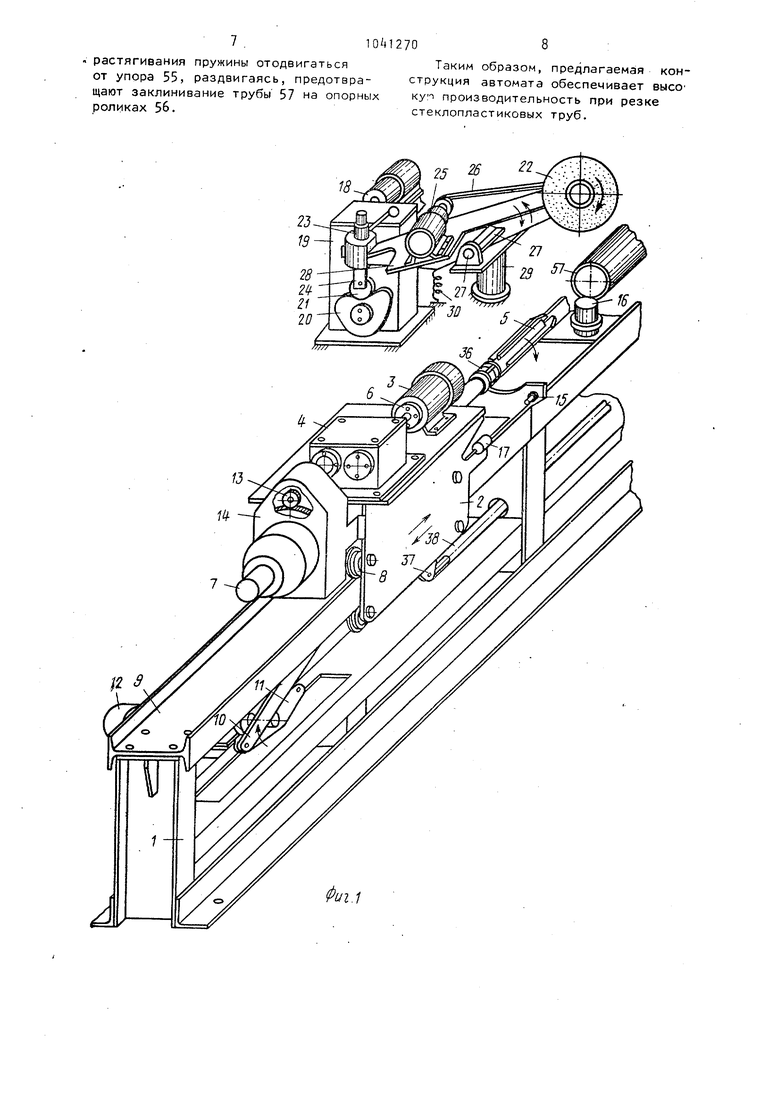
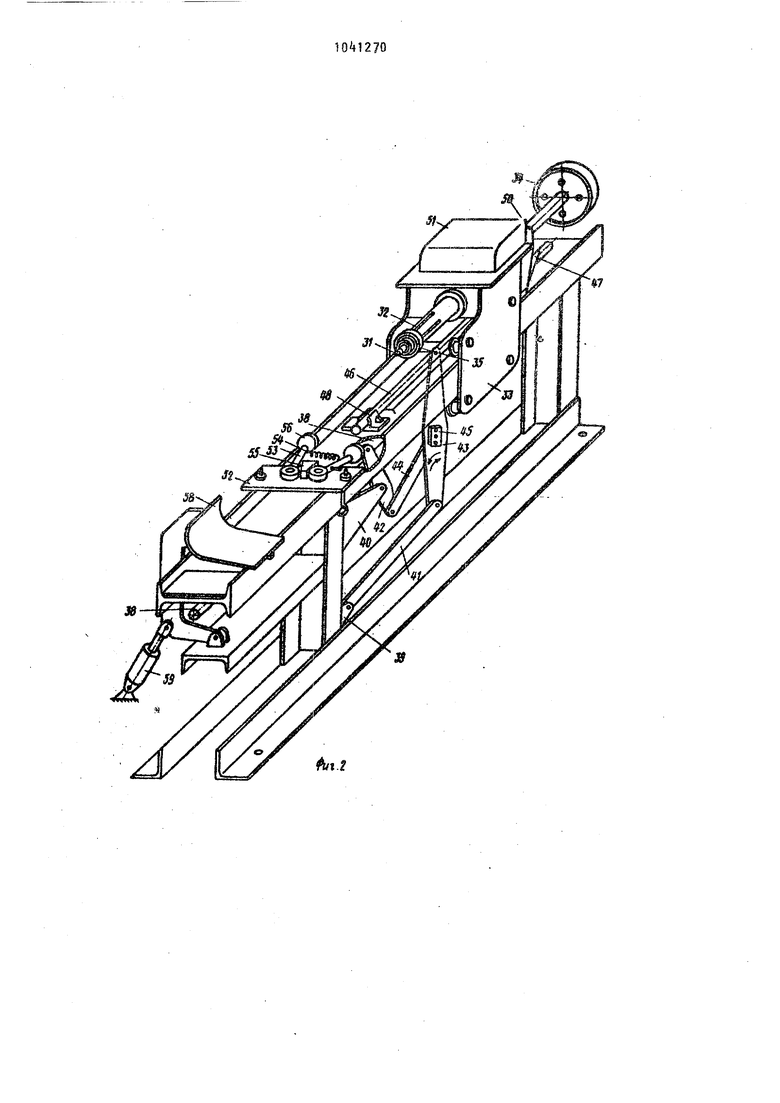
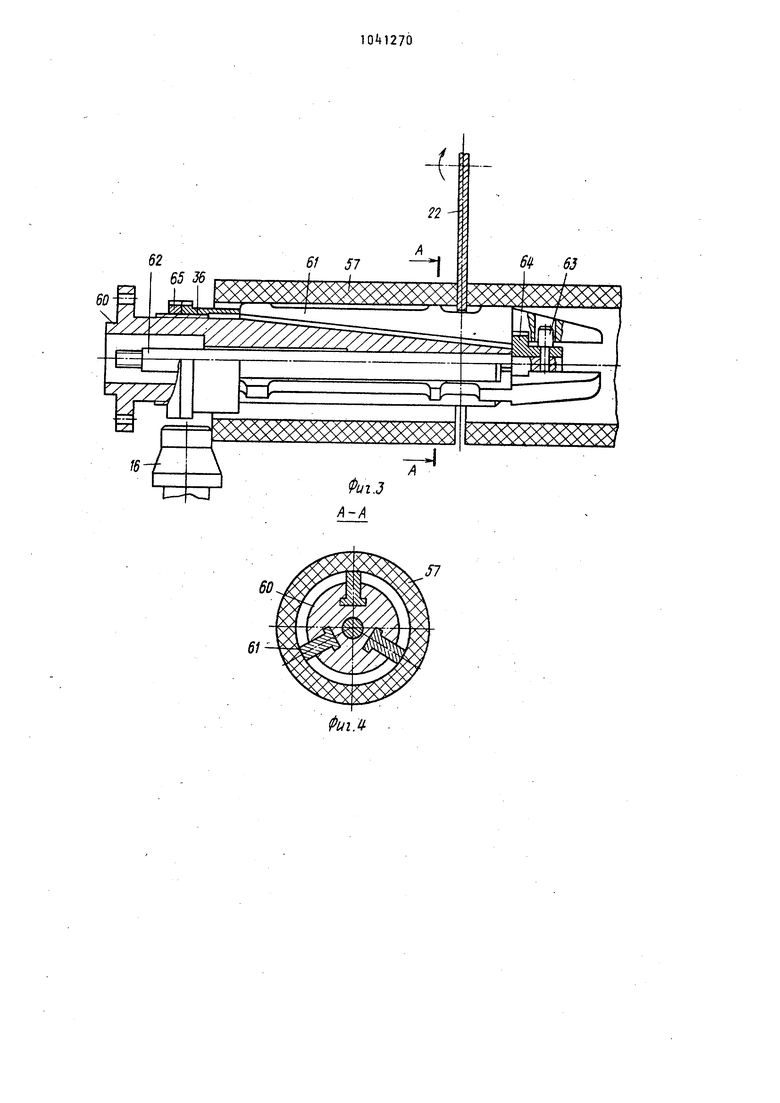
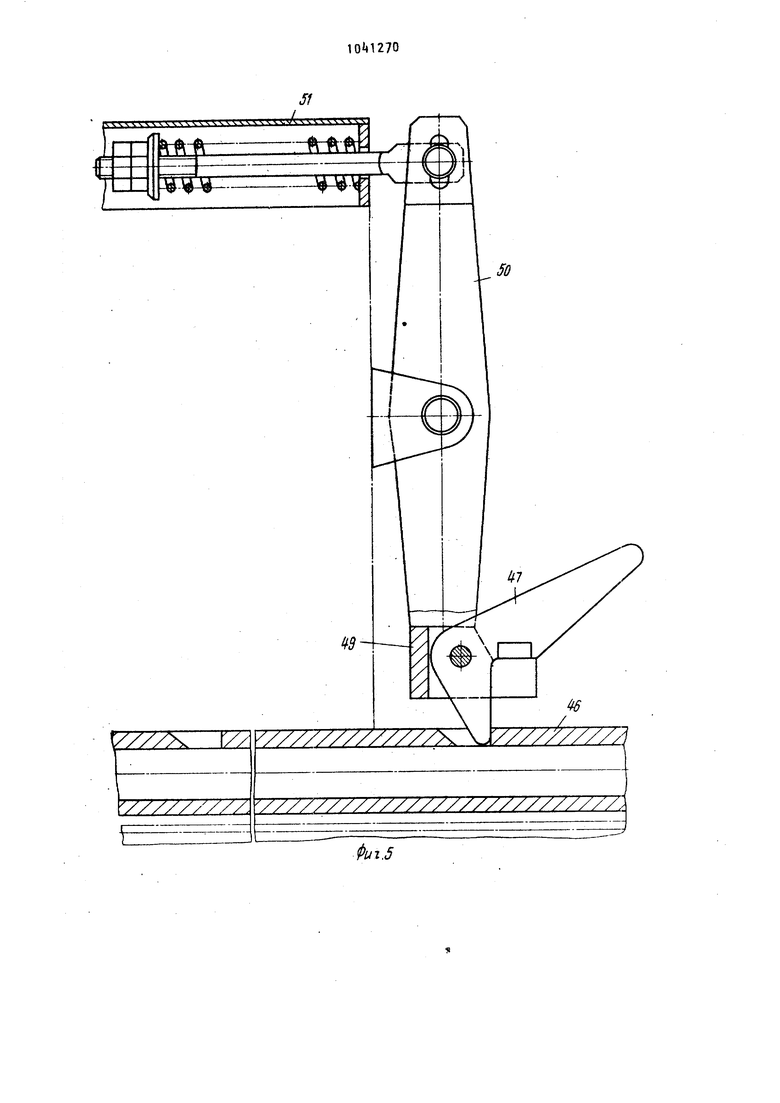
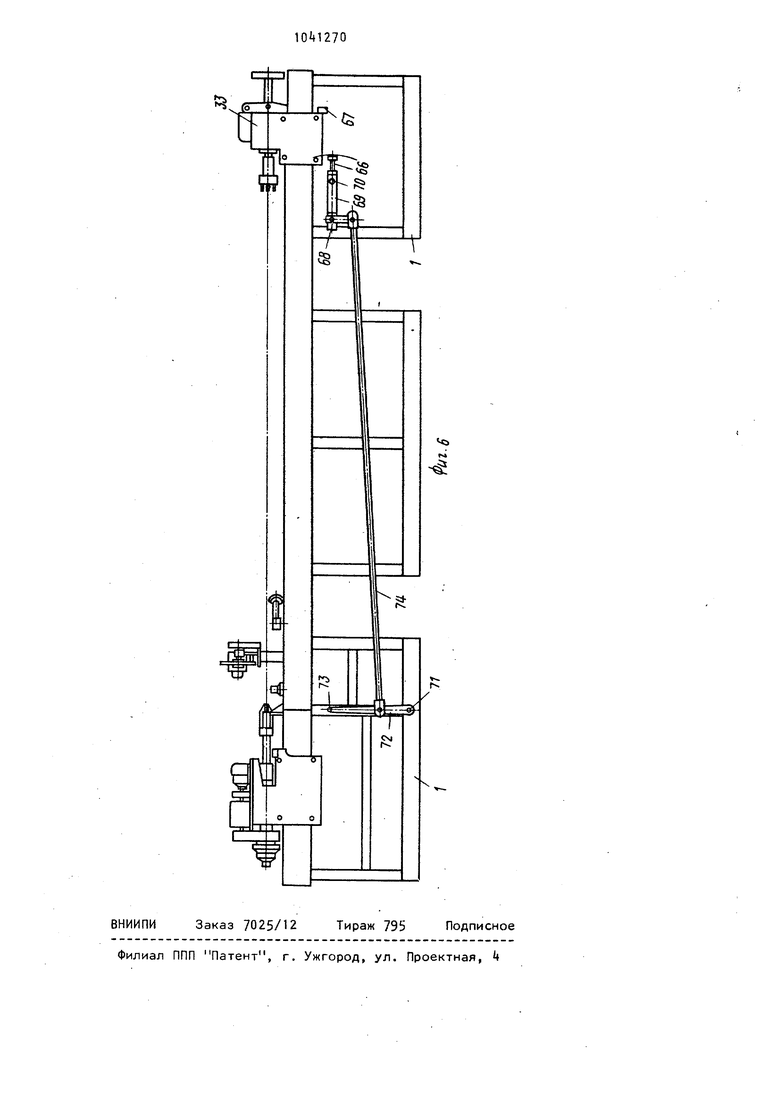
Изобретение относится к конструк ции станков для резки труб и в част ности, к станкам для резки cTeiftnoпластиковых труб на заготовки элект роизо/|яциоиных цилиндров. Известно устройство для резки т|э содеожащее станину,-на которой уста овлены передняя и задняя бабки,механизм зажима,подачи jрезки,поддержания и упора заготовки 1 , Известно устройство для зажима детали, содержащее зажимные кулачки выполненные клинообразными и устано ленные под острым углом к оси корпу са механизма, причем на рабочей поверхности кулачков имеются выступы контактирующие с -зажимаемым изделием 2 . Однако в данном устройстве заготовки из стеклопластиковой трубы, имеющей на нарулжой |1оаерхности наплывы и неровности, .в силу технологии изготовления получаются неодина ковые по длине вследствие вибраций. Последние возникают из-за того, что центровка разрезаемой трубы осущест вляется по ее наружной пов ерхности, в то apeiViH кэк внутренняя поверхность трубы, образуемая цилиндрической оправкой, неровностей не имеет, Целью изобретения является повышение производительности труда, в частности, путем автоматического управления процессами, снижение отходов стеклопластика при резке труб за счет обеспечения точной резки, устраняющей торцовку заготовок, исключение чрезмерных деформаций трубы при зажиме ее на оправке. Для достижения цели в автомате для резки труб, содержащем станину. на которой установлены передняя и : задняя бабки, механизмы