Изобретение относится к изготовлению изделий из проволоки и может найти применение в машиностроении и предназначено в частности, для изготовления звеньев цепочек, кольчужного полотна, а также для получения колец с разводкой, которые применяются для соединения колодки с подвеской при производстве зиачков.
Цель изобретения - расширение технологических возможностей и. повышение качества изготавливаемых колец.
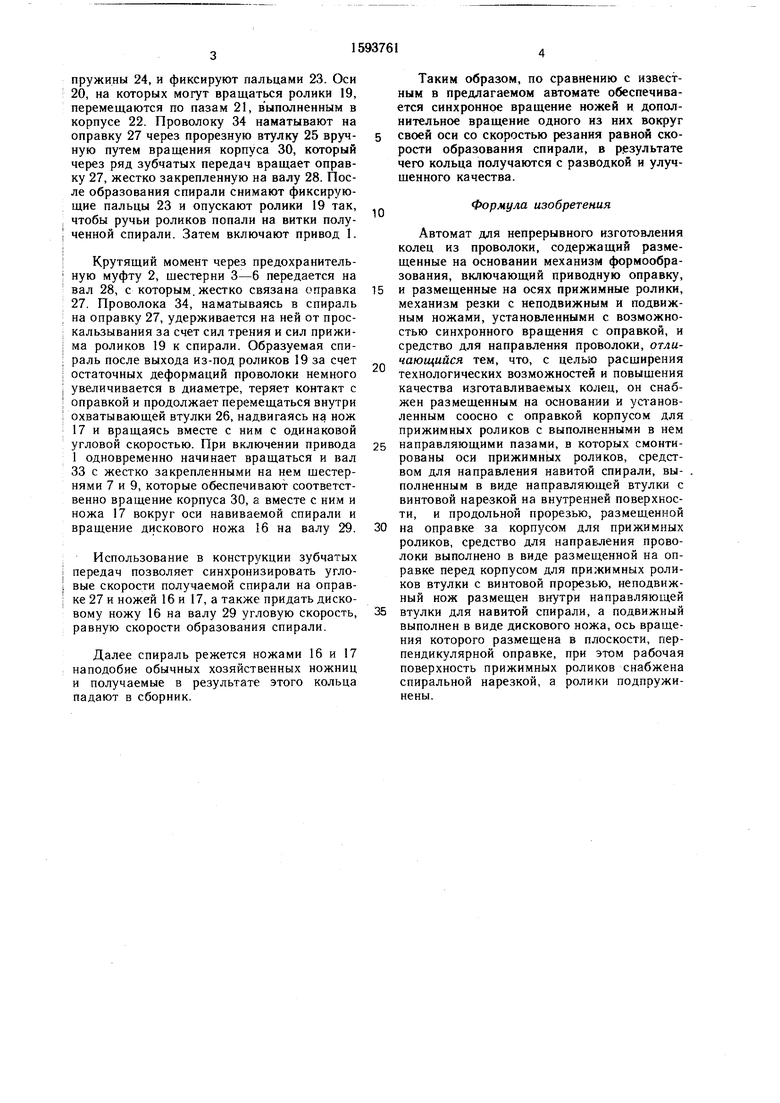
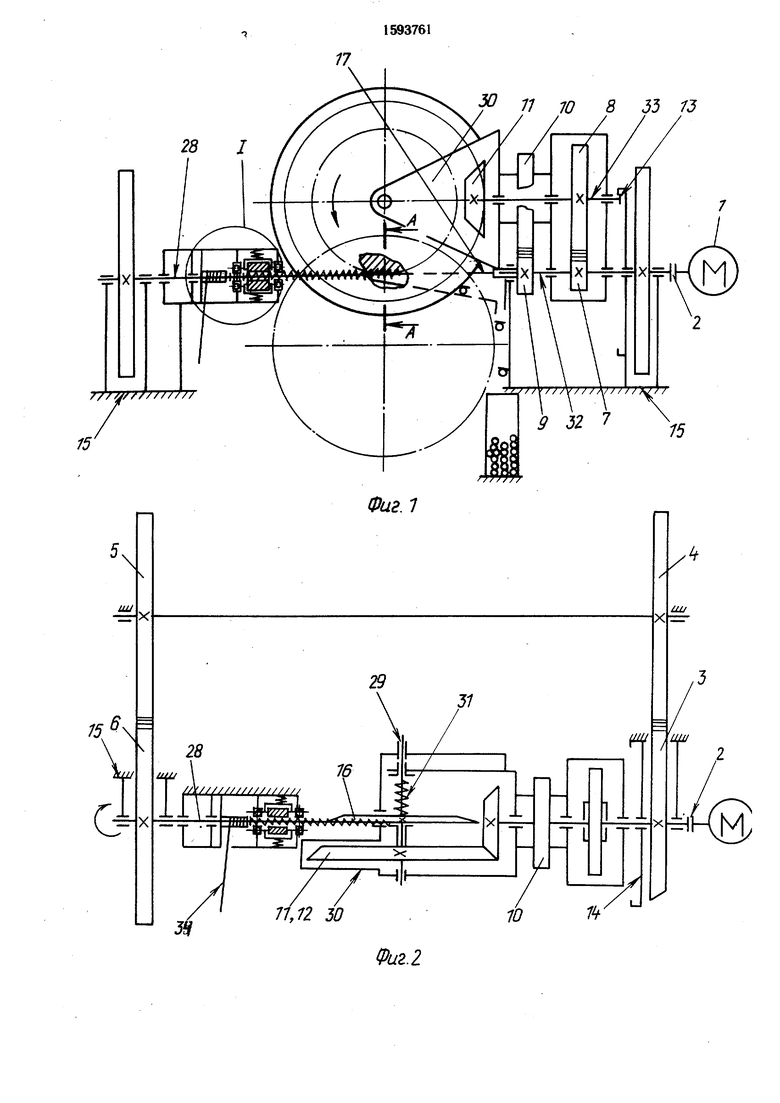
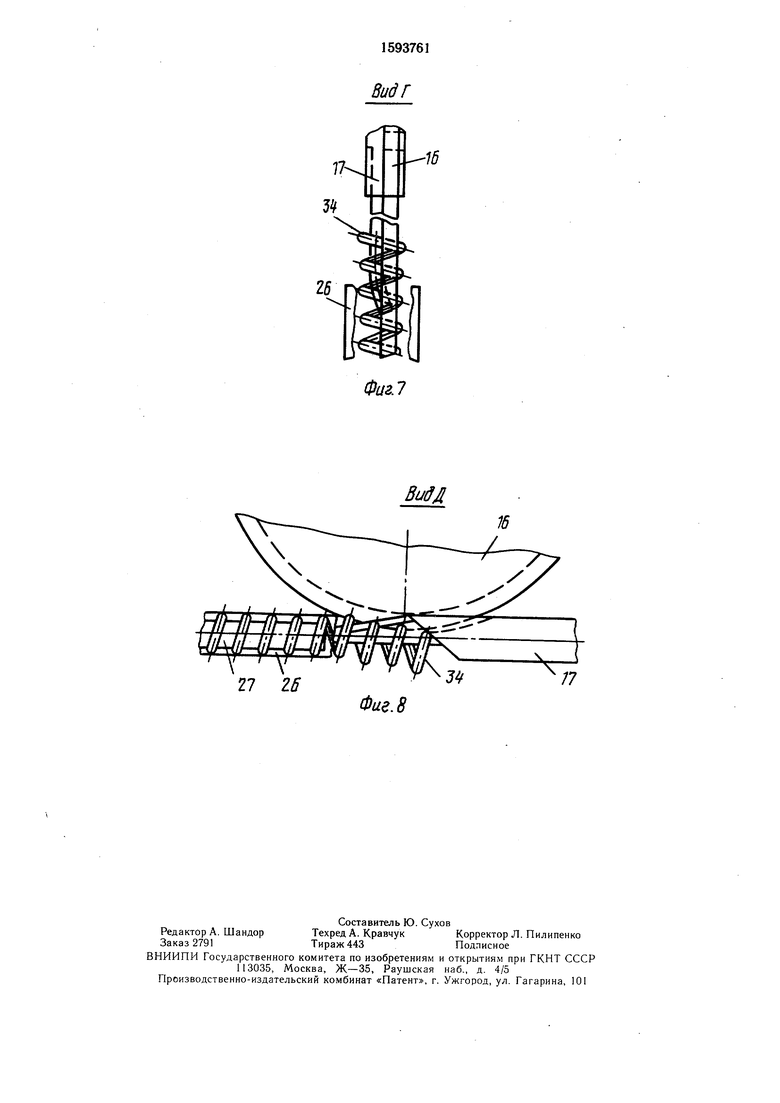
На фиг. 1 изображен автомат для непрерывного изготовления колец из проволоки, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - узел I на фиг. 1; на фиг. 4 - разрез-А-А на фиг. 1; на фиг. 5 - разрез Б-Б на фиг. 3; на фиг. б - вид В на фиг. 3; на фиг. 7 - вид Г на фиг. 4; на фиг. 8 - вид Д на фиг. 4.
Автомат содержит привод 1, предохранительную муфту 2, шестерни 3-12, подвижную опору 13, установленную в корпусе 14 станины 15, ножи 16 и 17, копиры 18.
