При увеличении угла наклона у образующей конической поверхности выступов 8 верхнего валка 1 со стороны рабочей поверхности конусного участка б к его образуюц1,ей наблюдается разнополочность профилей из-за недостаточного центрирования его в калибру а следовательно, смещения и переформовки его элементов. В то же время при угле наклона образующей конической поверхности выступа 8 менее 100° наблюдается смятие кромок профиля.
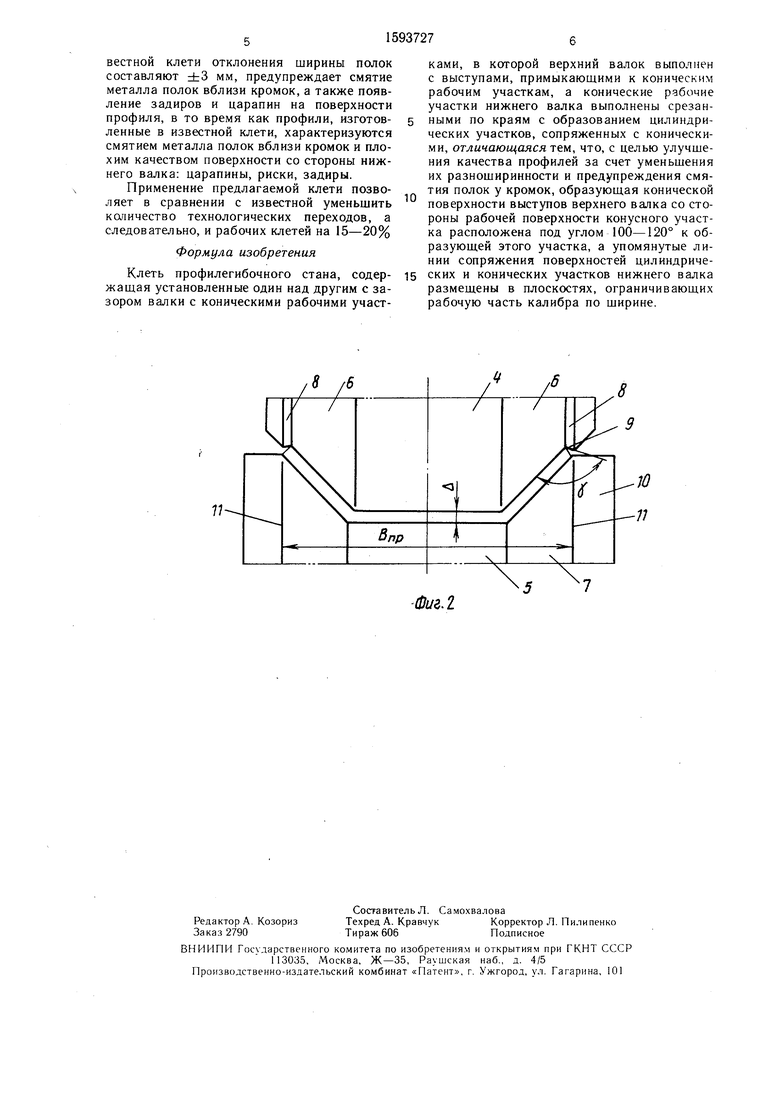
На нижнем валке 2 конические рабочие участки 7 выполняют срезанными по краям с образованием цилиндрических участков 10, причем линии сопряжения поверхностей цилиндрических 10 и конических 7 участков нижнего валка 2 размещают в плоскостях, ограничивающих рабочую часть калибра
по ширине Впр.
Выполнение конических рабочих участков 7 нижнего валка срезанными по краям с образованием цилиндрических участков 10 и размещением сопряжений их с коническии участками 7 в плоскостях 11, ограничи- вающих рабочую часть калибра по ширине пр, предупреждает смятие полок у кромок профиля и обеспечивает качество поверхности профиля без рисок, задиров и царапин. В результате использования предлагаемой клети профилегибочного стана изготов- лен швеллер 70X40X3 мм из стали СтЗ. Качество изготовленных профилей соответствует требованиям ГОСТа. При этом в V- VIII клетях (углы подгибки соответственно 30, 45, 60 и 75°) на верхнем валке выполнен вы ступ 9, образующая конической поверх- ности которого выполнена под углом 110° к образующей, нижний валок выполнен срезанным по краям с образованием цилиндрических участков 10.
Предлагаемая клеть профилегибочного стана в сравнении с известной обеспечивает улучшение качества профилей за счет уменьшения их разнополочности (максимальные значения по ширине полок ±0,5 мм), в то время как при изготовлении профилей в известнои клети отклонения ширины полок составляют ±3 мм, предупреждает смятие металла полок вблизи кромок, а также появление задиров и царапин на поверхности профиля, в то время как профили, изготовленные в известной клети, характеризуются смятием металла полок вблизи кромок и плохим качеством поверхности со стороны нижнего валка: царапины, риски, задиры.