зажима, подачи, резки, поддержания и упора Заготовки, передняя бабка снабжена кривошипно-шатунным механизмом, а задняя бабка снабжена кронштейном, подающей штангой и двуплечим рычагом с шарнирно установленной защелкой предназначенной для взаимодействия с подающей штангой, при этом механизм подачи трубы выполнен в виде рычажной системы, устаноапенной с возможностью взаимодействия с одной стороны с кривошипно-шатунным механизмом передней бабки, а с другой стороны - с подающей штангой задней бабки, а станины снабжены упором фик сатором, и шарнирно установленным Г-образным упором, предназначенным для контакта с кронштейном задней бабки. Механизм поддержания заготовки выч поянен в виде двух -шарнирно закрепленных на станине подпружиненных рычагов, несущих на свободных концах ролики, 3 в средней части регулировочные болты, при этом механизм снабжен ограничительным упором., размещенным между рычагами, На фиг.1 изображен автомат (левая часть его) для резки труб, об1ций вид; на фиг,2 - то же, правая его половина; на фиг.З - оправка передней бабки автомата с установленной на ней трубой; на фиг.4 - разрез Д-А на фиг. 3s на фиг. 5 ;-1еханизм подачи автоматаJ вид спереди; на фиг.6 упор задней бабки автомата, вид спереди. Автомат для резки труб содержит станину 1 ., на которой установлены передняя и задняя бабки, а также механизмы подачи и сброса заготовок. На сварной раме передней бабки 2 установлены электродвигатель 3 и редуктор 4, с помощью которых приводится во вра1чен,ие оправка 5. Электродвигатель и редуктор соединены между собой при помощимуфты, 6. Кулачки оправки 5 управляются враща1Х11имся пневмоцилиндром 7, ззкреплень1мм