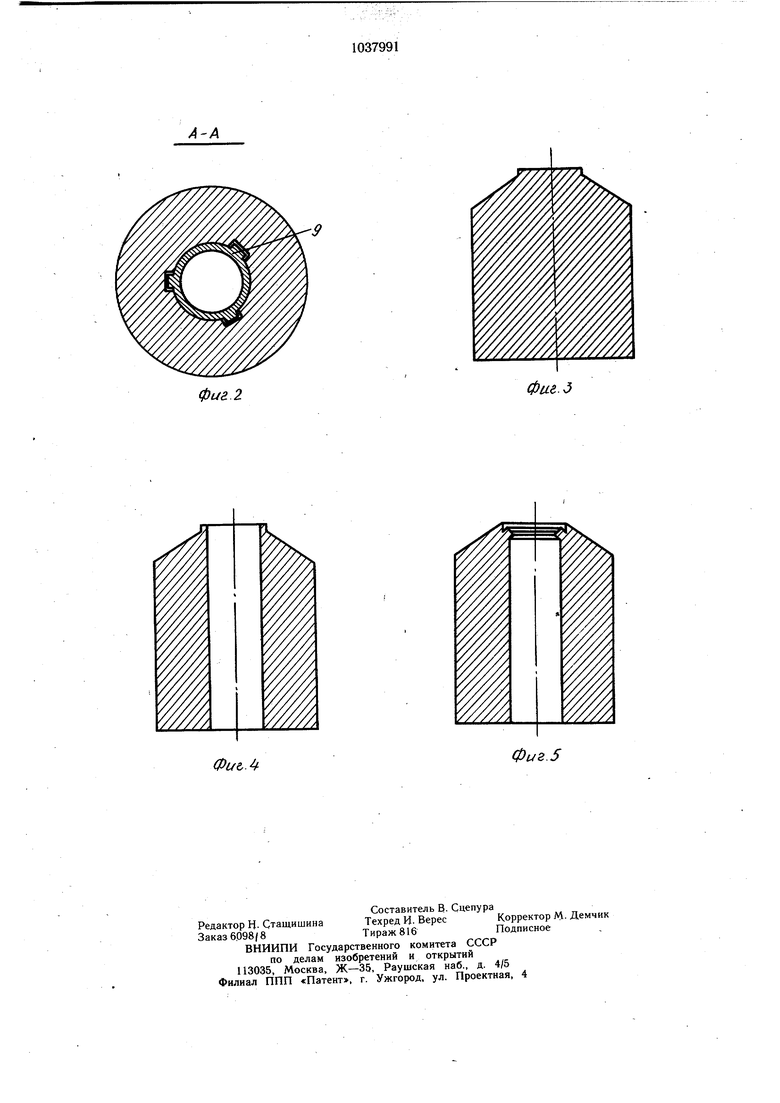
Изобретение относится к обработке металлов давлением, в частности к инструменту для прессования, и может быть использовано в металлургии для производства труб. Известен инструмент прошивного пресса, включающий контейнер, опирающийся на матрицу, и пресс-щтемпель с подвижной в осевом направлении прощивной иглой 1 Данный инструмент позволяет осуществлять прощивку заготовки перед прессованием труб, однако он не обеспечивает выполнение элементов переднего торца заготовки (заходный конус, уплотнительный выступ на внутренней поверхности труб-, ной заготовки), которые позволяют осуществлять прессование труб с жидкостным режимом трения как на внутренней, так и на наружной поверхности заготовки. Известен также инструмент прошивного пресса, содержащий контейнер, матрицу с подпорной иглой, пресс-штемпель с концентрично размещенной в нем с зазором подвижной в осевом направлении прошивной иглой со съемным наконечником 2. Однако известный инструмент не позволяет осуществить выполнение уплотнительного выступа на внутренней поверхности заготовки, т.е. возможности такого инструмента ограничены. Цель изобретения - расширение технологических возможностей путем формирования в процессе прошивки переднего торца заготовки, служащего для прессования в режиме жидкостного трения. Поставленная цель достигается тем, что инструмент для прощивки заготовок под прессование, содержащий контейнер, матрицу с подпорной иглой, пресс-штемпель с концентрично размещенной в нем с зазором подвижной в осевом направлении прошивной иглой со съемным наконечником, снабжен размещенной в зазоре между прошивной иглой и пресс-штемпелем с возможностью ограниченного осевого перемещения втулкой с конусным углублением на переднем торце, при этом передний торец пресс-штемпеля также выполнен с углу0лением в виде расширяющейся к его рабочему торцу воронки. На фиг. 1 представлен инструмент, общий вид в разрезе; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3-5 - формы заготовки на различных стадиях прощивки. Инструмент содержит контейнер 1, опирающийся на цилиндрическую матрицу 2, в центре которой помещена подпорная игла 3, пресс-щтемпель 4, внутри которого на иглодержателе 5 укреплена прошивная игла 6, прошивной наконечник 7, свободно установленный внутри пресс-щтемпеля 4. При этом рабочий торец пресс-щтемпеля 4 выполнен в виде усеченного конуса, а между иглой и пресс-штемпелем помещена дополнительная деформирующая втулка 8 с конусным торцом. Втулка 8 установлена, например, с помощью щлицевого соединения 9, причем шлицевые пазы пресс-штемпеля 4 выполнены не по всей его длине, что ограничивает ход втулки 8. Прошивка заготовок осуществляется следующим образом. Заготовка 10 помещается в контейнер 1, а игла 3 устанавливается вровень с торцом матрицы 2. Полым пресс-штемпелем 4 производится распрессовка заготовки 10 в контейнере 1, при этом на верхнем торце заготовки образуется конус, соответствующий профилю торца пресс-щтемпеля 4. В процессе рабочего хода прошивной иглы 6 посредством прошивного наконечника 7 производится прошивка отверстия в заготовке. Когда игла 6 с наконечником 7 подойдет к торцу матрицы 2, подпорная игла 3 опускается, в результате чего происходит отделение выпрессовки, которая вместе с наконечником 7 удаляется из матрицы 2. Одновременно с этим иглодержатель 5 перемещает втулку 8 до тех пор, пока она своим нижним скошенным торцом не обеспечит выполнение на верхнем торце заготовки 10 внутреннего выступа. Использование предлагаемого инструмента обеспечивает возможность получения заготовки, предназначенной для прессования ее в режиме жидкостного трения. Это обусловливается тем, что конусная форма торца пресс-штемпеля в сочетании с введением дополнительного деформирующего элемента в виде втулки с конусным торцом позволяет за один ход рабочего инструмента получить необходимую форму торца заготовки, исключающего вытекание жидкой смазки из контейнера перед прессованием.
