Изобретение относится к обработке металлов давлением и может быть использовано при автоматизации штамповочных процессов.
Цель изобретения - расширение технологических возможностей за счет обеспечения гарантированного необходимого цикла перемещения каретки.
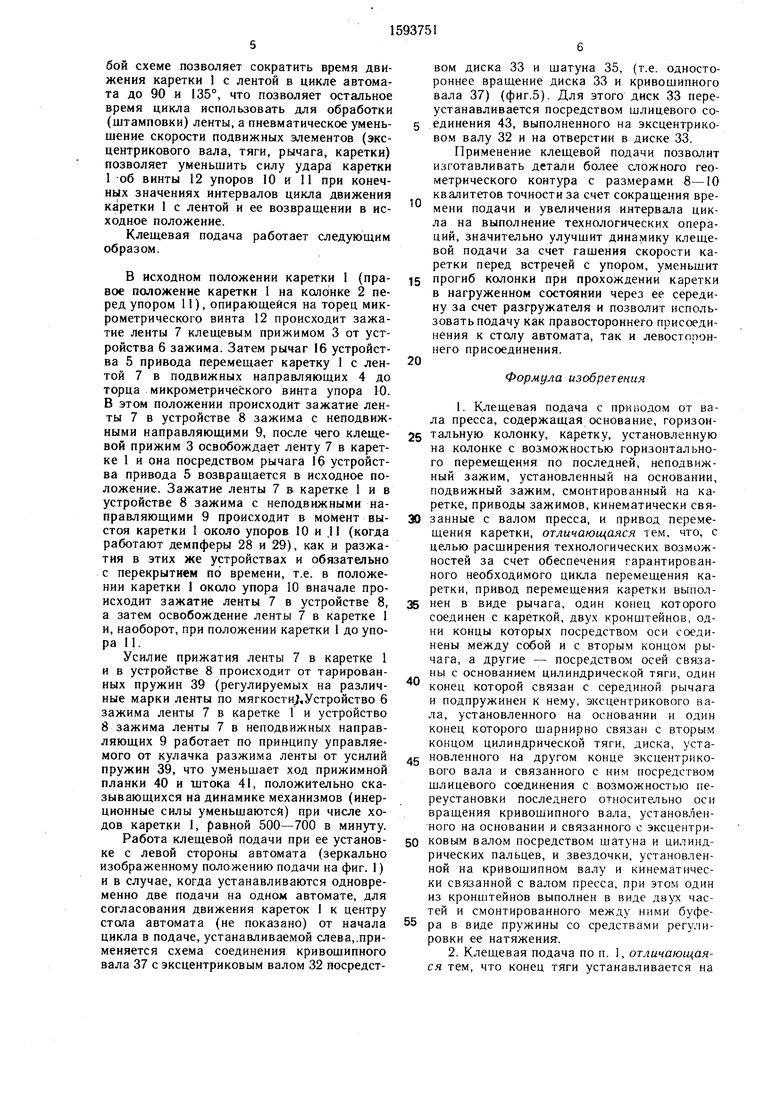
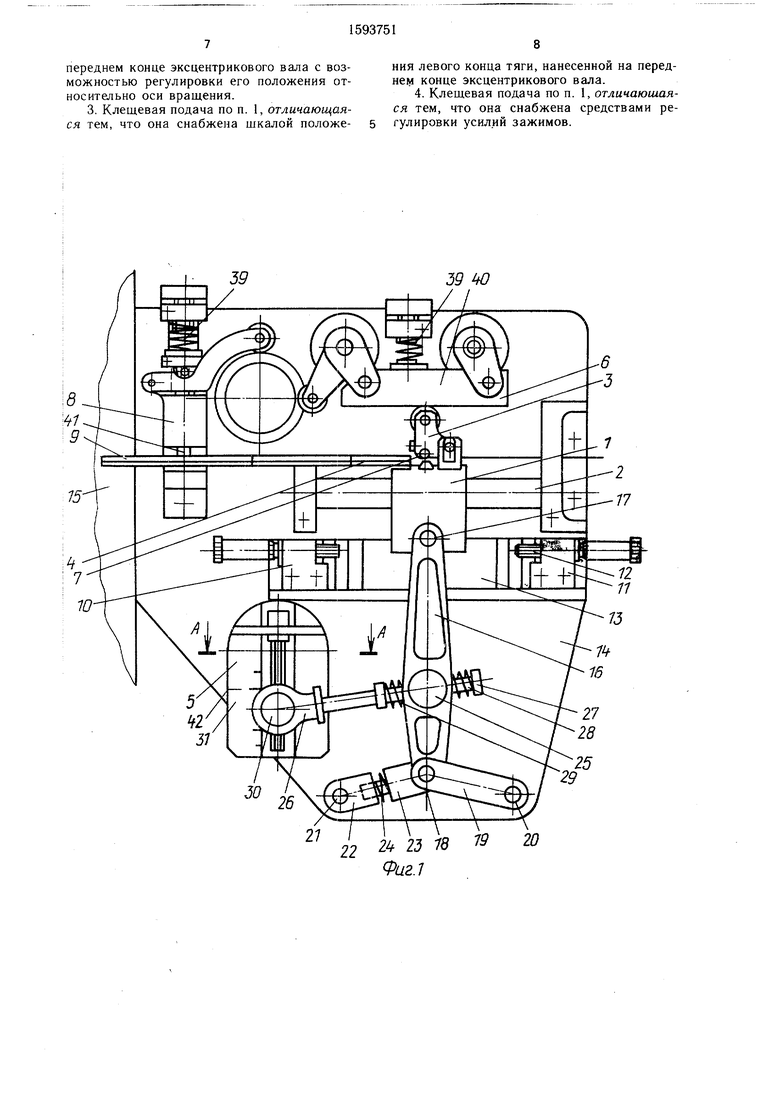
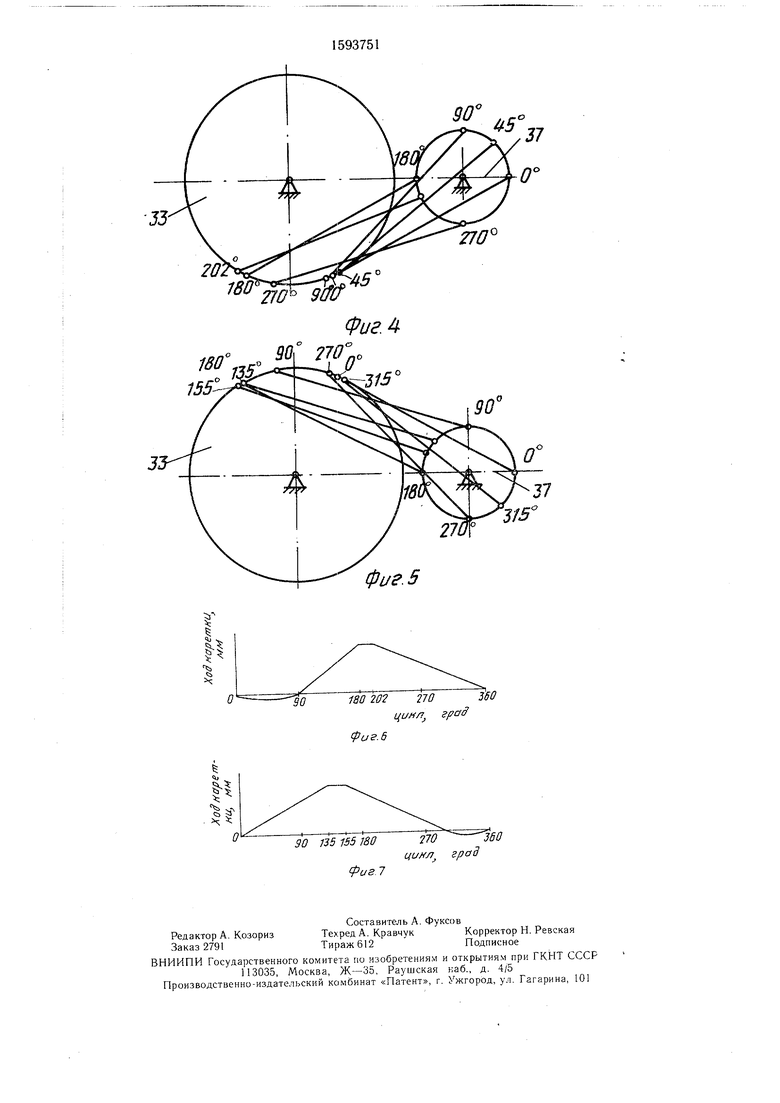
На фиг. 1 показана клещевая подача, общий вид; на фиг.2 - сечение А-А на фиг.1; на фиг.З - кинематическая схема привода каретки; на фиг.4 - кинематические положения кривошипного вала, шатуна и диска эксцентрикового вала за полный цикл при встречном вращении кривошипного вала и диска; на фиг.5 - то же, при одностороннем вращении; на фиг.6 - график движения (пути) каретки при встречном вращении диска и кривошипного вала; на фиг.7 - то же, при одностороннем вращении диска и кривошипного вала.