Копиры 18 (фиг. 3) содержат прижимные ролики с ручьями 19, установленные с возможностью вращения на осях 20, которые расположены в пазах 21 корпуса 22 с возможностью перемещения по ним. Фиксацию осей 20 осуществляют пальцы 23. Копиры 18 подпружинены пружинами 24. Направляющая для подачи проволоки содержит прорезную втулку 25 и втулку 26, охватывающую оправку 27, которая жестко закреплена на валу 28.
Дисковый нож 16 подвижен в осевом направлении, а коническое колесо 12 жестко закреплено на валу 29, установленном в корпусе 30. Кроме того, для улучщения процесса резания нож 16 прижимается пружиной 31 к ножу 17. Корпус 30 С жестко закрепленным на нем ножом 17 благодаря зубчатому зацеплению 9, 10 может вращаться вокруг вала 32, на котором жестко закреплены шестерни 7 и 9, а через вал 33 шестерни 11 и 12 обеспечивают вращение ножа 16 на валу 29. Прорезная втулка 25 направляет навиваемую проволоку 34.
Автомат работает следующим образом.
Для заправки проволоки 34 в автомат вручную отводят копиры 18, сжимая при этом
СП СО
со
о
пружины 24, и фиксируют пальцами 23. Оси 20, иа которых могут вращаться ролики 19, перемещаются по пазам 21, в ыполнениым в корпусе 22. Проволоку 34 наматывают на оправку 27 через прорезную втулку 25 вручную путем вращения корпуса 30, который через ряд зубчатых передач вращает оправку 27, жестко закрепленную на валу 28. После образования спирали снимают фиксирующие пальцы 23 и опускают ролики 19 так, чтобы ручьи роликов попали на витки полученной спирали. Затем включают привод 1.
Крутящий момент через предохранительную муфту 2, шестерни 3-6 передается на вал 28, с которым, жестко связана с правка 27. Проволока 34, наматываясь в спираль на оправку 27, удерживается на ней от проскальзывания за счет сил трения и сил прижима роликов 19 к спирали. Образуемая спираль после выхода из-под роликов 19 за счет остаточных деформаций проволоки немного увеличивается в диаметре, теряет контакт с оправкой и продолжает перемещаться внутри охватывающей втулки 26, надвигаясь на нож 17 и вращаясь вместе с ним с одинаковой угловой скоростью. При включении привода 1 одновременно начинает вращаться и вал 33 с жестко закрепленными на нем щестер- нями 7 и 9, которые обеспечивают соответственно вращение корпуса 30, а вместе с ним и ножа 17 вокруг оси навиваемой спирали и вращение дискового ножа 16 на валу 29.