на шпинделе передней бабки. Передняя бабка 2 установлена на катках 8,взаимодействующих с полками верхней съемной балки 9- С кронштейном передней бабки 2 соединен шатун 10, входящий S состав привода перемеи ения передней бабки. Последний содержит также кривошип 11 и мотор-ред к- тор 12. Внешняя зубчатая пара 13 вращения шпинделя закрыта кохухом Н, На верхней балке 9 установлена плита-фиксатор с четырьмя направляющими штырями 15 и вращающимся упором 16, при этом два штыря установлены ниже уровня ее полок. Направляющие штыри взаимодействуют со втулками Г/, жестко закрепленными на корпусе пе редней бабки 2. Ме;ханизм реЗки содержит электродвигатель 18, редуктор 19) кугачок 20, ролик 21, шлифовальный круг 22 и гайку 23 с регулировочной рукояткой. Винт 24 на одном конце снабжен роликом 21, последний взаимодействует с кулачком 20. 3 1 Шлифовальный круг 22 приводится во вращение от собственного электродвигателя 25 через ременную передачу 26, Электродвигатель 25 жестко закреплен на качающемся вокруг оси 27 коромысле 28. Ось 27 коромысла установлена на опорной колонке 29Пружина 30 постоянно прижимает коромысло 28 с роликом 21 к кулачку 20. Кулачки 31 оправки 32 задней бйбки 33 раздвигаются и сдвигаются вращением маховика 3. Гайка 35 служит упором торца трубы при одевании последней на оправку 32. Оправка 5 передней бабки 2 снабже на регулировочной гайкой 36. Механизм подачи трубы представляе собой шаговый транспортер, приводимы в- движение от передней бабки 2 рычаж ным механизмом. Он состоит из кронштейна 37, штанги 38, кронштейнов 39 и 40, рычага 1, двух вертикальны рычагов k2 и 43, регулировочной тяги kk и