Изобретение относится к производству сварных прямошовных труб, а точнее к усовершенствованию оборудования для формовки и сварки продольных швов труб, преимущественно, тонкостенных труб малого диаметра из нержавеющих сталей.
Известно устройство для формовки и сварки продольных швов труб, см. В.А.Рымов и др. «Совершенствование производства сварных труб», изд-во «Металлургия», Москва, 1983 г., стр.137, содержащее станину, на которой расположены шовосжимающие валки с нажимным механизмом, установленные перед ними направляющий нож и удерживающие шовонаправляющие валки, а также сварочный узел.
С помощью нажимного механизма шовосжимающие валки можно перемещать поперек оси формовки, а с помощью регулирования положения ножа можно в некоторых пределах изменять угол схождения кромок и положения точки их схода, то есть оказывать влияние на процесс сварки.
Недостатком известного устройства является интенсивный износ плоского ножа и появление задиров на торцах продольных кромок трубной заготовки, что снижает его надежность и качество труб.
Кроме того, известное устройство может использоваться только при индукционном методе сварки, так как отсутствие базовых элементов и кинематических связей между механизмами не могут обеспечить точного удержания кромок при прохождении их через ось дуговой: и тем более лазерной головки.
Из известных наиболее близким по технической сущности является устройство для формовки и сварки продольных швов труб, описанное в патенте СССР №301896, кл. В21с 37/06, заявл. 05.04.1968 г., опубл. 21.04.1971 г.
Известное устройство для формовки и сварки продольных швов труб содержит основание, на котором расположены последняя клеть формовочного стана с горизонтальными нижним формовочным валком и верхним шовонаправляющим валком, механизмы радиальной и осевой настройки валков, средство воздействия на продольные кромки трубной заготовки, сварочный узел и шовосжимающую клеть. Средство воздействия на продольные кромки трубной заготовки выполнено в виде подвижной формовочной клети, содержащей раму, состоящую из двух стоек, несущих на себе роликовые балки, располагаемые напротив роликов. В осевом направлении клеть перемещается с помощью гидроцилиндра.
Недостаток известной конструкции устройства для формовки и сварки продольных швов труб заключается в том, что оно используется только при индукционной сварке и не может быть использовано для дуговой и лазерной сварки труб, так как отсутствие базовых элементов и кинематических связей между механизмами не обеспечит точного удержания кромок при их прохождении через ось дуговой и лазерной сварок, что снижает качество получаемых из нержавеющих сталей труб.
Следующим недостатком известного устройства является увеличение длины зоны схождения продольных кромок, что при индукционном нагреве кромок трубной заготовки потребует увеличения мощности высококачественного источника нагрева.
Другим недостатком известной конструкции устройства является то, что подвижная формовочная клеть средства воздействия на продольные кромки увеличивает длину и металлоемкость устройства.
Выполнение средства воздействия на продольные кромки в виде формовочной клети с приводом усложняет конструкцию всего устройства и снижает его надежность.
Задача настоящего изобретения состоит в создании устройства для формовки и сварки продольных швов труб, позволяющего повысить качество сварки труб из нержавеющих сталей и обеспечить возможность сварки их как дуговым, так и лазерным методами сварки, а также позволяющего уменьшить габариты, металлоемкость и повысить его надежность.
Поставленная задача достигается тем, что в устройстве для формовки и сварки продольных швов труб, содержащем основание, на котором расположены последняя клеть формовочного стана с горизонтальными нижним формовочным валком и верхним шовонаправляющим валком, механизмы радиальной и осевой настройки валков, средство воздействия на продольные кромки трубной заготовки, сварочный узел и шовосжимающую клеть, согласно изобретению, средство воздействия на продольные кромки трубной заготовки выполнено в виде расположенного на предусмотренных цилиндрических боковых шейках верхнего шовонаправляющего валка и установленного на подшипниках качения с возможностью поворота от гидроцилиндра вокруг шеек валка корпуса, внутри которого на осях смонтированы шовонаправляющие ролики, а в его верхней части установлен сварочный узел, снабженный механизмом продольной настройки с фиксатором, под который в корпусе выполнено горизонтальное отверстие.