Клещевая подача содержит подвижную каретку 1, установленную на колонке 2 на
шариковой направляющей с возможностью регулирования величины натяга шариков на колонке (не показано) с закрепленными на верхней грани качающимся клещевым прижимом 3 и подвижными направляющими 4, устройство .5 привода каретки 1, устройство 6 зажима ленты 7 в каретке 1, устройство 8 зажима ленты 7 в неподвижных направляющих 9, дискретно переустанавливаемые упоры 10 и 11 с микрометрическими винтами 12, опорной планкой 13. Все устройства установлены на отдельной плите 14, стыкуемой с торцом стала 15 универсально-гибочного автомата. Устройство 5 привода каретки 1 имеет неразрывную связь с кинематикой и приводом автомата (неразрывную кинематическую цепь с центральной шестерней автомата).
Устройство 5 привода устанавливается ниже каретки 1 на плите 14 и состоит из рычага 16, верхним концом посредством оси 17 соединенного с кареткой I, а нижним концом посредством оси 18 соединенного с
СП
со
О)
сд
периодически качающимися кронштейнами 19, установленными справа и слева от рычага 16 на осях 20 и 21 на плите 14, причем левый кронштейн выполнен составным из двух частей 22 и 23 с возможностью относительного перемещения вдоль общей продольной оси и встроенным буфером 24 между составными частями 22 и 23, выполненным в виде пружины с возможностью менять свою жесткость посредством регулировки (не показано). Буфер 24 принимает на себя часть нагрузки от усилия зажатия I ленты клещевым прижимом 3 при, прохож- ;дении каретки 1 через середину колонки 2. ; Усилие зажатия подаваемой ленты в каретке 1 клещевым прижимом при ее протяжке через правильное устройство (не показано) зависит от толщины и ширины подаваемой ленты и ее марки и может составлять значительную величину, вызывая тем самым погиб колонки 2 в ее середине при прохождении каретки 1, что значительно влияет на точность перемещения ленты - на точность подачи.
Посредине рычага 16 через ось 25 установлена цилиндрическая тяга 26, правым концом 27 с противоположных сторон подпружиненная пружинными демпферами 28 и 29 относительно оси 25. Левый конец тяги 26 закреплен посредством шарнира 30 (с возможностью регулировки относительно оси качания) на переднем конце 31 эксцентрикового вала 32, установленного на плите 14. На противоположном конце эксцентрикового вала, 32 закреплен диск 33, соединен- посредством цилиндрического пальца 34, шатуна 35, пальца 36 с кривошипным ва- ;лом 37, установленным на плите 14 и посредством звездочки 38 кинематически связанным с центральной шестерней автомата. На переднем конце 31 эксцентрикового вала 32 нанесена шкала 42 положения левого конца тяги 26, соответствующая ходу каретки 1.
Привод клещевой подачи работает следующим образом. Вращение от центральной шестерни автомата (не показано) через цепную передачу передается на звез- дочку 38, закрепленную на кривошипном валу 37, которая, вращая кривошипный вал 37, вращает через палец 36 один конец шатуна 35, совершающего за один цикл работы автомата один оборот (360°). Второй конец шатуна 35, закрепленный посредством пальца 34 на диск 33, совершает вместе с диском 33 колебательное движение, одновременно колебая эксцентриковый вал 32 с закрепленной на переднем его конце 31 посредством шарнира 30 тягой 26, которая через рычаг 16 приводит в возвратно-поступательное движение каретку 1 на калонке 2.