регулирующего устройства 45, меняющего положение оси регулировочной тяги 44 на вертикальном рычаге 43. Рычаг 43 соединен с трубчатой штангой 46 благодаря наличию прорези в верхней балке станины 1. Трубчатая штанга 46 с отверстиями под защелку 47 установлена в направляющих 48. Защелка 47 установлена на траверсе 49 вертикальных рычагов 50, Пружинный элемент механизма подачи трубы установлен на плите задней баб ки 33 и закрыт кожухом 51 На верхней балке станины 1 установлена плита 52, на которой шарнирно установлены рычаги 53, стянутые пружиной 54, Между рычагами 53 помещен упор 55, а на свободных концах рычагов 53 установлены вращающиеся опорные ролики 56, на которые опирается передний конец разрезаемой трубы 57. Автомат оборудован сбрасывающим устройством 58 отрезанных заготовок которое приводится в действие пневмоцилиндром 59Оправка 5,установленная на передней бабке 2, состоит из корпуса 60, кулачков 61, взаимодействующих с внутренней поверхностью трубы 57Кулачки б1 установлены в наклонных пазах корпуса 60, Тяга 62 резьбовым концом соединяется со штоком вращающегося пневмоцилиндра 7, а вторым концом с помощью ступенчатых штифтов 63 и наконечника-64 соединяется 0 С кулачками 61 оправки. Головки штифтов 63 входят в отверстия, выполненные в кулачках б1, а кольцевой выступ наконечника 64 входит в пазы кулачков 61. Регулировочная гайка Зб фиксируется контргайкой б5. Ригулируемый жесткий упор задней бабки, вводимый в действие для ограничения перемещения задней бабки при первой подаче трубы в позицию резки, когда требуется отрезать первый отход трубы, состоит из непосредственого упора 66, в котсэрого упирается кронштейн 