Такое конструктивное выполнение устройства для формовки и сварки продольных швов труб позволит повысить качество сварки труб из нержавеющих сталей и обеспечить возможность сварки их как дуговым, так и лазерным методами сварки, а также уменьшить габариты, металлоемкость и повысить его надежность.
Это достигается за счет выполнения средства воздействия на продольные кромки трубной заготовки в виде корпуса, который вместе с размещенными на нем направляющими роликами и сварочным узлом сбазированы относительно вертикальной плоскости стыка трубной заготовки в процессе изготовления устройства. Это исключает необходимость подстройки устройства в процессе производства сварных труб, обеспечивает стабильное положение продольных кромок в процессе изготовления сварных труб, а следовательно, позволит повысить качество сварных швов.
Размещение корпуса на шейках верхнего шовонаправляющего валка, а внутри этого корпуса шовонаправляющих роликов, которые только удерживают и направляют продольные кромки от поперечного перемещения, позволило уменьшить габариты и металлоемкость, упростить конструкцию и повысить надежность устройства в целом.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
на фиг.1 - изображено устройство для формовки и сварки продольных швов труб;
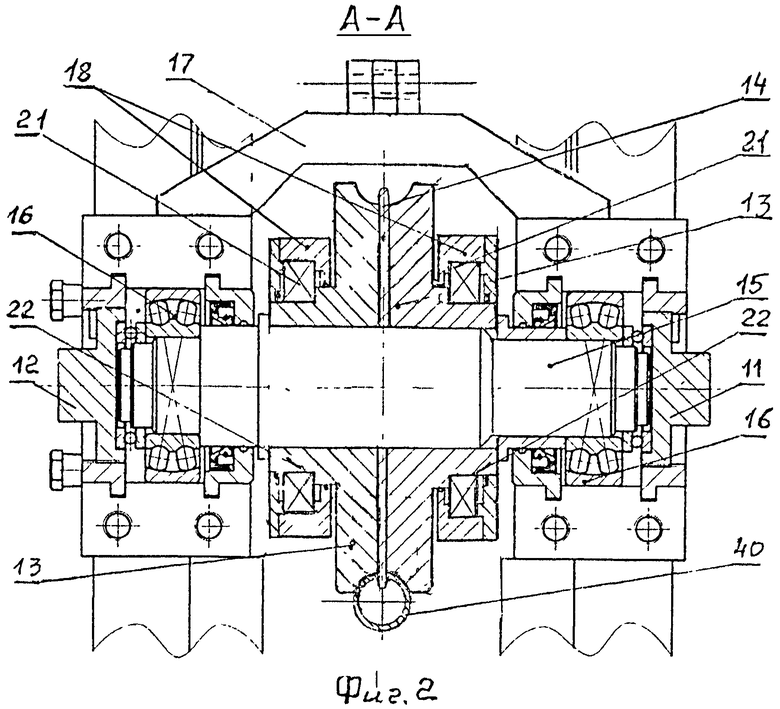
