Изобретение относится к сварке диэлектрических материалов и может быть использовано для соединения диэлектриков с различными величинами удель,ного электрического сопротивления.
Целью изобретения являетсй снижение трудоемкости и расширение технологических возможностей способа.:
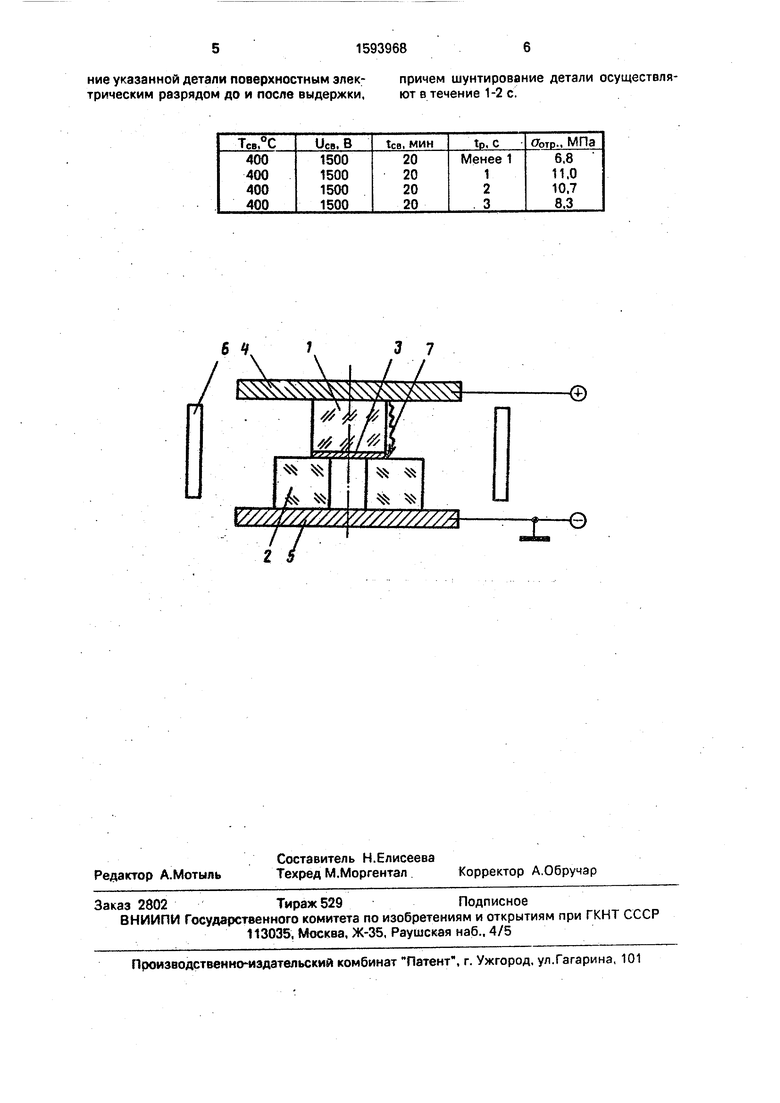
На чертеже изображена принципиальная схема способа сварки.
Способ сварки детале из разнородных диэлектрических материалов заключается в том, что сваривают детали 1 и 2 из диэлект- рических материалов с различными величи- н ами удельного электрического сопротивления, например кварцевого стекла и ситалла. На деталь 1 из материала с большей величиной удельного электрического сопротивления (кварцевого стекла) наносят промежуточный слой 3 алюминия, например, напылением. Свариваемые детали 1 и 2 помещают между дисковыми метал- .лическими электродами 4 и 5, приводя их в контакт друг с другом и прикладывая внешнее фиксирующее усилие сжатия. Детали нагревают нагревателем 6 и подают на них электрическое напряжение, прикладывая положительный потенциал к детали 1 с большей величиной удельного электрического сопротивления. При этом в начальный момент осуществляют кратковременное шунтирование детали 1 поверхностным
ся о ы о
о
00
электрическим разрядом 7, поднимая напряжение до образования разряда 7 между положительным электродом 4 и алюминиевым слоем 3 в течение 1-2 с. После этого напряжение снижают и детали выдерживают при пониженном напряжении. После выдержки осуществляют повторное кратковременное шунтирование детали 1 с большей величиной удельного электрического сопротивления поверхностным электрическим разрядом 7 в течение 1-2 с.
На первом этапе процесса сварки за счет шунтирования диэлектрика с большим удельным электрическим сопротивлением поверхностным кратковременным электрическим разрядом, возбужденным между электродом, имеющим положительный потенциал, и алюминиевой прокладкой, происходит передача электрической и тепловой энергии непосредственно в зону соединения, это ведет к созданию плотного контакта между свариваемыми поверхностями, образование которого препятствует развитию ионизационных процессов в зазоре алюминий - диэлектрик с. меньшей величиной удельного электрического сопротивления, оказывающих отрицательное влияние в процессе последующей выдержки (второй этап), при которой происходит дальнейшее сближение указанных поверхностей и их активация. Создание то коп ро водящего канала в виде кратковременного поверхностного электрического разряда после выдержки (третий этап) обеспечивает передачу в зону образования соединения энергии, необходимой для образования неразъемного узла.
