г If 1 .6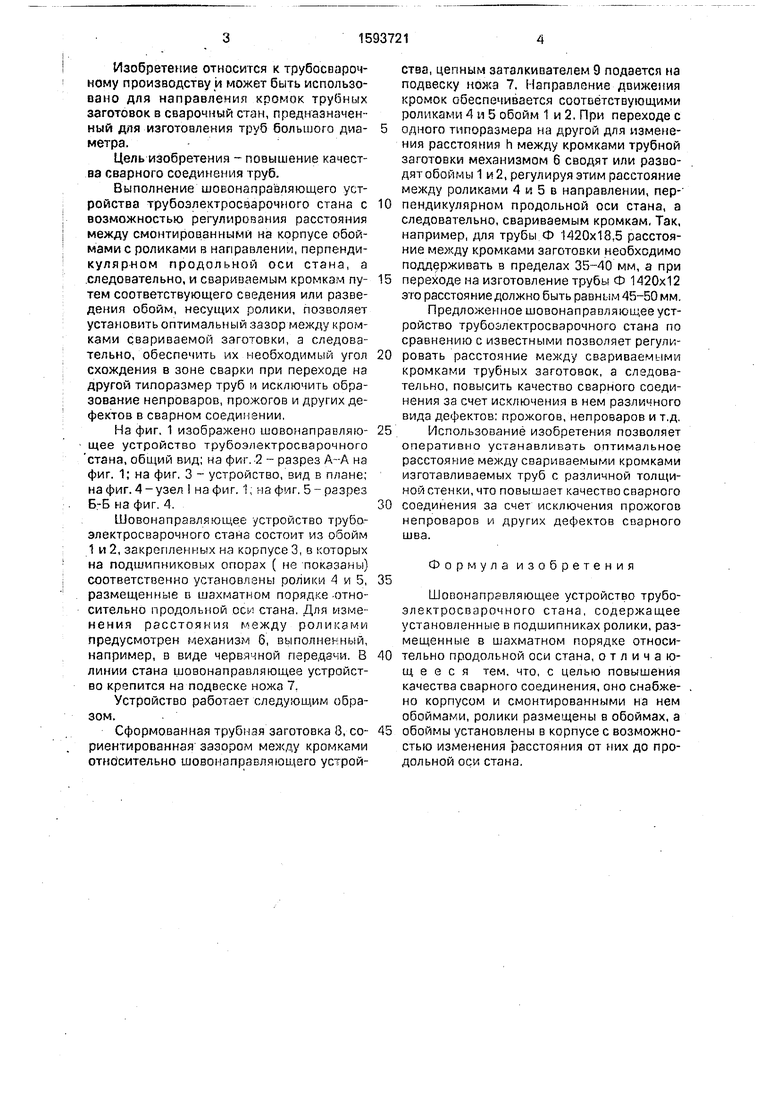
| название | год | авторы | номер документа |
|---|---|---|---|
| Шовонаправляющее устройство трубо-элЕКТРОСВАРОчНОгО CTAHA | 1979 |
|
SU829245A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВКИ И СВАРКИ ПРОДОЛЬНЫХ ШВОВ ТРУБ | 2012 |
|
RU2488457C1 |
| Способ изготовления спиральношовных труб большого диаметра | 1981 |
|
SU1069899A1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА КОНЕЧНОЙ ДЛИНЫ | 2002 |
|
RU2215605C2 |
| Устройство для ориентировки трубной заготовки при задаче ее в сварочный стан | 1989 |
|
SU1655592A1 |
| СПОСОБ СВАРКИ ТРУБ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2135317C1 |
| ВНУТРЕННЯЯ ОПРАВКА ТРУБОСВАРОЧНОГО СТАНА | 1993 |
|
RU2070450C1 |
| Клеть трубосварочного стана | 1979 |
|
SU835557A1 |
| Сварочный узел стана для изготовления сварных прямошовных труб | 1980 |
|
SU902889A2 |
| Устройство для ориентировки трубной заготовки при задаче ее в сварочный стан | 1983 |
|
SU1154021A1 |
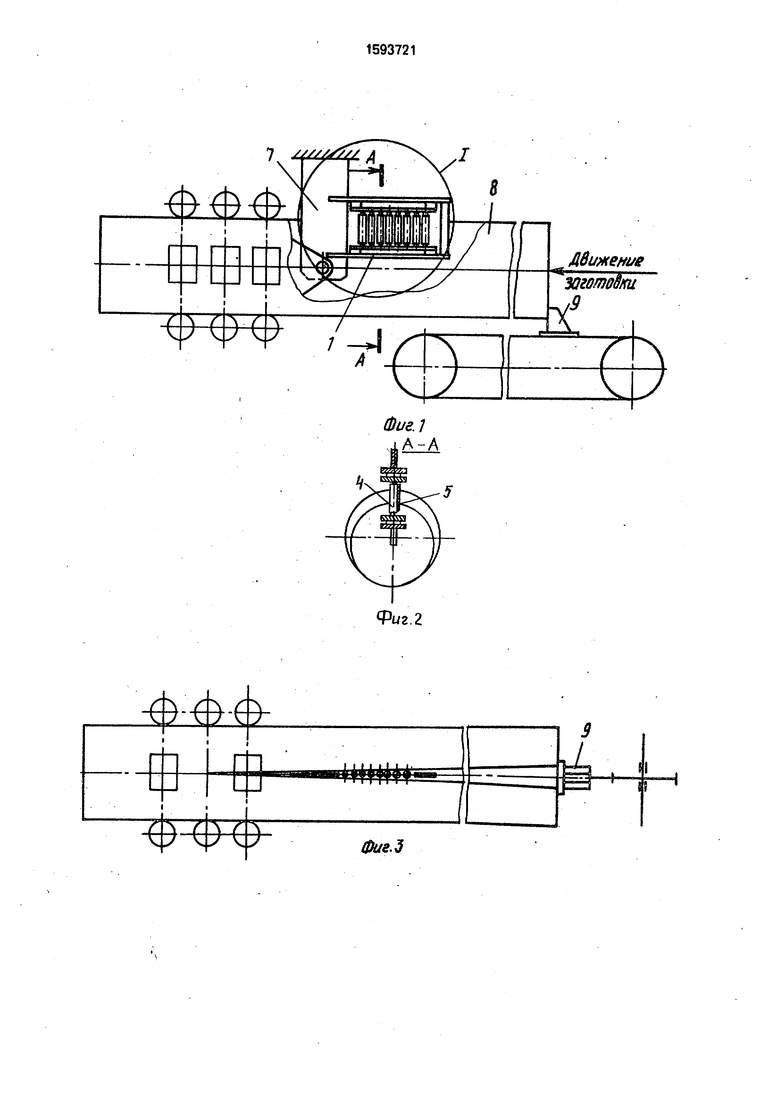

Изобретение относится к трубоэлектросварочному производству и может быть использовано для направления кромок трубных заготовок в сварочный стан, предназначенный для изготовления труб большого диаметра. Целью изобретения является повышение качества сварного соединения труб. При нахождении заготовки в стане оптимальный зазор между ее кромками устанавливают механизмом 6, разводящим или сводящим обоймы 1 и 2 с установленными в них на подшипниковых опорах роликами 4 и 5. Расстояние между кромками заготовки устанавливают в зависимости от толщины стенки свариваемой заготовки. Это позволяет установить оптимальный угол схождения, исключать образование непроваров и прожогов. 5 ил.
Фиг. 5
сл ю
СА) 41
Изобретекше относится к трубосвгэроч- ному производству и может быть использовано для направления кромок трубных заготовок в сварочный стан, предназначенный для изготовления труб большого Avia- метра.
Цель изобретения - повышение качества сварного соединения труб.
Выполнение шовонапра1алягощего устройства трубоэлектросварочного стана с возможностью регулирования расстояния между смонтированными на корпусе обоймами с роликами в направлении, перпенди- кулярном продольной оси стана, а .следовательно, и свариваемым кромкам путем соответствующего сведения или разведения обойм, несущих ролики, позволяет установить оптимальный зазор между кромками свариваемой заготовки, а следовательно, обеспечить их необходимый угол схождения в зоне сварки при переходе на другой типоразмер труб м исключить образование непроваров, прожогов и других дефектов в сварном соединении,