Использование в конструкции зубчатых передач позволяет синхронизировать угловые скорости получаемой спирали на оправке 27 и ножей 16 и 17, а также придать дисковому ножу 16 на валу 29 угловую скорость, равную скорости образования спирали.
Далее спираль режется ножами 16 и 17 наподобие обычных хозяйственных ножниц и получаемые в результате этого кольца падают в сборник.
Таким образом, по сравнению с известным в предлагаемом автомате обеспечивается синхронное вращение ножей и дополнительное вращение одного из них вокруг своей оси со скоростью резания равной скорости образования спирали, в результате чего кольца получаются с разводкой и улуч- щенного качества.
10
Формула изобретения
Автомат для непрерывного изготовления колец из проволоки, содержащий размещенные на основании механизм формообразования, включающий приводную оправку,
и размещенные на осях прижимные ролики, механизм резки с неподвижным и подвижным ножами, установленными с возможностью синхронного вращения с оправкой, и средство для направления проволоки, отличающийся тем, что, с целью расширения технологических возможностей и повышения качества изготавливаемых колец, он снабжен размещенным на основании и установленным соосно с оправкой корпусом для прижимных роликов с выполненными в нем
5 направляющими пазами, в которых смонтированы оси прижимных роликов, средством для направления навитой спирали, выполненным в виде направляющей втулки с винтовой нарезкой на внутренней поверхности, и продольной прорезью, размещенной
0 на оправке за корпусом для прижимных роликов, средство для направления проволоки выполнено в виде размещенной на оправке перед корпусом для прижимных роликов втулки с винтовой прорезью, неподвижный нож размещен внутри направляющей
5 втулки для навитой спирали, а подвижный выполнен в виде дискового ножа, ось вращения которого размещена в плоскости, перпендикулярной оправке, при этом рабочая поверхность прижимных роликов снабжена спиральной нарезкой, а ролики подпружинены.
8 J3 /J
75
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления спиральных колец из проволоки | 1973 |
|
SU473552A1 |
| Устройство для навивки поддержек на спиральные тела накала трубчатых ламп | 1988 |
|
SU1594629A1 |
| Шайбонавивочный автомат | 1981 |
|
SU956109A1 |
| Автомат для навивки проволочныхСпиРАлЕй и РАзРЕзАНия иХ HA чАСТи | 1979 |
|
SU846007A1 |
| Устройство для гибки изделий из проволоки и стержней | 1980 |
|
SU997929A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| Автомат для изготовления спиральных тел накала V-образной формы | 1938 |
|
SU57195A1 |
| Устройство для изготовления колец из проволоки | 1976 |
|
SU589058A1 |
| Шайбонавивочный автомат | 1979 |
|
SU810347A1 |
Изобретение относится к машиностроению, предназначено, в частности, для получения колец с разводкой и позволяет расширить технологические возможности и повысить качество. Это достигается за счет синхронного вращения ножей относительно оправки и дополнительного вращения дискового ножа вокруг своей оси, а также за счет снабжения прижимных роликов ручьями и установки осей роликов в пазах корпуса станины с возможностью перемещения в радиальном направлении относительно оправки и применения направляющей для подачи проволоки в виде жестко закрепленных прорезной и обхватывающей втулок. 8 ил.
Фиг. 7
X
Ш
/////
Жм.
7
г/г.
- , гг
Фиг.5
Фиг.З
16
Вид В
Фиг. 6
27 26
Bud Г
Фиг.7
ВидД
16
Фие.8
| Автомат для изготовления пружинных шайб | 1974 |
|
SU528138A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
