Изобретение относится к производству труб, а точнее к устройствам для ориентировки трубной заготовки при задаче ее в сварочный стан, и может быть использовано при реконструкции старых и создании новых трубоэлектросварочных станов для сварки технологических швов или рабочих швов цилиндрических трубных заготовок.
Целью изобретения является повьпиение производительности стана и качества труб путем исключения повреждения кромок трубной заготовки.
Поставленная цель достигается тем, что устройство для ориентировки трубной заготовки при задаче ее в сварочный стан, содержащее ,ъемно-поворотные ролики, нож, установленый в направлении продольной оси ста на, шарнирно связанную с ножом расширительную головку с расформовывающими роликами, снабжено приводом разворота расширительной головки в плоскости ножа и укрепленными на ней опорными роликами, расформовывающие и опорные ролики расположены симметрично плоскости ножа и смещены один относительно другого в направлении продольной оси стана,
Такое конструктивное выполнение устройства для ориентировки трубной .заготовки при задаче ее в сварочный стан позволяет повысить качество труб и увеличить производительность .стана за счет того, что на расширительной головке устройства кроме расформовывающих роликов установлены опорные ролики, причем все ролики установлены симметрично плоскоети ножа, обеспечивая равенство моментов, прикладываемых к правой и левой кромкам трубной заготовки, при раскрытии зазора между ними, не допуская превышения кромок. Опорныв ролики, установленные диаметрально противоположно расформовывающим, при введении в работу опираются в дно трубы в сечении транспортного ролика, чтобы величина усилий, необходимых для раскрытия щели была оптимальной, за счет ограничения хода головки опорными роликами при ее развороте в плоскости ножа.
Кроме того, расформовывающие ролики смещены в направлении продольной оси стана на 0,2 - 0,3 Drp диаметра трубы, относительно опорных и воздействуют только на кромки трубной заготовки после того, как опорные ролики прижаты к дну трубной заготовки, не давая ей возможности отрьгеаться от рольганга. Величина смещения роликов выбрана с учетом того, чтобы раскрытие щели производилось в пределах упругих деформаций т.о, исключается повреждение кромок заготовок, В таблице приведены значения величины зазоров между кромками в зависимости от величины смещения в направлении продольной, оси стана расформовывающих роликов относительно опорных.
При величине смещения роликов 0,2 Dtp зазора между кромками недостаточно для гарантированной задачи заготовки на нож устройства без повреждения кромок. При смещении роликов 0,3 DTD зазор между кромками больше допустимого (номинальный зазор д,б. 30 - 40 мм). Также при смещении 0,3 происходит переформовка заготовки и на ее поверхности образуются вмятины, так как увеличение смещения приводит к увеличению вертикального размера расширительной головки и следовательно к увеличению величины расформовки.
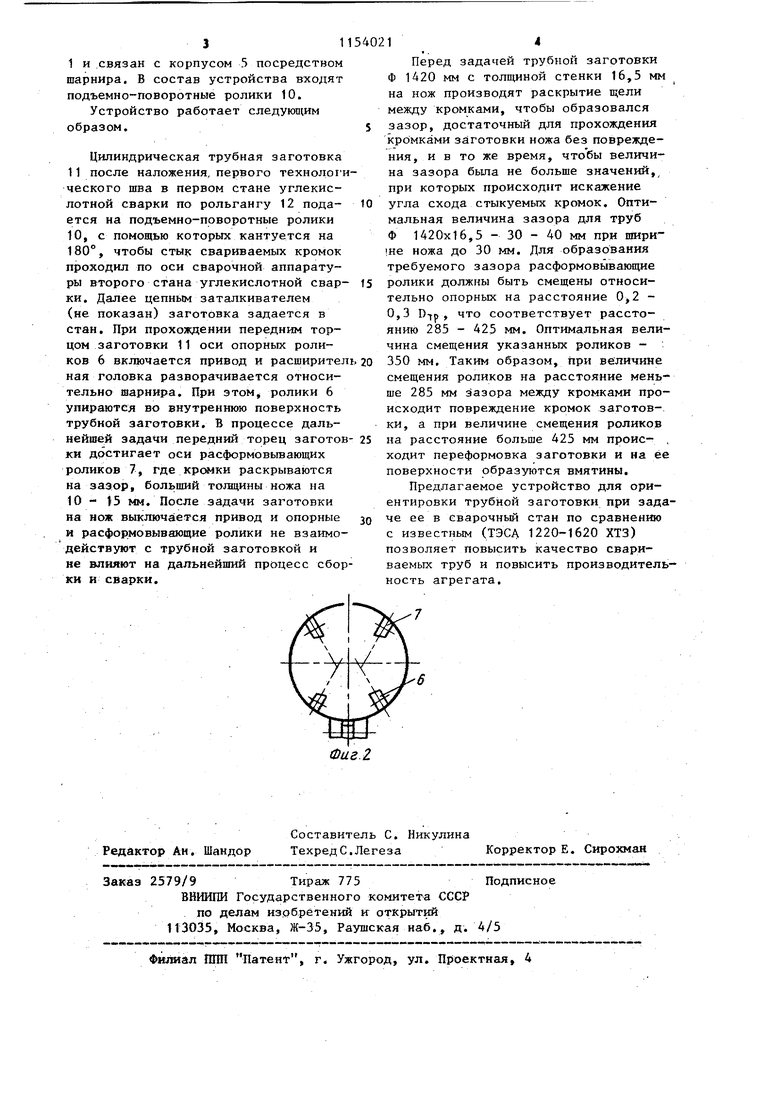
На фиг. 1 изображено устройство для ориентировки трубной заготовки при задаче ее в сварочный стан; на фиг, 2 - схема расположения роликов.