Применение предлагаемой клети позволяет в сравнении с известной уменьшить количество технологических переходов, а следовательно, и рабочих клетей на 15-20%
Формула изобретения
Клеть профилегибочного стана, содержащая установленные один над другим с зазором валки с коническими рабочими участ
ками, в которой верхний валок выполнен с выступами, примыкающими к коническим рабочим участкам, а конические рабочие участки нижнего валка выполнены срезанными по краям с образованием цилиндрических участков, сопряженных с коническими, отличающаяся тем, что, с целью улучшения качества профилей за счет уменьшения их разноширинности и предупреждения смятия полок у кромок, образующая конической поверхности выступов верхнего валка со стороны рабочей поверхности конусного участка расположена под углом 100-120° к образующей этого участка, а упомянутые линии сопряжения поверхностей цилиндрических и конических участков нижнего валка размещены в плоскостях, ограничивающих рабочую часть калибра по щирине.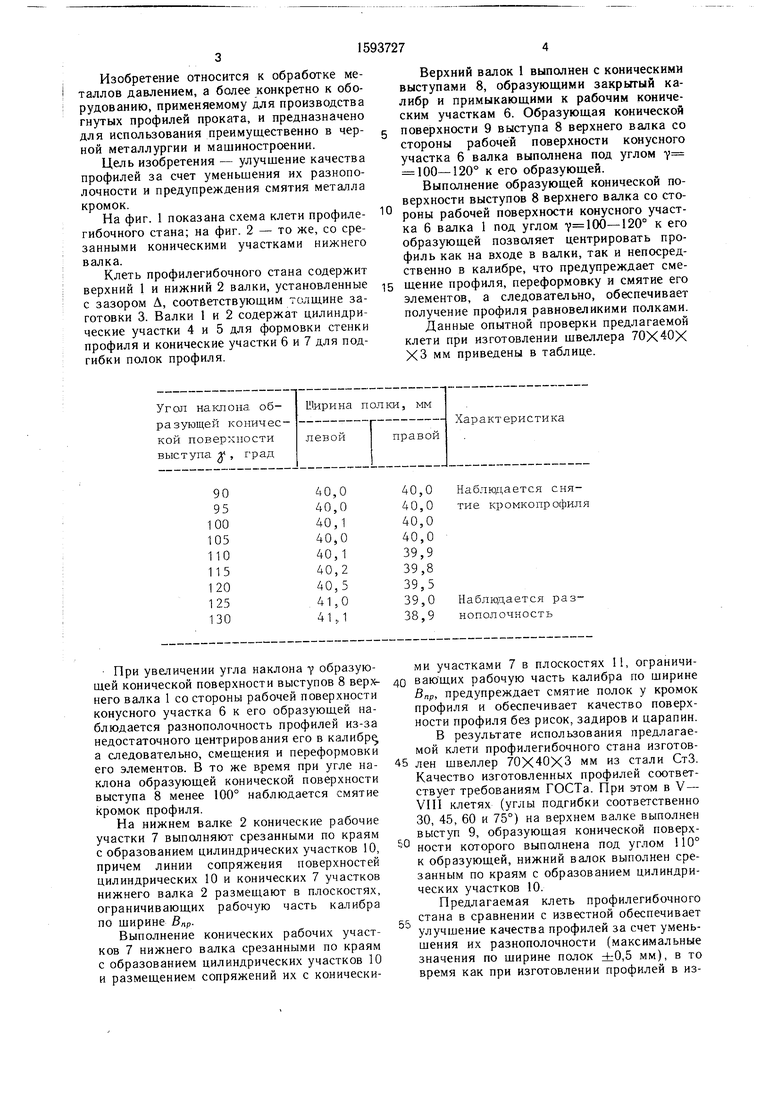
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1992 |
|
RU2015770C1 |
| Валки рабочей клети многоклетьего профилегибочного стана | 1980 |
|
SU869909A1 |
| Инструмент профилегибочного стана | 1987 |
|
SU1480921A2 |
| Валок рабочей клети профилегибочного стана | 1985 |
|
SU1303213A1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА | 1989 |
|
RU2068747C1 |
| Валок рабочей клети профилегибочного стана | 1982 |
|
SU1072949A1 |
| Клеть профилегибочного стана | 1985 |
|
SU1303212A1 |
| Инструмент профилегибочного стана | 1983 |
|
SU1176996A1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1992 |
|
RU2025164C1 |
| Профилегибочный стан | 1985 |
|
SU1296260A1 |
Изобретение относится к обработке металлов давлением, в частности к оборудованию для производства гнутых профилей проката, и предназначено для использования преимущественно в черной металлургии и машиностроении. Цель изобретения - улучшение качества профилей за счет уменьшения их разнополочности и предупреждения смятия кромок. Клеть профилегибочного стана содержит верхний 1 и нижний 2 валки, установленные с зазором, соответствующим толщине заготовки. Валки 1 и 2 содержат цилиндрические участки 4 и 5 для формовки стенки профиля и конические участки 6 и 7 для подгибки полок профилей. Верхний валок 1 выполнен с выступами 8, образующими закрытый калибр и примыкающими к рабочим коническим участкам 6. Образующая конической поверхности 9 выступа 8 выполнена под углом γ=100-120° к образующей конической поверхности участка 6. Конические рабочие участки 7 нижнего валка можно выполнять срезанными с образованием цилиндрических участков. Линии сопряжения цилиндрических и конических поверхностей нижнего валка размещают в плоскостях, ограничивающих калибр по ширине. 2 ил., 1 табл.
| Клеть профилегибочного стана | 1985 |
|
SU1303212A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