На фиг. 1 изображено шовонаправляю- щее устройство трубоэлектросварочного стана, общий вид; на фиг.-2 разрез А-А на фиг. 1; на фиг. 3 - устройство, вид в плане; на фиг. 4-узел i на фиг. 1; на фиг. 5- разрез Б-Б на фиг. 4.
Шовонаправляющее устройство труба- электросварочного стана состоит из обойм 1 и 2, закрепленных на корпусе 3, в которых на подшипниковых опорах ( не показаны) соответственно установлены ролики 4 и 5, размещенные в шахматном порядке -относительно продольной оси стана. Для изменения расстояния роликами предусмотрен механиз 1 6, выполненный, например, в виде червячной передачи. В линии стана щовонаправляющее устройство крепится на подвеске ножа 7.
Устройство работает следующим образом.
Сформованная трубная заготовка 8, сориентированная зазором меж,цу кромками относительно шовонаправляющего устройства, цепным заталкивателем 9 подается на подвеску ножа 7. Направление движения кромок обеспечивается соответствующими роликами 4 и 5 обойм 1 и 2. При переходе с
одного типоразмера на другой для изменения расстояния h между кромками трубной заготовки механизмом 6 сводят или разводят обоймы 1 и 2, регулируя зтим расстояние между роликами 4 и 5 в направлении, перпендикулярном продольной оси стана, а следовательно, свариваемым кромкам. Так, например, для трубы Ф 1420x18,5 расстояние между кромками заготовки необходимо поддерживать в пределах 35-40 мм, а при
переходе на изготовление трубы Ф 1420x12 зто расстояние должно быть paBHLiM 45-50 мм. Предложенное шовонаправляющее устройство трубоэлектросварочного стана по сравнению с известными позволяет регулировать расстояние между свариваемыми кромками трубных заготовок, а следовательно, повысить качество сварного соединения за счет исключения в нем различного вида дефектов; прожогов, непроваров и т.д.
Использование изобретения позволяет
оперативно устанавливать оптимальное расстояние между свариваемыми кромками изготавливаемых труб с различной толщиной стенки, что повышает качество сварного
соединения за счет исключения прожогов непроваров и других дефектов сварного шва.
35
Формула изобретения
Шовонаправляющее устройство трубоэлектросварочного стана, содержащее установленные в подшипниках ролики, размещенные в шахматном порядке относительно продольной оси стана, отличающееся тем. что, с целью повышения качества сварного соединения, оно снабжено корпусом и смонтированными на нем обоймами, ролики размещены в обоймах, а
обоймы установлены в корпусе с возможностью изменения расстояния от них до продольной оси стана.
t
л::
Фиг.2
фиг.З
////////А //////// -/
ФиеЛ
| Шовонаправляющее устройство трубо-элЕКТРОСВАРОчНОгО CTAHA | 1979 |
|
SU829245A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