Устройство для ориентировки трубной заготовки при задаче ее в сварочный стан содержит нож 1, установленный в направлении продольной оси стана, расширительную головку 2, закрепленную с помощью шарнира 3 на ержателе 4 ножа 1,
Расширительная головка 2 включает корпус 5, смонтированный на держателе 4, с установленными на нем со смещеЬием 0,2 - 0,3 Dfp в направлении прог дольной оси стана двумя опорными 6 двумя расформовывающимися 7 роликами ривод 8 разворота расширительной головки 2 закреплен на упоре 9 ножа 3 1 и .связан с корпусом 3 посредством шарнира. В состав устройства входят подъемно-поворотные ролики 10. Устройство работает следуюп(им образом. Цилиндрическая трубная заготовка 11 после наложения, первого технодот ческого шва в первом стане углекислотной сварки по рольгангу 12 подается на подъемно-поворотные ролики 10, с помощью которых кантуется на 180°, чтобы стык свариваемых кромок проходил по оси сварочной аппаратуры второго стана углекислотной свар ки. Далее цепным заталкивателем (не показан) заготовка задается в стан. При прохождении передним торцом заготовки 11 оси опорных роликов 6 включается привод и расширите ная головка разворачивается относительно шарнира. При этом ролики 6 упираются во внутреннюю поверхность трубной заготовки. В процессе дальнейшей задачи передний торец загото ки достигает оси расформовьтающих роликов 7, где кромки раскрываются на зазор, больший то;ицины ножа на 10 - 15 мм. После задачи заготовки на нож выключается привод и опорные и расформовывающие ролики не взаимо действуют с трубной заготовкой и не влияют на дальнейший процесс сбо ки и сварки. 1 Перед задачей трубной заготовки Ф 1420 мм с толщиной стенки 16,5 мм на нож производят раскрытие щели между кромками, чтобы образовался зазор, достаточный для прохождения кромками заготовки ножа без повреждения, и в то же время, чтобы величина зазора была не больше значений, при которых происходит искажение угла схода стыкуемых кромок. Оптимальная величина зазора для труб Ф 1420x16,5 - 30 - 40 мм при ширище ножа до 30 мм. Для образования требуемого зазора расформовывающие ролики должны быть смещены относительно опорных на расстояние 0,3 Dfp, что соответствует расстоянию 285 - 425 мм. Оптимальная величина смещения указанных