на фиг.2 - разрез А-А на фиг.1;
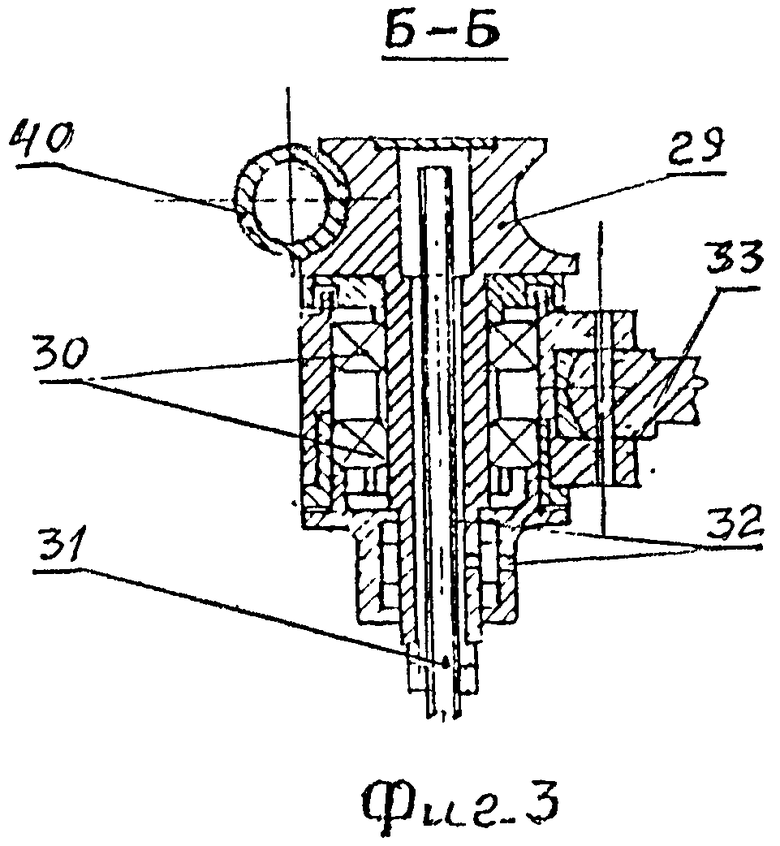
на фиг.3 - разрез Б-Б на фиг.1;
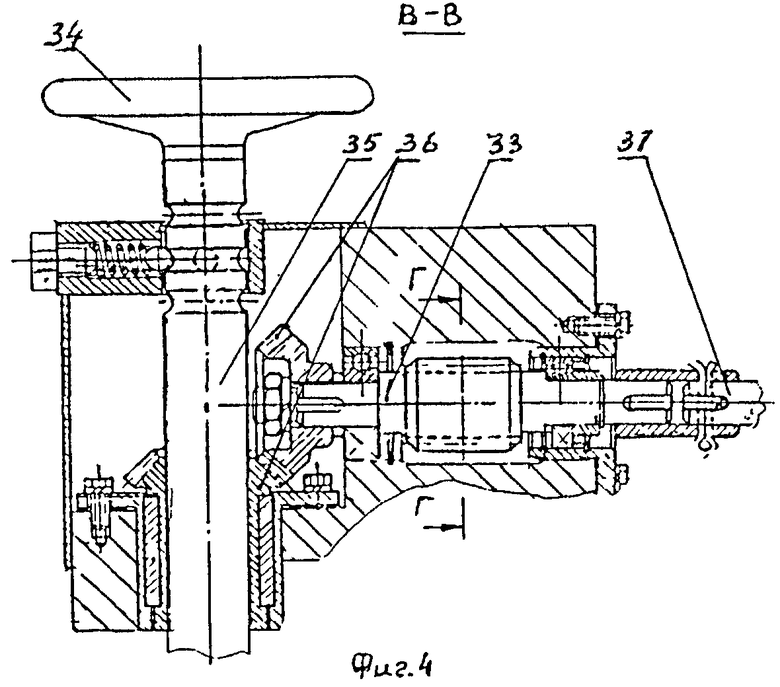
на фиг.4 - разрез В-В на фиг.1;
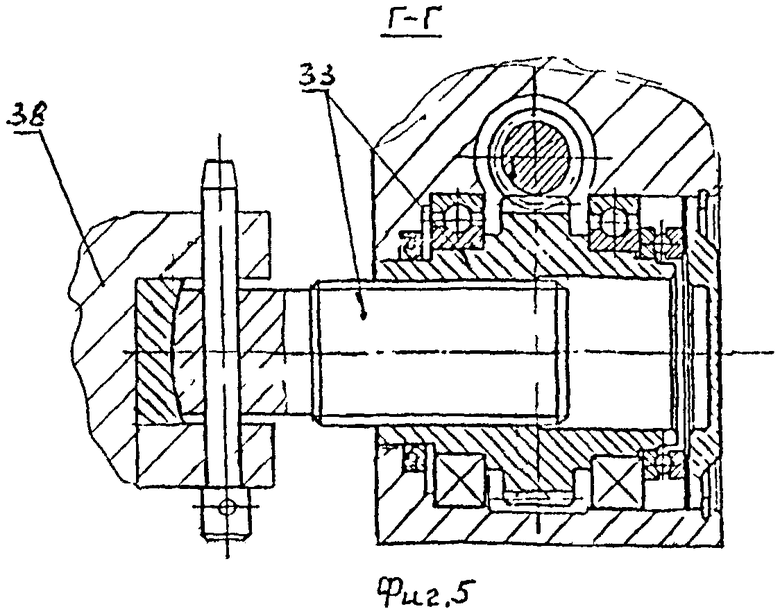
на фиг.5 - разрез Г-Г на фиг.4;
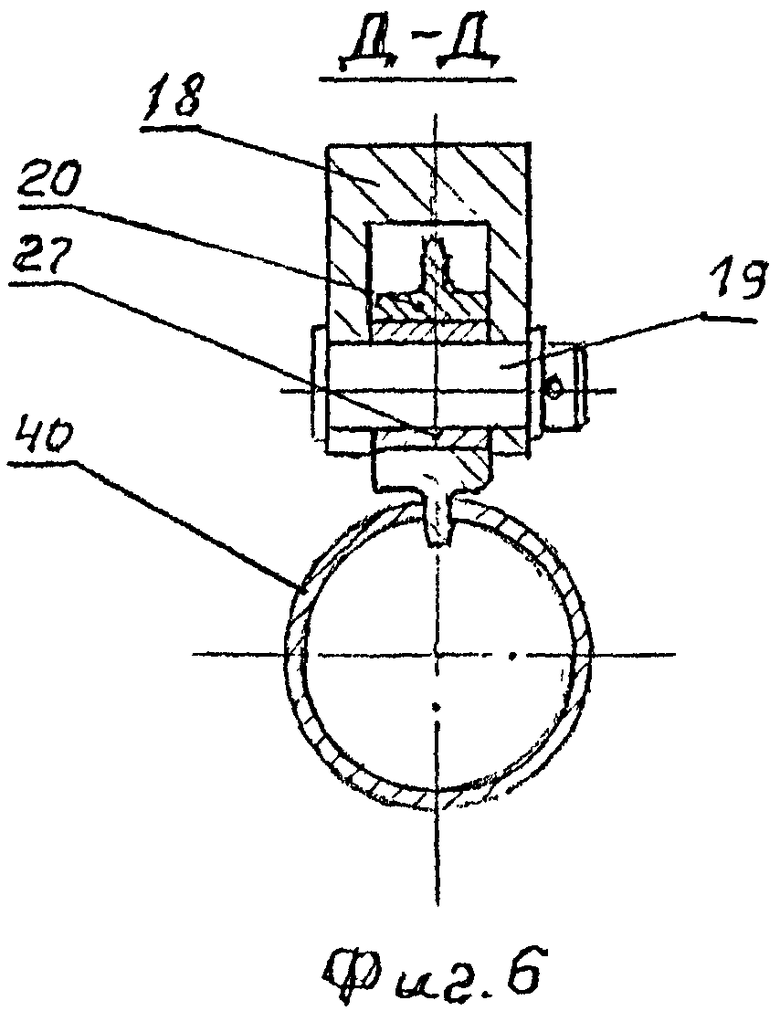
на фиг.6 - разрез Д-Д на фиг.1;
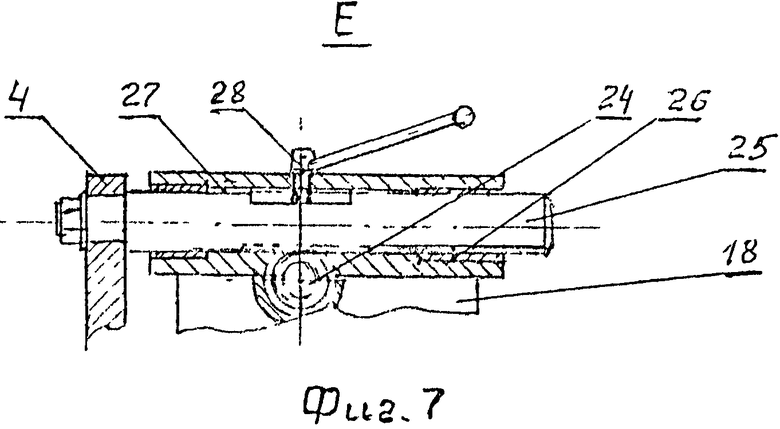
на фиг.7 - место Е на фиг.1.
Устройство для формовки и сварки продольных швов труб содержит основание 1, на котором расположены последняя клеть 2 формовочного стана, средство 3 воздействия на продольные кромки трубной заготовки, сварочный узел 4 и шовосжимающая клеть 5.