67 задней бабки 33 при ее первом перемещении влево. Упор 66 имеет резьбовое соединение с шарнирно закрепленным к станине 1 посредством валика 68 Г-образным ры-t чагом б9 и контргайку 70. Приводится упор 66 в рабочее положение от сидящего на оси 71 станины 1 рычага 72, имеющего рукоятку 73 и воздействующего на Г-образный рычаг 69 через шарнирно закрепленную на рычагах 72 и 69 тягу 74. Резка труб на автомате произйог дится в следующей последовательности. Стеклопластиковая труба 57 укла-дывается передним концом на опорный ролики 5б,а задним концом одевается на сдвинутые кулачки 31 до упора в гайку 35 оправки 32, при этом задняя бабка 33 находится в крайнем исходном положении. При вращении маховика 34 происходит зажим трубы 57 на оправке 32. После этого рукояткой 73 поворачивается по часовой стрелке рычаг 72 и через тягу 74 и двуплечий Г-образный рычаг 69, упор 66 приподнимается вверх на уровень расположения отростка б7 задней бабки 33. Затем нажатием на кнопку Пуск включается вращение мотор-редуктора, что является началом автоматического цикла, Поворотом от мотор-редуктора 12 кривошипа 11 на iBO через шатун 10 происходит одновременный подвод передней бабки 2 в позицию резки с фиксацией ее к станине 1 четырьмя пара-ми втулок 17 и штырей 15 и перемещение штангой 38 через рычажную систему 42, 44 и 43 подающей штанги 46 в сторону передней бабки. При этом через защелку 47, входящую в Зацепление со штангой, и через рычаги 50 и пружинный элемент увлекается в сторону пет редней бабки I бабка -33 вместе