Причем соединение кривошипа 37 с эксцентриковым валом 32 с диском 33 посредством шатуна 35 может быть осуществлено
по двум схемам (двумя способами), изображенным на фиг. 4 и 5. Вращение кривошипа 37 происходит против часовой стре.п- ки (начало отсчета цикла в градусах от
5 О до 360°), а вращение диска 33 с эксцентриковым валом 32 происходит соответственно градусами цикла против часовой стрелки (согласованно в одну сторону) от .45 до 202°, кривощип 37 и диск 33 вращаются
Q рассогласованно и от 202 до 360° согласованно (фиг.4). Угол поворота (качания) диска 33 с эксцентриковым валом 32 в интервале цикла от О до 90° составляет незначительную величину (фиг.4) и это соответствует перемещению каретки 1 на величину, рав5 ную амплитуде кривой (фиг.6).
Малое значение амплитуды в этом интервале (в сравнении с амплитудой в интервале цикла от 90 до 202°) позволяет использовать эту часть цикла на работу демпQ фера (пружины) 28. В интервале цикла от 90 до 180° происходит на наибольший угол поворот диска 33 с эксцентриковым валом 32, т.е. за 90°- цикла каретка 1 совершает движение в одну сторону (этот интервал цикла используется для движения ленты). По5 ворот диска 33 в интервале от 180 до 202° хотя и продолжается, но составляет незначительную величину и также используется для работы демпфера 29 (пружины). Это значит, что каретка 1, дойдя до упора 10, останавливается, а тяга 26 с эксцентрико0 вым валом 32 продолжает движение до 202° цикла (т.е. до мертвой точки), при этом происходит уменьщение скорости вращения эксцентрикового вала, а следовататьно, и сила удара на упор снижается. От 202 до 360° цикла происходит согласованное дви- ,
5 жение кривощипа 37 и диска 33, а это время цикла, равное 158°, каретка 1 возвращается в исходное положение.
По второй схеме соединения кривошипа 37 с эксцентриковым валом 32с диском 33 (фиг.5) вращение их происходит от О до 155° согласованно, от 155 до 315° рассогласованно и от 315 до 360° согласованно (вращение, рассматривается относительно их собственных осей). От О до 135° цикла
5 происходит движение каретки 1 вперед (это время цикла может быть использовано при движении ленты). Угол поворота диска от 135 до 155° (мертвой точки) незначителен и он может быть использован для работы демпфера (пружины), причем скорость вра0 щения диска 33 уменьшается, а 1:У1едователь- но, и сила удара на упор снижается. От 155 до 360° происходит вращение каретки 1 в исходное положение (время цикла, идущее на обработку ленты). На фиг.7 изображен график пути каретки I за один пол5 ный цикл.
Привод каретки 1 в возвратно-поступательное движение от кривошипа 37 через шатун 35 на эксцентриковый вал 32 по любой схеме позволяет сократить время движения каретки 1 с лентой в цикле автомата до 90 и 135°, что позволяет остальное время цикла использовать для обработки (штамповки) ленты, а пневматическое уменьшение скорости подвижных элементов (эксцентрикового вала, тяги, рычага, каретки) позволяет уменьшить силу удара каретки 1 об винты 12 упоров 10 и 11 при конечных значениях интервалов цикла движения каретки 1 с лентой и ее возвращении в исходное положение.
Клешевая подача работает следующим образом.
В исходном положении каретки 1 (правое положение каретки 1 на колонке 2 перед упором 11), опирающейся на торец микрометрического винта 12 происходит зажатие ленты 7 клещевым прижимом 3 от устройства 6 зажима. Затем рычаг 16 устройства 5 привода перемещает каретку 1 с лентой 7 в подвижных направляющих 4 до торца микрометрического винта упора Ю. В этом положении происходит зажатие ленты 7 в устройстве 8 зажима с неподвижными направляющими 9, после чего клещевой прижим 3 освобождает ленту 7 в каретке 1 и она посредством рычага 16 устройства привода 5 возвращается в исходное положение. Зажатие ленты 7 в каретке 1 и в устройстве 8 зажима с неподвижными направляющими 9 происходит в момент вы- стоя каретки 1 около упоров 10 и ,11 (когда работают демпферы 28 и 29), как и разжатия в этих же устройствах и обязательно с перекрытием по времени, т.е. в положении каретки 1 около упора 10 вначале происходит зажатие ленты 7 в устройстве 8, а затем освобождение ленты 7 в каретке 1 и, наоборот, при положении каретки 1 до упора И.
