ют из выражения
ч2i2 2
L()()(d+ir-d, где d - Диаметр иглы;
IK-длина контейнера;
In - длина пресс-шайбы,
Устройство работает следующим образом.
Пресс-штемпель 3 со стержнем А и иг- ,лой 5 отводят в крайнее левое положение. Цилиндрическую полость с задней стороны пресс-шайбы 6 заполняют смазкой л пресс- шайба Q устанавливается на ось прессования. В контейнер помещают нагретую полую заготовку 7, на переднем конце которой выполнен внутренний бурт 8 диаметром, равным (или несколько меньшим) диаметру иглы. Смазка на наружную поверхность наносится путем обкатки заготовки 110 слою смазки, на устанавливается смазывающая шайба. Смазка внутрь заготовки подается из кольцевой полости
Формула изобретения Устройство для прессования труб, содержащее контейнер с установленной в нем матрицей и пресс-штемпель с иглой и пресс- шайбой, имеющей возможность перемещения в полости контейнера, отличающее- с я тем, что, с целью повышения стойкости иглы за счет создания гидродинамического режима трения на ее рабочей поверхности, пресс-штемпель снабжен стержнем, при этом диаметр D и длину стержня L опреде
ляют из соотношения
л2 .2
-d,
L((iK-ln)(d+1)2 где d - диаметр иглы;
JK - длина контейнера;
In -длина пресс-шайбы, на свободном торце стержня укреплена игла, а на заднем торце пресс-шайбы выполнена цилиндрическая полость, ,,длина и диаметр которой соответствуют длине и диаметру стержня.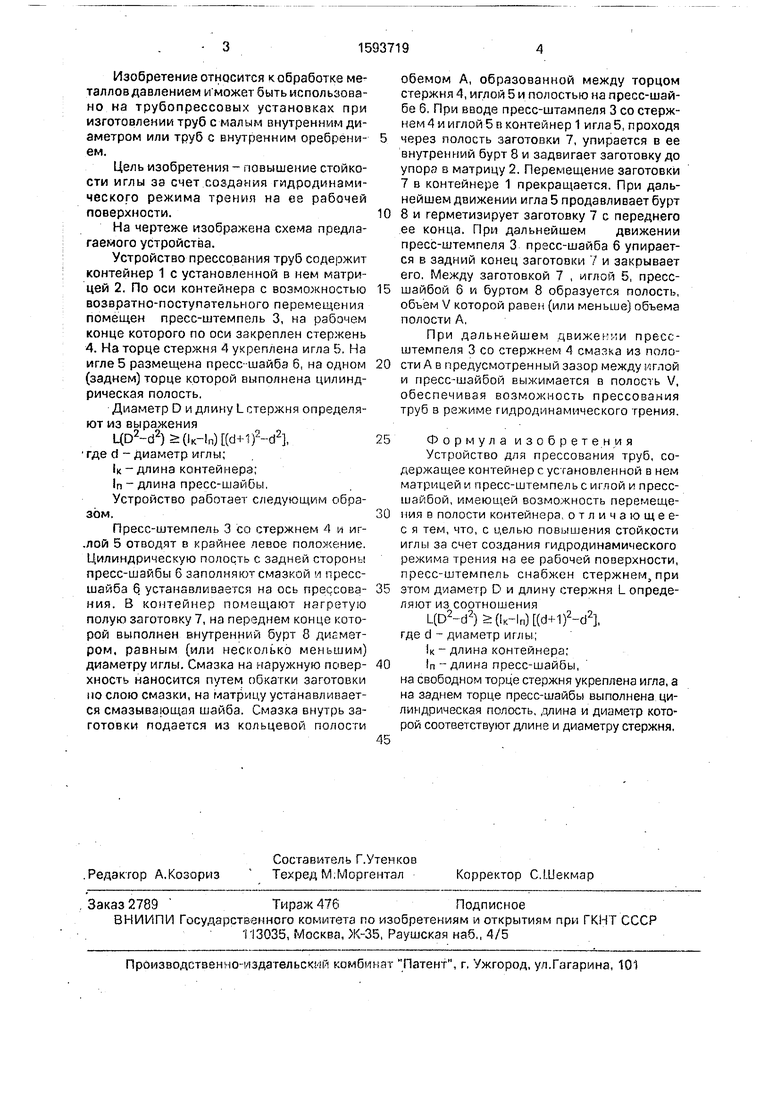
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прессования труб | 1988 |
|
SU1540887A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ГОРЯЧИМ ВЫДАВЛИВАНИЕМ НА ТРУБОПРОФИЛЬНЫХ ПРЕССАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2375134C2 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ ИЗ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МЕТАЛЛОВ И СПЛАВОВ | 2016 |
|
RU2650474C2 |
| Инструментальный блок для прессования изделий | 1989 |
|
SU1803216A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕГКОСПЛАВНЫХ ТРУБ | 1999 |
|
RU2168382C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ | 1999 |
|
RU2166394C1 |
| Инструмент для прошивки заготовок под прессование | 1982 |
|
SU1037991A1 |
| Инструмент для прессования труб | 1985 |
|
SU1274789A1 |
| СПОСОБ ГОРЯЧЕГО ЭКСТРУДИРОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ С АКТИВНЫМ ДЕЙСТВИЕМ СИЛ ТРЕНИЯ И ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2108881C1 |
Изобретение относится к обработке металлов давлением и может быть использовано на трубопрессовых установках при изготовлении труб с малым внутренним диаметром или труб с внутренним оребрением. Цель изобретения - повышение стойкости иглы за счет создания гидродинамического режима трения на ее рабочей поверхности. Устройство для прессования труб содержит контейнер 1 с установленной в нем матрицей 2, пресс-штемпель 3, на рабочем конце которого по оси закреплен стержень 4. На торце стержня 4 закреплена игла 5, на которой размещена пресс-шайба 6. На заднем конце пресс-шайбы выполнена цилиндрическая полость. Цилиндрическая полость пресс-шайбы 6 заполняется смазкой и пресс-шайба устанавливается на оси прессования. В контейнер подается нагретая заготовка 7 с внутренним буртом 8 диаметром, меньшим диаметра иглы. При движении игла 5 продавливает бурт 8 и герметизарует заготовку 7 с переднего ее конца. При дальнейшем движении пресс-штемпеля 3 пресс-шайба 6 упирается в задний конец заготовки 7 и закрывает его. Между заготовкой 7, иглой 5, пресс-шайбой 6 и буртом 8 образуется полость объемом V, который равен или меньше объема полости A. При дальнейшем движении пресс-штемпеля 3 со стержнем 4 смазка из полости A выжимается в полость V между иглой и пресс-шайбой, обеспечивая возможность прессования труб в режиме гидродинамического трения. 1 ил.
