислород из технологической смазки не удаляется, ее смазочные свойства быстро ухудшаются, что резко снижает стойкость валков и качество поверхности полос. При концентрации азота более 0,009 г-/м избыток азота в технологической смазке находится в неустойчивом состоянии и выделяется из нее, не достигая очага деформации, поэтому в конце происходит ох- рупчивание поверхностных слоев валков, снижается стойкость валков и ухудшается качество полосы, тогда как расход азота для обработки технологической смазки и время обработки возрастает. Продувка азотом технологической смазки приводит к газовому азотированию поверхностного слоя валков.
сл
с
сл
о со
протекающему в очаге деформации при высоких давлениях п рокатки и температуре 120-130°С, Выделившийся на смазке азот диффундирует в валки и полосу, повышая прочностные характеристики поверхностного слоя валков, следовательно, и их стойкость. По мере эксплуатации валков степень азотирования из поверхностных слоев возрастает. Повышение стойкости валков обеспечивает улучшение качества полосы, а частичное азотирование поверхности полос способствует их коррозионной стойкости.
В процессе приготовления и эксплуатации технологической смазки последняя неизбежно насыщается кислородом из воздуха, Концентрация кислорода в технологической смазке достигает 0,015 г/м. Наличие кислорода способствует интенсивному протеканию процессов окисления и бактериального разрушения технологической смазки, ухудшению ее смазочной эффективности, повышению износа валков и снижению качества полосы. При обработке технологичегской смазки азотом, вследствие эффекта десорбции кислорода, его содержание снижается до 0,005 г/м , что замедляет, процессы окисления и бактериального разрушения технологической смазки, увеличивает ее срок службы, повышает стойкость валков и качество полосы.
Пример. В.бак для приготовления эмульсии емкостью 500 м эмульсионной системы пятиклетевого стана Кварто 1700 холодной прокатки заливают эмульсию, имеющую следующий состав, %: змульсрл Т5; кальцинированная сода 3; вода 92%. Эмульсия содержит также растворенный кислород в количестве 0,015 г/м . После этого в бак помещают кольцевуюбарботажнунэтрубу, в которую подают сжатый азот с расходом 0,2 м азота на 1 м эмульсии в 1 с и осуществляют насыщение эмульсии азотом до его концентрации 0,007 г/м. При такой концентрации количество кислорода вследствие десорбции уменьшается до 0,005 г/м . После окончания насыщения эмульсии азотом на стане осуществля1дт холодную- прокатку стальных полос сечением 0,5x1100 мм
из горячекатаного травленого подката толщиной 2,2 мм с суммарным обжатием полосы валками, равным 77%. Обжатие полосы осуществляется с одновременной подачей к
валкам и полосе технологической смазки - эмульсии, насыщенной азотом до концентрации 0,007 г/м . При попадании эмульсии в очаг деформации из нее выделяется газообразный азот, который под воздействием
высокого давления и температуры, диффундирует в поверхность валков и прлосы. Полоса испытывает пять циклов азотирования (в каждой из клетей стана 1700), а валки стана подвергаются азотированию при каждом обороте. В результате азотирования валков их стойкость в клети № 5 повышается до 1300т. Разнотолщинность полос в конце компании валков уменьшается до 0,02 мм, а неплоскостность до 3 мм/м. Срок эксплугтации эмульсии, насыщенной азотом, возрастает в 1,7 раза.