Усилие прижатия ленты 7 в каретке 1 и в устройстве 8 происходит от тарированных пружин 39 (регулируемых на различные марки ленты по мягкости.Устройство 6 зажима ленты 7 в каретке Г и устройство 8 зажима ленты 7 в неподвижных направляющих 9 работает по принципу управляемого от кулачка разжима ленты от усилий пружин 39, что уменьшает ход прижимной планки 40 и штока 41, положительно сказывающихся на динамике механизмов (инерционные силы уменьшаются) при числе ходов каретки 1, равной 500-700 в минуту.
Работа клещевой подачи при ее установке с левой стороны автомата (зеркально изображенному положению подачи на фиг. 1) и в случае, когда устанавливаются одновременно две подачи на одном автомате, для согласования движения кареток 1 к центру стола автомата (не показано) от начала цикла в подаче, устанавливаемой слева,,применяется схема соединения кривощипного вала 37 с эксцентриковым валом 32 посредством диска 33 и шатуна 35, (т.е. одностороннее вращение диска 33 и кривошипного вала 37) (фиг.5). Для этого диск 33 переустанавливается посредством шлицевого со- 5 единения 43, выполненного на эксцентриковом валу 32 и на отверстии в диске 33.
Применение клещевой подачи позволит изготавливать детали более сложного геометрического контура с размерами 8-10 квалитетов точности за счет сокращения времени подачи и увеличения интервала цикла на выполнение технологических операций, значительно улучшит динамику клещевой подачи за счет гашения скорости каретки перед встречей с упором, уменьшит
5 прогиб колонки при прохождении каретки в нагруженном состоянии через ее середину за счет разгружателя и позволит использовать подачу как правостороннего присоединения к столу автомата, так и левостороннего присоединения.
0
Формула изобретения
1. Клещевая подача с приводом от вала пресса, содержащая основание, горизон5 тальную колонку, каретку, установленную на колонке с возможностью горизонтального перемещения по последней, неподвижный зажим, установленный на основании, подвижный зажим, смонтированный на каретке, приводы зажимов, кинематически свя0 занные с валом пресса, и привод перемещения каретки, отличающаяся тем, что, с целью расщирения технологических возможностей за счет обеспечения гарантированного необходимого цикла перемещения каретки, привод перемещения каретки выпол5 нен в виде рычага, один конец которого соединен с кареткой, двух кронштейнов, одни концы которых посредством оси соединены между и с вторым концом рычага, а другие - посредством осей связа- ны с основанием цилиндрической тяги, один
конец которой связан с серединой рычага и подпружинен к нему, эксцентрикового вала, установленного на основании и один конец которого шарнирно связан с вторым концом цилиндрической тяги, диска, устаg новленного на другом конце эксцентрикового вала и связанного с ним посредством шлицевого соединения с возможностью переустановки последнего относительно оси вращения кривошипного вала, установленного на основании и связанного с эксцентри0 ковым валом посредством шатуна и цилиндрических пальцев, и звездочки, установленной на кривошипном валу и кинематически связанной с валом пресса, при этом один из кронштейнов выполнен в виде двух частей и смонтированного между ними буфе- 5 ра в виде пружины со средствами регулировки ее натяжения.
2. Клешевая подача по п. 1, отличающаяся тем, что конец тяги устанавливается на
переднем конце эксцентрикового вала с возможностью регулировки его положения относительно оси вращения.
3. Клещевая подача по п. 1, отличающаяся тем, что она снабжена шкалой положения левого конца тяги, нанесенной на переднем конце эксцентрикового вала.