роликов - 350 мм. Таким образом. При величине смещения роликов на расстояние меньше 285 мм зазора между кромками происходит повреждение кромок заготов-. ки, а при величине смещения роликов на расстояние больше 425 мм проис- , ходит переформовка заготовки и на ее поверхности образуются вмятины. Предлагаемое устройство для ориентировки трубной заготовки при задаче ее в сварочный стан по сравнению с известным (ТЭСА 1220-1620 ХТЗ) позволяет повысить качество свариваемых труб и повысить производительность агрегата.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ориентации трубной заготовки при задаче ее в сварочный стан и устройство для его осуществления | 1989 |
|
SU1697920A1 |
| Направляющий нож ттубосварочного стана | 1976 |
|
SU573214A1 |
| Способ производства двухшовных труб | 1978 |
|
SU776694A1 |
| Способ изготовления прямошовных сварных труб конечной длины | 1991 |
|
SU1816525A1 |
| Трубоформовочный стан | 1980 |
|
SU893282A1 |
| Шовонаправляющее устройство трубоэлектросварочного стана | 1989 |
|
SU1593721A1 |
| СБОРОЧНО-СВАРОЧНЫЙ СТАН | 2007 |
|
RU2359799C2 |
| Шовонаправляющее устройство трубо-элЕКТРОСВАРОчНОгО CTAHA | 1979 |
|
SU829245A1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ | 2017 |
|
RU2667272C1 |
| Сборочно-сварочный стан для производства труб | 2017 |
|
RU2668237C1 |
УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВКИ ТРУВНОЙ ЗАГОТОВКИ ПРИ ЗАДАЧЕ ЕЁ В СВАРОЧНЫЙ СТАН, содержащее подъемноповоротные ролики, нож, установленный в направлении продольной оси стана, шарнирно связанную с ножом расширительную головку с расформовьшаюшими роликами, о т л и ч а. ю щ ее с я тем, что, с целью повьшения качества труб путем исключения повреждения кромок трубной заготовки и повышения производительности, оно снабжено приводом разворота расширительной головки в плоскости ножа и укрепленными на ней опорными роликами, расформовывающие и опорные ролики расположены симметрично плоскости ножа и смещены один относительно другого в направлении продольной оси стана.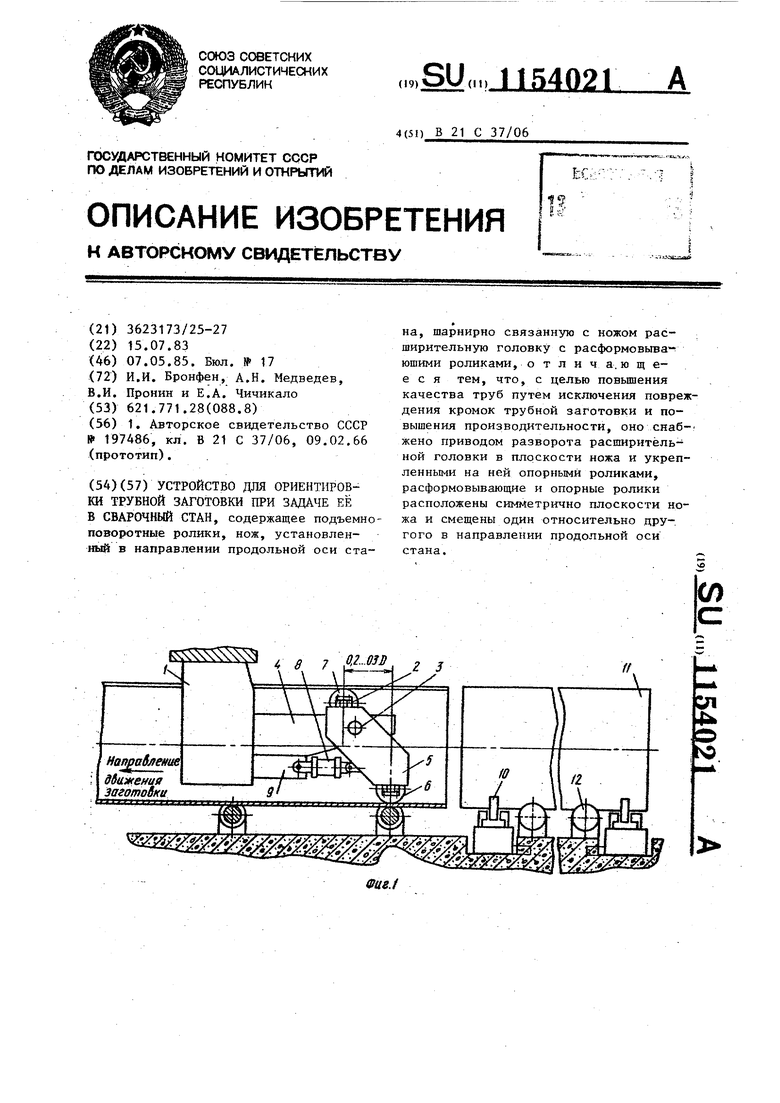
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для ОРИЕНТИРОВКИ ТРУБНОЙ ЗАГОТОВКИ ПРИ ЗАДАЧЕ ЕЕ В СВАРОЧНЫЙ СТАН | 0 |
|
SU197486A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