i; трубой 57 до встречи кронштейна 67 с .приподнятым упором 66. В процессе наладки автомата длина регулируемого упора 66 устанавливается такой, при которой задняя бабка при первой ,подаче трубы останавливается до окончания движения штанги . Этим создается необходимое предварительное сжатие пружинного элемента, которое при последующих подачах трубы гарантирует необходимое прижатие переднего торца трубы к жесткому вращающемуся упору 16. Как только после первой подачи трубы происходит ее зажатие на передней оправке 5, рукоятка 73 отпускается и упор 66 опускается в нерабочее положение, чем обес печивается свободный проход задней бабки над этим упором при второй подаче.
Начиная со второй подачи, передни торец трубы упирается каждый раз во вращающийся упор 16 до тех пор,пока не отрезана и сброшена последняя заготовка, а на оправке 32 задней бабки остается только второй отход, после чего автоматический цикл воздействием задней бабки на электрический переключатель (не показан) прекращается.
Включение зажима трубы 57 на пе- редней оправке 5, вращение трубы совместно с оправками 5 и 32,враш,ение отрезного круга 22 и перемещение его в сторону трубы под воздействием кулачка 20 осуществляется воздействием на электрический переключатель (не показан) конца кривошипа 11, не связанного с шатуном 10 в конце хода передней бабки в позицию резки. При этом вращакхцимся пневмоцилиндром 7, шток которого вместе с тягой 62 перемещается влево, через наконечник 6 усилие передается кулачкам 61 .которые движутся в наклонных пазах корпуса 60, одновременно осуществляя осевое и радиальное перемещения, и зажимают трубу изнутри.
Перемещение кулачков ограничива-. ется регулировочной гайкой Зб„ чем предотвращается деформация трубы 57 при достаточной силе зажима.