4. Клещевая подача по п. 1, отличаюшая- ся тем, что она снабжена средствами регулировки усилий зажимов.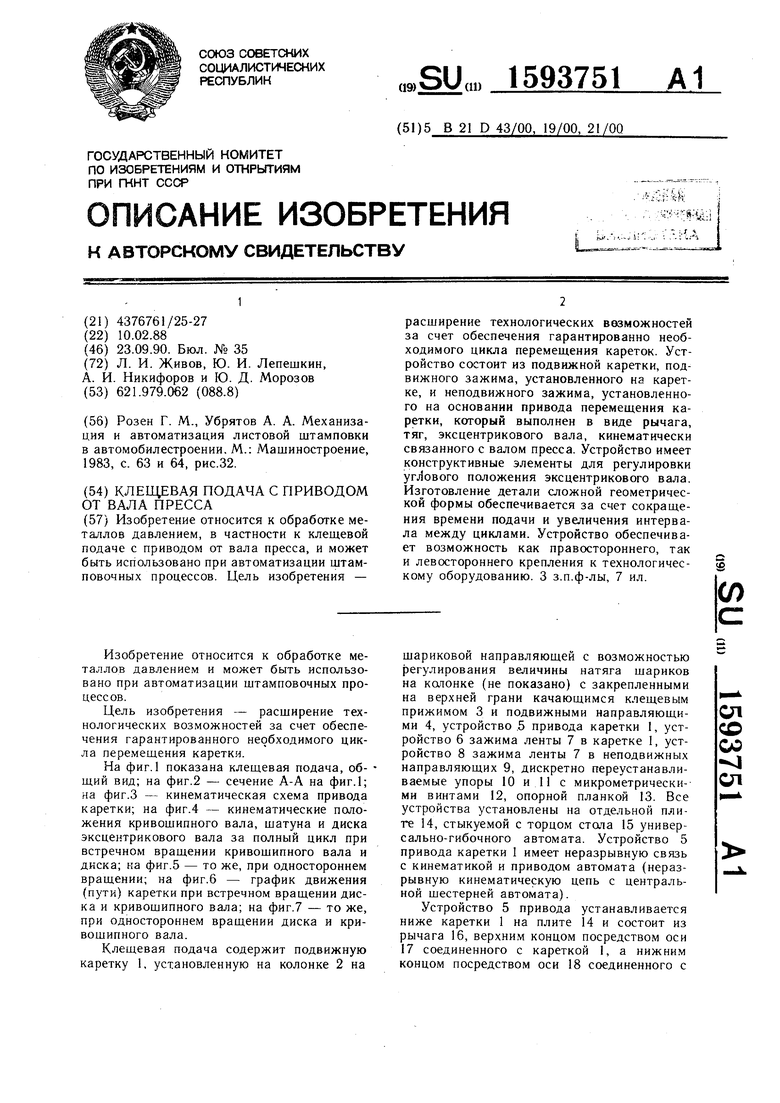

| название | год | авторы | номер документа |
|---|---|---|---|
| Клещевая подача для универсально-гибочных автоматов с приводом от центральной шестерни | 1987 |
|
SU1547916A1 |
| Автомат для изготовления волнистых пружинных шайб | 1977 |
|
SU657896A1 |
| Проволочно-гвоздильный автомат | 1977 |
|
SU766716A1 |
| Устройство для подачи длинномерного материала в зону обработки | 1990 |
|
SU1731372A1 |
| Цепевязальный автомат | 1990 |
|
SU1776198A3 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТРУБ | 1990 |
|
RU2019345C1 |
| Автомат для резки труб | 1982 |
|
SU1041270A1 |
| Автомат для изготовления изделий из проволоки | 1980 |
|
SU917890A1 |
| Автомат для изготовления гвоздей | 1979 |
|
SU1039625A1 |
Изобретение относится к обработке металлов давлением, в частности к клещевой подаче с приводом от вала пресса, и может быть использовано при автоматизации штамповочных процессов. Цель изобретения - расширение технологических возможностей за счет обеспечения гарантированно необходимого цикла перемещения кареток. Устройство состоит из подвижной каретки, подвижного зажима, установленного на каретке, и неподвижного зажима, установленного на основании привода перемещения каретки, который выполнен в виде рычага, тяг, эксцентрикового вала, кинематически связанного с валом пресса. Устройство имеет конструктивные элементы для регулировки углового положения эксцентрикового вала. Изготовление детали сложной геометрической формы обеспечивается за счет сокращения времени подачи и увеличения интервала между циклами. Устройство обеспечивает возможность как правостороннего, так и левостороннего крепления к технологическому оборудованию. 3 з.п.ф-лы, 7 ил.
8
91 I 1 22 24 2J 18
ФигЛ
39
79
Л
20
38
Фиг. 2
ff f f f
ФигЛ
wo
155
-QQ180 202 270
цимл spaff
фиг. 6
т
90
фиг. 5
| Розен Г | |||
| М., Убрятов А | |||
| А | |||
| Механизация и автоматизация листовой штамповки в автомобилестроении | |||
| М.: Машиностроение, 1983, с | |||
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