фиг 2
Фие.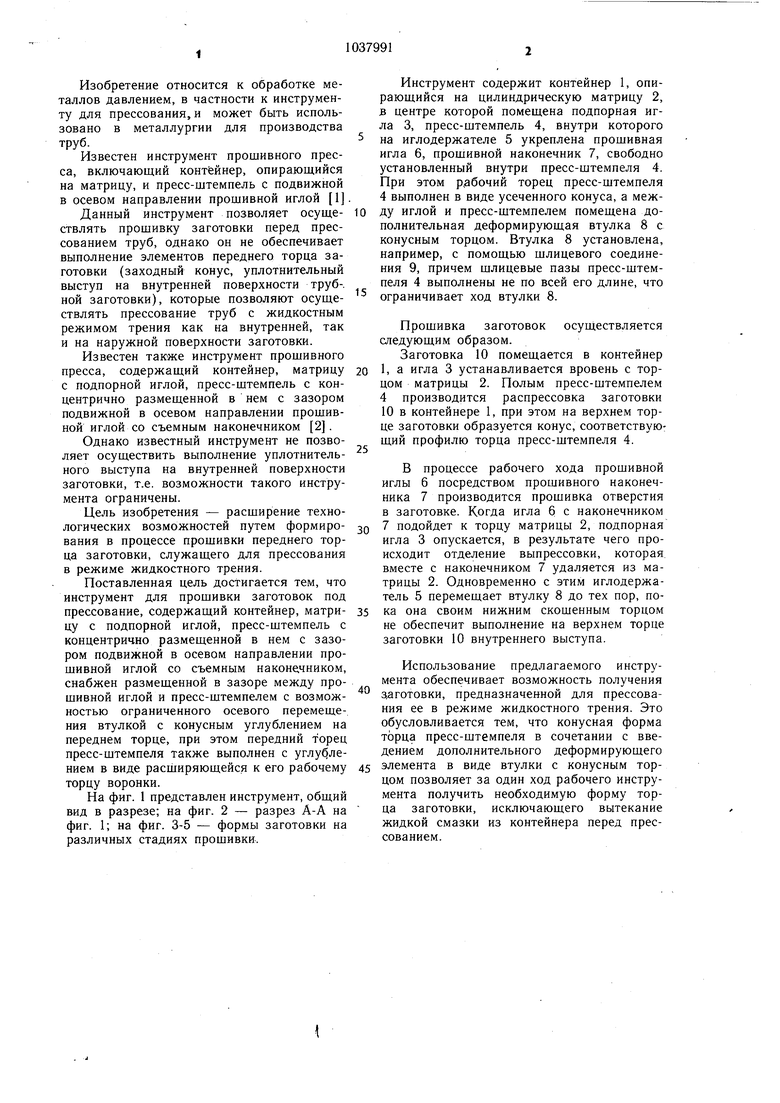
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для прошивки заготовки под прессование | 2015 |
|
RU2611634C2 |
| СПОСОБ ПРЯМОГО ПРЕССОВАНИЯ ТРУБОПРОФИЛЬНОГО ИЗДЕЛИЯ | 2002 |
|
RU2238161C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ | 1999 |
|
RU2166394C1 |
| ПРЕСС ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК ОБРАТНЫМ ВЫДАВЛИВАНИЕМ | 1987 |
|
RU2074780C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ ИЗ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МЕТАЛЛОВ И СПЛАВОВ | 2016 |
|
RU2650474C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕГКОСПЛАВНЫХ ТРУБ | 1999 |
|
RU2168382C1 |
| Инструмент для прессования изделий | 1981 |
|
SU1107924A1 |
| Инструмен для прессования труб | 1974 |
|
SU489546A1 |
| Инструмент для прессования полых изделий | 1974 |
|
SU533417A1 |
| Способ прессования труб | 1979 |
|
SU845930A1 |
ИНСТРУМЕНТ ДЛЯ ПРОШИВКИ ЗАГОТОВОК ПОД ПРЕССОВАНИЕ, содержащий контейнер, матрицу с подпорной иглой, пресс-штемпель с концентрично размещенной в нем с зазором подвижной в осевом направлении прошивной иглой со съемным наконечником, отличающийся тем, что, с целью расширения технологических возможностей путем формирования процессов прошивки переднего торца заготовки, служашего для прессования в режиме, жидкостного трения, инструмент снабжен размещенной в зазоре между прошивной иглой и пресс-штемпелем с возможностью ограниченного осевого перемещения втулкой с конусным углублением на переднем торце, при этом передний торец пресс-штемпеля также выполнен с углублением в виде расширяющейся к его рабочему торцу воронки. (Л оо оо со
Фи&.
Фиг.5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Данилов Ф | |||
| А | |||
| и др | |||
| Горячая прокатка труб | |||
| М., Металлургиздат, 1962, с | |||
| 532 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прозоров Л | |||
| В | |||
| Прессование стали и тугоплавких сплавов | |||
| М., «Машиностроение, 1969, с | |||
| Способ получения борнеола из пихтового или т.п. масел | 1921 |
|
SU114A1 |