Последняя клеть 2 формовочного стана включает сварную станину 6 с горизонтальными нижним формовочным валком 7 и верхним шовонаправляющим валком 8 и винтовыми механизмами их радиальной 9, 10 и осевой 11, 12 настроек. Верхний шовонаправляющий валок 8 состоит из двух формующих половин 13 с расположенной между ними разделительной шайбой 14 и смонтирован на оси 15, установленной на подшипниках качения 16 в сварном корпусе 17.
Средство 3 воздействия на продольные кромки трубной заготовки выполнено в виде корпуса 18, внутри которого на осях 19 смонтированы шовонаправляющие ролики 20.
Корпус 18 установлен на подшипниках 21 на цилиндрических боковых шейках 22, выполненных на формующих половинах 13 верхнего шовонаправляющего валка 8 и имеет возможность поворота вокруг оси 15 от гидроцилиндра 23. В верхней части корпуса 18 установлен сварочный узел 4, снабженный механизмом продольной настройки. Механизм продольной настройки сварочного узла 4 выполнен в виде шестерни 24, зубчатой рейки 25 и втулок скольжения 26, расположен в горизонтальном отверстии 27, выполненном в верхней части корпуса 18, и имеет фиксатор 28 положения.
Шовосжимающая клеть 5 состоит из, например, трех пар вертикальных консольных валков 29, которые установлены на подшипниках качения 30 и снабжены каналами для подвода 31 и отвода 32 охлаждающей жидкости. Консольные валки 29 попарно снабжены винтовыми нажимными механизмами 33 их радиальной регулировки.
Для индивидуальной радиальной настройки вручную каждой пары консольных валков 29 предусмотрен шкив 34 с валом 35. Вал 35 через конические шестерни 36 и промежуточные валы 37 кинематически связан с винтовыми нажимными механизмами 33 и корпусами 38 консольных валков 29.
На сварочном узле 4 для осуществления дуговой или лазерной сварки в защитной среде предусмотрен кожух 39.
Устройство для формовки и сварки продольных швов труб работает следующим образом.
В исходном положении посредством механизмов радиальной 9, 10, 33 и осевой 11, 12 настроек валки последней клети 2 формовочного стана и шовосжимающей клети 5 устанавливаются в горизонтальных и вертикальных плоскостях в соответствии с калибровкой свариваемого типоразмера цилиндрической трубы 40.
Сварочный узел 4 гидроцилиндром 23 опускается, а с помощью средства воздействия на продольные кромки трубной заготовки устанавливается по оси трубы 40 в рабочее технологическое положение.
В кожух 39 подается защитный газ и осуществляется сварка продольного шва. Шовонаправляющие ролики 20 надежно удерживают в одной вертикальной плоскости, проходящей через ось трубной заготовки, и правильно направляют продольные кромки в валки шовосжимающей клети 5.
При необходимости технического обслуживания, защитный газ отключается, трубоэлектросварочный агрегат останавливается, включается гидроцилиндр 23 для подъема сварочного средства 4 вместе с кожухом 39 в удобное для работы оператора положение.
Такое конструктивное выполнение устройства для формовки и сварки продольных швов труб позволит повысить качество сварки труб из нержавеющих сталей и обеспечить возможность сварки их как дуговым, так и лазерным методами сварки, а также уменьшить габариты, металлоемкость и повысить его надежность.