Кулачок 20, управляющий перемещением отрезного круга; спрофилирован таким образом, что обеспечивает замедление подачи режущего круга 22 на выходе в конце реза и некоторый перебег, гарантирующие полную отрез,ку заготовки и исключающие сколы на внутренней поверхности трубы. : При отводе отрезного круг;з от трубы после заготовки один из рычажков (не показаны) , закрепленных на одном валу с кулачком 20, воздействует на электрический переключатель, отключающий вращение отрезного круга 22, оправки 5 и включающий срабатывание вращающегося пневмоцилиндра 7, освобождающего трубу 57 от зажима. Второй рычажок вала кулачка 20 после прохода первого рычажка над первым электрическим переключателем (рычажки закреплены в разных плоскостях) включает- второй электрический переключатель, чем отключается электродвигатель 18 и останавливается вращение кулачка 20. В конце ос вобождения трубы от зажима на оправке 5 специальным рычажком осуществляется моментное воздействие на электрический .переключатель, 1зключающий отвод передней бабки 2 и штанги 46 в исходное положение поворотом от мотор-редуктора 12 кривошипа 11 на 180. При этом оправка 5 передней бабки 2 освобождается от отрезанной заготовки, задерживаемой вращащимся упором 16.
Воздействием конца кривошипа 11, к которому закреплен шатун 10 на переключатель (не показан), включается пнеВмоцилиндр 59 сбрасывающего устройства 58, которое, возвраща.чсь посл сброса отрезанной заготовки в исходное положение, моментным воздействием на переключатель включает повторение цикла подачи в позицию резки,зажима, вращения трубы, отрезки и сброса заготовки.
При наладке станка опорные ролики 56, поддерживающие передний конец трубы посредством регулировочных болтов, имеющих резьбовое соединение с рычагами 53 и упирающихся в упор 55, выставляются в положение, при котором труба 57 располагается соосно с оправкой 5 передней бабки 2. 8 дальнейшем при вращении трубы в зажатом состоянии, если над этими роликами окажется участок трубы, имеющий какую-либо неровность, наплыв или уплотн«5ние по всему диаметру, как например, по концам трубы, рычаги, 53 с роликами 5б, притягивающиеся друг к другу пру, жиной S и имеющие возможность путем 7 .10(12708 : растягивания пружины отодвигатьсяТаким образом, предлагаемая койот упора 55, раздвигаясь, предотвра-струкция автомата обеспечивает высо щают заклинивание трубы 57 на опорныхкут производительность при резке роликах 56.стеклопластиковых труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для навивки пружин | 1980 |
|
SU895576A1 |
| Станок для резки длинномерного материала | 1987 |
|
SU1696177A1 |
| Труборезный автомат | 1982 |
|
SU1055593A1 |
| АГРЕГАТ ДЛЯ ЗАКАТКИ КОНЦОВ ТРУБНЫХ ИЗДЕЛИЙ | 1989 |
|
SU1783677A1 |
| Устройство для изготовления спиральных трубчатых электронагревателей | 1988 |
|
SU1530311A2 |
| Автомат для раздачи концов втулок | 1991 |
|
SU1787626A1 |
| Цепевязальный автомат | 1990 |
|
SU1776198A3 |
| Устройство для намотки оболочки из полимерного материала | 1988 |
|
SU1712178A1 |
| Автомат для изготовления изделий из проволоки | 1977 |
|
SU737080A1 |
| Автомат для изготовления гнутых изделий | 1986 |
|
SU1400739A1 |
1. АВТОМАТ ДЛЯ РЕЗКИ ТРУБ, содержащий станину, на которой установлены передняя и задняя бабки, механизмы зажима, подачи, резки, поддержания и упора заготовки, о т л ичакэщийся тем, что, с целью повышения производительности,передняя бабка снабжена кривошипно-шатун -: ным механизмом, а задняя бабка снабжена кронштейном, подающей штангой и двуплечим рычагом с шарнирно установленной защелкой, предназначенной для взаимодействия с подающей штангой, при этом механизм подачи трубы выполиен в виде рычажной системы, установленной с возможностью взаимодействия с одной стороны с кривошипношатунным механизмом передней бабки, ас другой стороны - с подающей задней штангой задней бабки, а станина снабжена упором-фиксатором и шарнирно установленным Г-образным упором, предназначенным для контакта с кронштейном задней бабки. 2. Автомат поп.1,отличающ и и с я тем, что механизм поддержас ния заготовки выполнен в виде двух шарнирно закрепленных на станине (Л подпружиненных рычагов, несущих на свободных концах ролики, а в средней части - регулиоовочные болты, при этом механизм снабжен ограничительным упором, размещенным .между рычагами .