112
Изобретение относится к обработке металлов давлением, в частности к станам для формовки гнутых профилей проката.
Цель изобретения - улучшение геометрии профилей и повышение производительности.
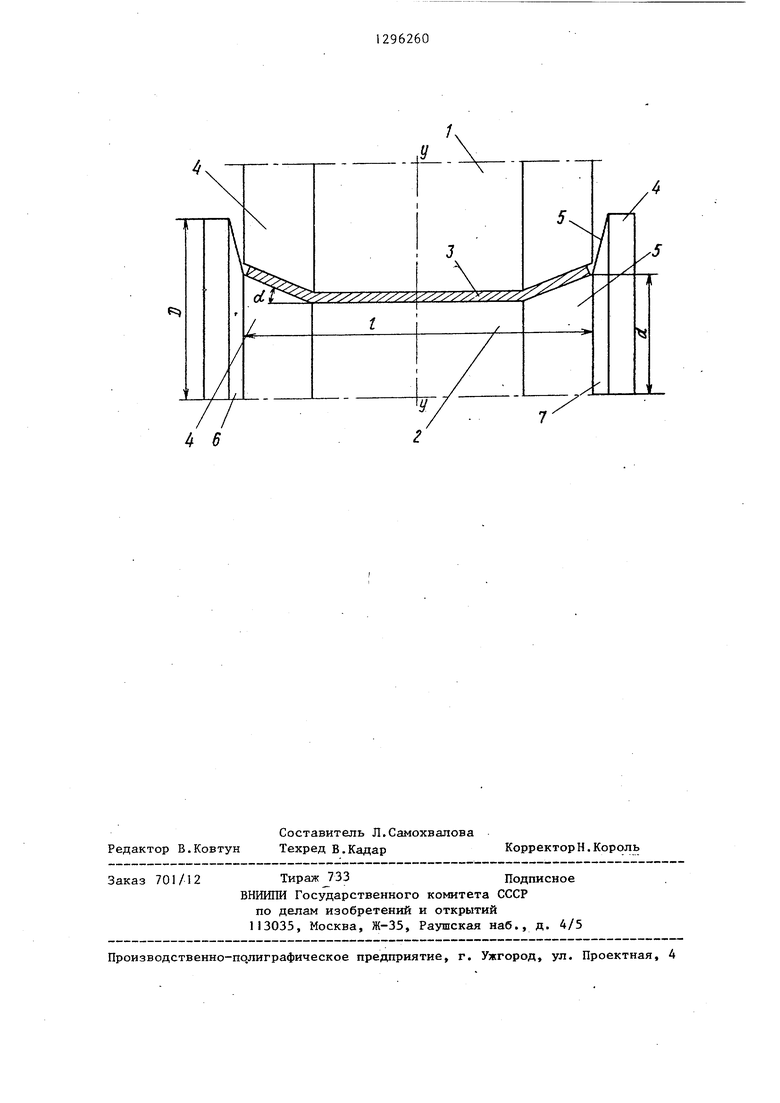
На чертеже показаны валки черновой клети профилегибочного стана для формовки равнополочных швеллеров,
Верхний 1 и нижний 2 валки установлены один над другим, образуя рабочий ручей, в каждом формуется полоса 3.
Валки 1 и 2 вьтолнены с конусными участками 4 и 5 для подгибки полок швеллера 3, а валок 2-е дополнительными конусными участками 6 и 7, примыкающими к рабочему ручью, диаметр которых (D) больше максимального диаметра d рабочей части этого валка. Угол наклона (Ь образующей дополнительных конусных участков в черновых клетях возрастает с увеличением суммарного угла подгибки полок швеллера.
При заходе в зазор между валками 1 и 2 формуемой полосы 3, горизонтальная проекция максимальной ширины которой (т.е. ширины с учетом плюсового допуска, принимаемого обычно + 1 мм) равна минимальному расстоянию 1 меяоду коническими поверхностями буртов 6 и 7 (или длине рабочей части бочки нижнего валка)., эта полоса центрируется симметрично относительно средней линии калибра, совпадающей с продольной осью стана. Если же заготовка имеет серповидность (т.е. искривление в горизонтальной плоскости), то при заходе в калибр такой полосы одна из ее кромок, смещенная от оси уу в сторону одной из конических поверхностей буртов, соприкасается с нею и в результате действия реактивной силы от этой поверхности смещается в обратную сторону, т.е. полоса центрируется.