| название | год | авторы | номер документа |
|---|---|---|---|
| Трубоформовочный стан | 1980 |
|
SU893282A1 |
| Способ производства электросварных прямошовных труб | 2023 |
|
RU2827008C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2022 |
|
RU2791999C1 |
| Сварочный узел стана для изготовления сварных прямошовных труб | 1980 |
|
SU902889A2 |
| СПОСОБ И СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2013 |
|
RU2546951C2 |
| Способ изготовления электросварных прямошовных труб | 1990 |
|
SU1799650A1 |
| Трубосварочный агрегат | 1978 |
|
SU667269A1 |
| Способ производства прямошовных труб диаметром от 10 до 530 мм на непрерывных трубоэлектросварочных агрегатах | 2018 |
|
RU2677558C1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ | 2017 |
|
RU2667272C1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2012 |
|
RU2504449C1 |
Изобретение относится к устройству для формовки и сварки сварных продольных швов труб, преимущественно тонкостенных труб малого диаметра из нержавеющих сталей. На основании (1) устройства расположены последняя клеть (2) формовочного стана с горизонтальными нижним формовочным валком и верхним шовонаправляющим валком, механизмы радиальной и осевой настройки валков, средство (3) воздействия на продольные кромки трубной заготовки, сварочный узел (4) и шовосжимающая клеть (5). Средство (3) воздействия на продольные кромки трубной заготовки выполнено в виде расположенного на предусмотренных цилиндрических боковых шейках верхнего шовонаправляющего валка (8) и установленного на подшипниках качения с возможностью поворота от гидроцилиндра вокруг шеек валка корпуса. Внутри корпуса на осях смонтированы шовонаправляющие ролики, а в его верхней части установлен сварочный узел (4), снабженный механизмом продольной настройки с фиксатором. В верхней части корпуса выполнено горизонтальное отверстие, в котором расположен механизм продольной настройки сварочного узла с фиксатором положения. Такое конструктивное выполнение устройства позволит повысить качество сварки труб и обеспечить возможность сварки их как дуговым, так и лазерным методами, а также уменьшить габариты, металлоемкость и повысить его надежность. 7 ил.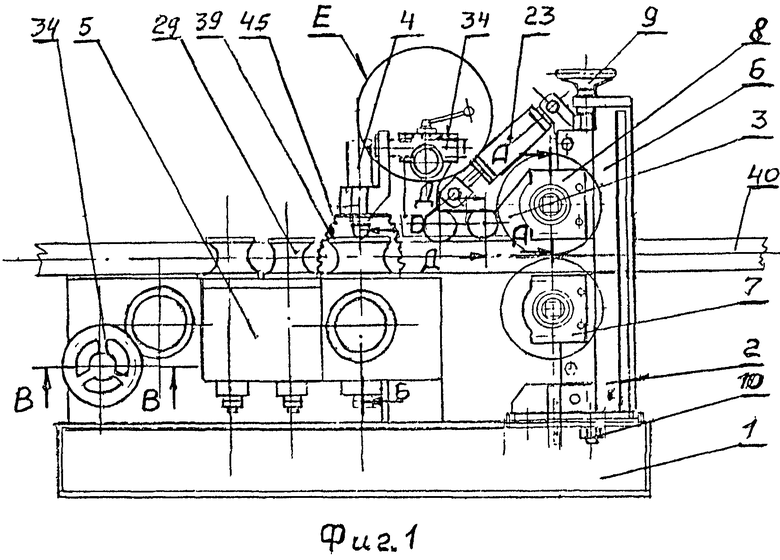
Устройство для формовки и сварки продольных швов труб, содержащее основание, на котором расположены последняя клеть формовочного стана с горизонтальными нижним формовочным валком и верхним шовонаправляющим валком, механизмы радиальной и осевой настройки валков, средство воздействия на продольные кромки трубной заготовки, сварочный узел и шовосжимающую клеть, отличающееся тем, что средство воздействия на продольные кромки трубной заготовки выполнено в виде расположенного на предусмотренных цилиндрических боковых шейках верхнего шовонаправляющего валка и установленного на подшипниках качения с возможностью поворота от гидроцилиндра вокруг шеек валка корпуса, внутри которого на осях смонтированы шовонаправляющие ролики, а в его верхней части установлен сварочный узел, снабженный механизмом продольной настройки с фиксатором, под который в корпусе выполнено горизонтальное отверстие.
| УСТРОЙСТВО для НЕПРЕРЫВНОЙ ФОРМОВКИ и СВАРКИ ПРОДОЛЬНЫХ швов СТАЛЬНЫХ ТРУБ | 0 |
|
SU301896A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1996 |
|
RU2119836C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ, ПОЛУЧАЕМЫХ КОНТАКТНОЙ СВАРКОЙ СОПРОТИВЛЕНИЕМ | 2006 |
|
RU2414315C2 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ДВУХШОВНЫХ ТРУБ | 2005 |
|
RU2296024C2 |
| JP 630002519 А, 07.01.1988 | |||
| US 6495792 А, 17.12.2002 | |||
| US 4827099 А1, 02.05.1989. | |||

