и т.д.),что снижает качество сварного шва.
Цель изобретения - исключение смещения торцов полуцилиндрических трубных заготовок при подаче их к сварочным устройствам для уменьшения концевых отходов труб.
Поставленная цель достигается созданием шовонаправляющего устройства трубосварочного стана, содержащего стойку, в которой на подшипниковых узлах закреплен механизм направления шва, при ЭТОМ ролики шовонаправляквдего устройства установлены с возможностью взаимодействия их наружными цилиндрическими поверхностяг ш с кромками заготовок и размещены в шахматном порядке относительно продольной оси стана, при этом расстояние ме,жду осями каждых двух соседних роликов в направлений продольной оси стана равно (3-5) t-y а в поперечном ей направлении (О,3-0,5)t, где t - толщина стенки полуцилиндрической заготовки.
Такое конструктивное выполнение шовонаправляющего устройства трубо-сварочного стана позволяет исключить смещение торцов полуцилиндривеских трубных заготовок при подаче их к сварочным устройствам для уменьшения концевых отходов труб и расхода металла в целом. Это достигается благодаря тому, что установка ролико в шахматном порядке исключает их контакт друг с другом и позволяет кромкам трубных заготовок перемещаться независимо друг от друга с одинаковой линейной скоростью.
Кроме того, предложенное расстояние между роликами относительно продольной оси стана и в поперечном ей направлении исключает повреждение кромок заготовок, так как энергия удара заготовок распределяется равномерно между всем рядом роликов с Это позволяет улучшить качество сварки трубных заготовок и повысить выход труб высокого качества. Если расстояние между осягли роликов в направлении продольной оси стана меньше 3t, то вследствие высоких контактных напряжений, они будут быстро выходить из строя, так . как возможно утыкание в них кромок трубных заготовок. Расстояние между осями роликов в направлении продольной оси стана больше 5t вызовет пробуксовку роликов, утыкание кромок трубных заготовок в ролики и поломку устройства.
Если расстояние между осями ролкков в направлении, поперечном направлению продольной оси стана меньше О,3t, то трубные заготовки лишены возможности независимо перемещаться. Расстояние между осями роликов в направлении, поперечном направлению продольной оси стана больше 0,5t, приводит к биению торца заготовок о ролики.
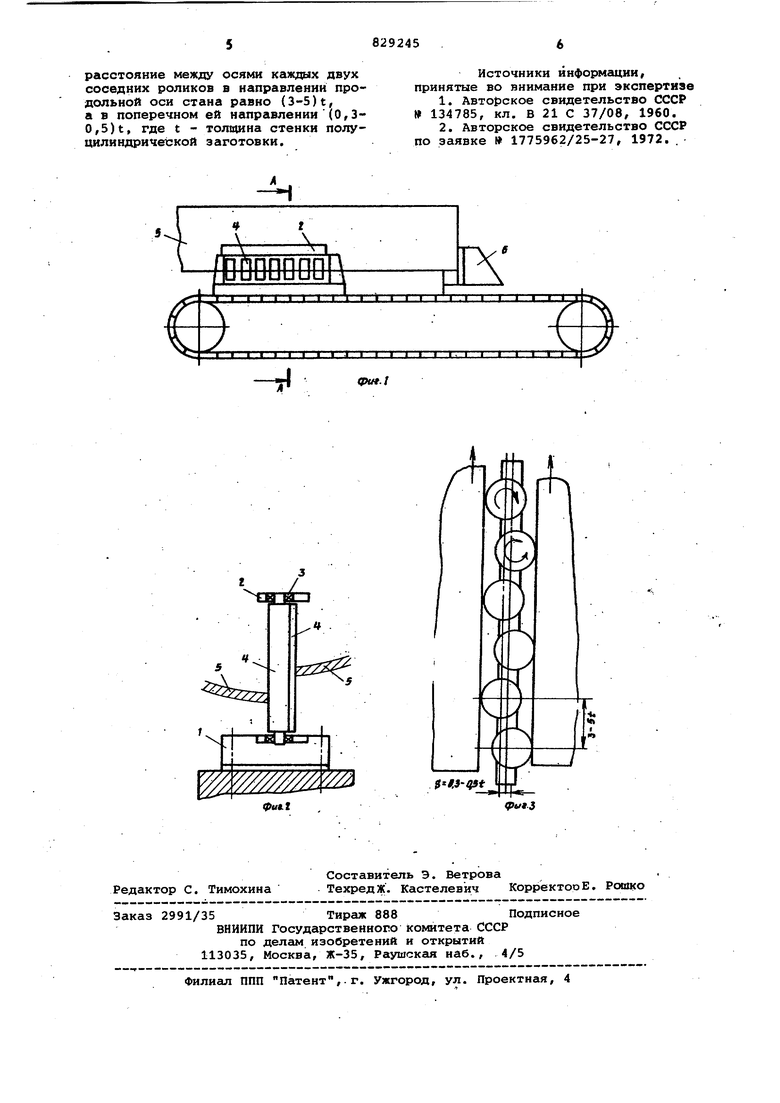
На фиг. 1 схематически изображен предложенный шовонаправляющий трубосварочный стан, общий ВИД; на фиг.2 сечение А-А на фиг.1} на фиг. 3 схема установки роликов.