Величина угла определяется в каждой черновой клети по зависимости
/3 об + k (1 3 - п) ,
где об - угол наклона образующей конических участков для подгибки полок профиля п клети; п - порядковый номер клети. Так как для швеллеров закрытые нижним валком калибры вьшолняются только в первых трех формуюш 1Х клетях стана, где величина oi изменяется от 8 - 50° (I клеть) до 30 - 34° (III клеть), то величина /3, определенная по вьш1еприведенной ти. до
находится 80 - 84°.
зависимос- пределах от 68 - 70
Изобретение позволяет улучшить качество гнутых профилей и повьш1ает производительность.
Формула изобретения
Профи легибочный стан, преимущественно для формовки швеллеров, содержащий ряд клетей с установленными один над другим валками, вьшолненны- ми с конусными рабочими участками, при этом нижние валки содержат дополнительные конусные участки, примыкающие к рабочим конусным участкам, отличающийся тем, что, с целью улучшения геометрии профилей и повышения производительности, дополнительные конусные участки нижних валков в черновых клетях выполнены с углом наклона образующей, увеличивающимся от первой черновой клети к последней в соответствии с зависимостью
/i 0 + k(I3 - n),
где с6 - угол наклона образующей рабочих конических участков в п-ой клети, град.
п - порядковый номер клети.
k 5°.
4 6
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1996 |
|
RU2096099C1 |
| ВАЛКИ ПЕРЕДНИХ КЛЕТЕЙ ПРОФИЛЕГИБОЧНОГО СТАНА И СПОСОБ ФОРМОВКИ ПРОФИЛЯ В ТЕХНОЛОГИЧЕСКОМ ПЕРЕХОДЕ ДЛЯ ИЗГОТОВЛЕНИЯ ШИНЫ КАРНИЗА | 2006 |
|
RU2317872C1 |
| Профилегибочный стан для изготовления неравнополочных профилей | 1987 |
|
SU1459760A1 |
| Валок рабочей клети профилегибочного стана | 1982 |
|
SU1072949A1 |
| Валок рабочей клетки профилегибочного стана | 1982 |
|
SU1077680A1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1992 |
|
RU2025164C1 |
| Валок рабочей клети профилегибочного стана | 1985 |
|
SU1303213A1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА НЕРАВНОПОЛОЧНЫХ ГНУТЫХ ШВЕЛЛЕРНЫХ ПРОФИЛЕЙ | 1992 |
|
RU2040993C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СОРТОВОГО СТАНА | 2008 |
|
RU2375136C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1992 |
|
RU2015770C1 |
Изобретение относится к обработке металлов давлением, в частности к профилегибочным станам для изготовления гнутых профилей проката, преимущественно швеллеров. Целью изобретения является улучшение геометрии профилей и повьшгение произйодитель- ности. Профилегибочный стан содержит рыд клетей с установленными один над другим валками. Нижние валки черновых клетей выполнены с буртами, имеющими внутреннюю поверхность конической формы. Угол наклона конической поверхности от горизонтали выполнен увеличиваняцимся от первой черновой клети к последней черновой клети. Величина этого угла определяется по расчетной зависимости. 1 ил. с е (Л с
Редактор В.Ковтун
Составитель Л.Самохвалова Техред В.Кадар
Заказ 701/12
Тираж J733Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-по.лиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор Н.Король
| Б.П.Бахтинов и М.М.Штернов,Калибровка прокатных станов | |||
| И.: Метал- лургиздат, J953, с | |||
| Приспособление для останова мюля Dobson аnd Barlow при отработке съема | 1919 |
|
SU108A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Способ приготовления искусственной массы из продуктов конденсации фенолов с альдегидами | 1920 |
|
SU360A1 |