В дальнейшем, в процессе прокатки, производят периодическое насыщение эмульсии азотом, поддерживая его концентрацию на уровне 0,007 г/м
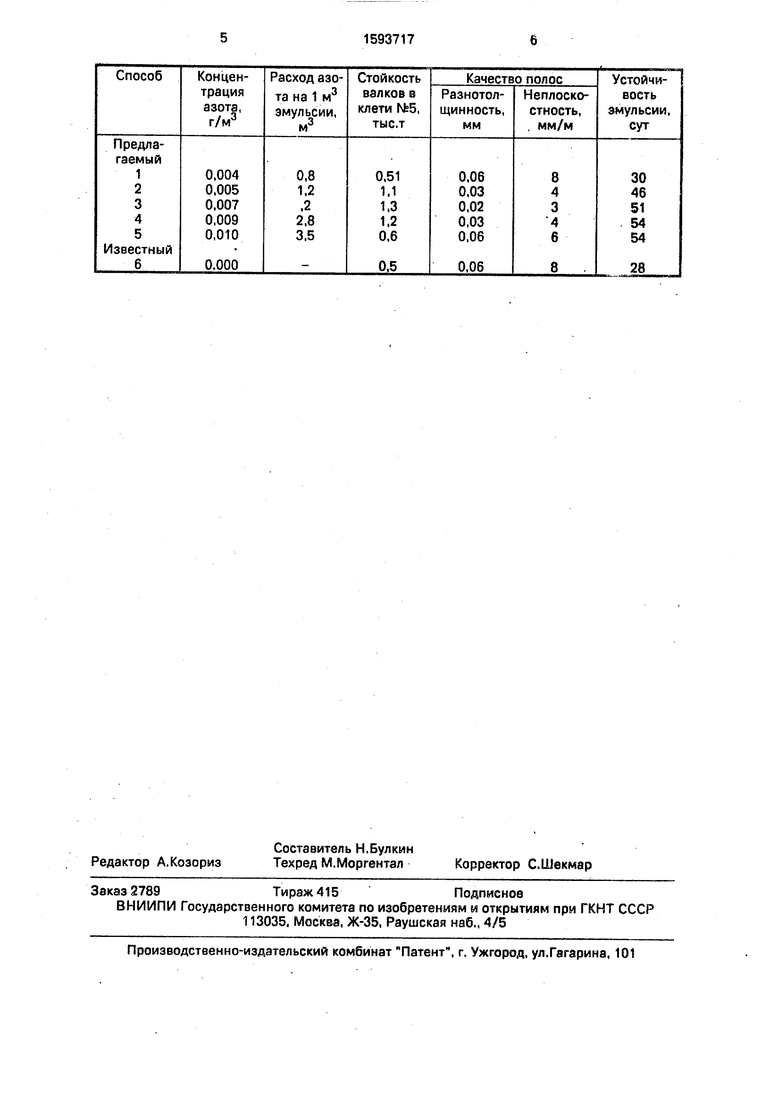
В таблице показаны результаты исследований для предлагаемого и известного способов.
Из таблицы следует, что при реализации
предложенного способа (варианты 2-4) имеет место резкое повышение стойкости валков, качества полосы и увеличение Срока службы эмульсии. При запредельных значениях предлагаемого параметра (варианты 1
и 5) стойкость вал ков и качество полосы снижаются, что имеет место также при прокатке известным способом (вариант 6).
Формула изобретения Способ смазки при холодной прокатке тонких полос, включающий подготовку смазки, последующую ее подачу к валкам и на полосу, отличающийся тем, что, с целью увеличения срока службы смазки, по- вышения стойкости валков и качества полос, смазку предварительно перед подачей гфодувают азотом и насыщают до концентрации 0,005-0,009 г/м.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства стального проката для изготовления гибких труб для колтюбинга (варианты) | 2022 |
|
RU2786281C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТИТАНОВЫХ ЛИСТОВ С ПОВЫШЕННЫМИ ЗАЩИТНО-ДЕКОРАТИВНЫМИ СВОЙСТВАМИ | 2006 |
|
RU2312172C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ С ВЫСОКИМ КОМПЛЕКСОМ МАГНИТНЫХ СВОЙСТВ | 2014 |
|
RU2574613C1 |
| ВЫСОКОПРОЧНАЯ ТОНКОЛИСТОВАЯ КОРРОЗИОННО-СТОЙКАЯ СТАЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2823200C1 |
| Концентрат смазки "Синсопол" для холодной обработки металлов давлением | 1988 |
|
SU1546472A1 |
| Способ приготовления технологической смазки для прокатки | 1991 |
|
SU1784310A1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ ЛИСТОВОЙ СТАЛИ | 2005 |
|
RU2288283C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ТЕХНОЛОГИЧЕСКИХ СМАЗОЧНО-ОХЛАЖДАЮЩИХ СРЕДСТВ ПРИ ПРОИЗВОДСТВЕ ПРОКАТА | 1992 |
|
RU2030937C1 |
| Тонколистовая сталь, имеющая среднюю скорость коррозии ⋅ч, и способ ее изготовления | 2020 |
|
RU2824366C1 |
| Способ смазки полосы при холодной прокатке | 1988 |
|
SU1565554A1 |
Изобретение относится к прокатному производству, касается способов смазки при холодной прокатке тонких полос и может быть использовано при производстве стальных листов, полос и жести. Цель изобретения - увеличение срока служба смазки, повышение стойкости валков и качества полос. Для этого смазку перед подачей к валкам и на полосу продувают азотом. При этом концентрация азота в смазке должна составлять 0,005-0,009 г/м 3. 1 табл.
| Способ смазки при прокатке | 1983 |
|
SU1151338A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Полухин П.И | |||
| и др | |||
| Прокатное производство, М.: Металлургия, .1982, с | |||
| СПОСОБ ПОЛУЧЕНИЯ ПРОДУКТОВ КОНДЕНСАЦИИ ФЕНОЛОВ С ФОРМАЛЬДЕГИДОМ | 1925 |
|
SU514A1 |