Шовонаправляющее устройство трубосварочного стана состоит из стойки 1 с верхней крышкой 2, в которой установлен механизм направления шва, выполненный в виде смонтированных на подшипниковых опорах 3 роликов 4. Ролики 4 установлены в шахматном порядке относительно продольной оси стана. Расстояние меиоду осями каждых двух ближайших роликов 4 в направлении продольной оси стана равно (3-5)t, а в поперечном ей направлени равно (0,3-0,5)t, где t - толщина стенки полуцилиндрической заготовки 5 .
Устройство работает следукяцим образом.
Полуцилиндрические заготовки 5 собираются в трубную заготовку и заталкивателем б подаются в зону сварки (не показана), при этом направление их кромок обеспечи-вают ролики 4 шовонаправляюп1его устройства. Так как ролики 4 установлены в шахматном порядке и их контакт друг с другом при вращении исключен, полуцилиндрические заготовки 5 перемещаются независимо друг от друга с одинаковой линейной скоростью.
При подаче смещенных относительно друг друга торцов заготовок, в упор заталкивателя б перемещают только ближнюю к нему заготовку до выравнувания задних торцов заготовок и устранения зуба.
Предложенное Шовонаправляющее устройство трубосварочного Ьташа позволяет исключить смещение торцов полуцилиндрических заготовок в процессе их задачи в зону сварки, умень шить величину, обрезаемых концов руб а следовательно,расходный коэффициент металла, повысить качество сварки труб благо аря исключению надиров на кромках заготбвок.
Формула изобретения
Шовонаправляющее устройство трубоэлектросварочного стана, содержащее свободно установленные в подшипниках ролики,. отличающееся тем, что, с целью исключения смещения торцов полуцилиндрических заготовок труб при подаче их к сварочному устройству в случае изготовления
двухшовных труб, ролики установлены с возможностью взаимодействия их наружными цилиндрическими поверхностями с кромками заготовок и размещены в шахматном порядке относительно продольной оси стана, при этом
| название | год | авторы | номер документа |
|---|---|---|---|
| Шовонаправляющее устройство трубоэлектросварочного стана | 1989 |
|
SU1593721A1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ДВУХШОВНЫХ ТРУБ | 2005 |
|
RU2296024C2 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ | 2006 |
|
RU2344011C2 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ ТРУБНЫХ ЗАГОТОВОК ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2006 |
|
RU2321484C1 |
| Направляющая шайба рабочего калибра трубоэлектросварочного стана | 1975 |
|
SU549198A1 |
| Трубосварочный стан | 1986 |
|
SU1382528A1 |
| Стан для сборки и сварки прямошовных труб | 1979 |
|
SU912321A1 |
| Направляющий нож ттубосварочного стана | 1976 |
|
SU573214A1 |
| Устройство для ориентировки трубной заготовки при задаче ее в сварочный стан | 1983 |
|
SU1154021A1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА КОНЕЧНОЙ ДЛИНЫ | 2002 |
|
RU2215605C2 |