Предлагаемый способ позволяет сваривать детали, в которых доступ к алюминиевому слою ограничен, и не требует дополнительных операций по созданию на время сварки постоянного то коп ро водящего канала. Оптимальная длительность шунтирования диэлектрика с большим удельным электрическим сопротивлением составляет 1-2 с. При времени протекания поверхностного разряда менее 1 с не обес- печййзется передача в зону сварки (алюминий - диэлектрик с более низким удельным электрическим сопротивлением) количества энергии, необходимого для протекания процессов, ответственных за образование соединения. Увеличение указанного времени более 2 с может привести к образованию сплошного газоразрядного канала между электродами на поверхности свариваемых деталей, что приведет к их шунтированию и как следствие, к снижению качества свари ваемых узлов.
Пример. Производилась сварка си- талла марки СО 115 М с кварцевым стеклом марки КУ-1 через напыленный на него слой алюминия. Диаметр деталей из кварцевого
стекла 10 мм, а из ситалла наружный 20 мм и внутренний 4 мм. Высота всех деталей 6- мм. Свариваемые детали помещают между дисковыми металлическими электродами так, чтобь на кварцевое стекло обеспечивалась подача положительного потенциала, и прикладывают внешнее фиксирующее усилие сжатия. Детали нагревают до температуры сварки с помощью регулятора напряжения, входящего в состав высоко5 вольтного источника постоянного тока, поднимают напряжение до образования поверхностного электрического разряда между положительным электродом и алюминиевой прокладкой в течение 1-2 с (tp),no0 еле чего Напряжение снижают до некоторой величины, при которой производят выдержку. После выдержки повторно осуществляют кратковременное шунтирование поверхностным электрическим разрядом детали из
5 кварцевого стекла в течение 1-2 с (tp).
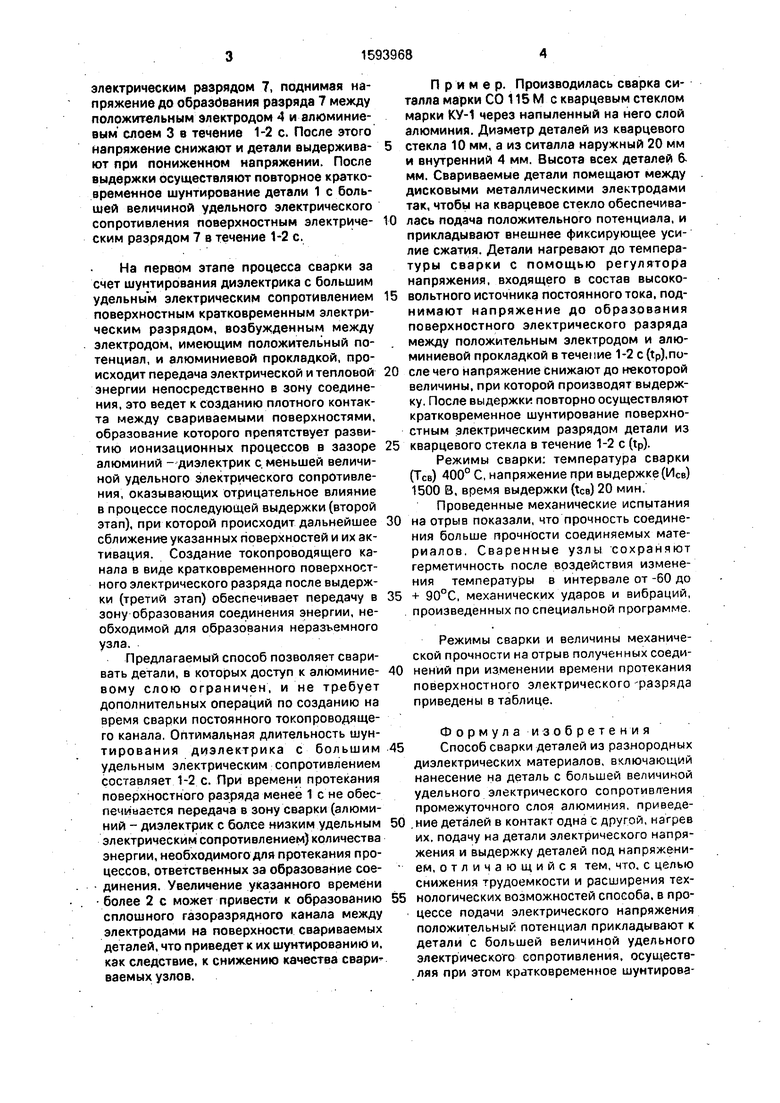
Режимы сварки; температура сварки (Тсв) 400° С, напряжение при выдержке (Исв) 1500 В, время выдержки (tea) 20 мин.
Проведенные механические испытания
0 на отрыв показали, что прочность соединения больше прочности соединяемых материалов, Сваренные узлы сохраняют герметичность после воздействия изменения температуры в интервале от -60 до
5 + 90°С, механических ударов и вибраций, произведенных по специальной программе.
Режимы сварки и величины механической прочности на отрыв полученных соеди- 0 нений при изменении времени протекания поверхностного электрического-разряда приведены в таблице.
Формулаизобретения 5 Способ сварки деталей из разнородных диэлектрических материалов, включающий нанесение на деталь с большей величиной удельного электрического сопротивления промежуточного слоя алюминия, приведе50 .ние деталей в контакт одна С другой, нагрев их. подачу на детали электрического напряжения и выдержку деталей под напряжени- ем, отличающийся тем, что, с целью снижения трудоемкости и расширения тех55 нологических возможностей способа, в про- цессе подачи электрического напряжения положительный потенциал прикладывают к детали с большей величиной удельного электрического сопротивления, осуществляя при этом кратковременное шунтирование указанной детали поверхностным электрическим разрядом до и после выдержки,
причем шунтирование детали осуществляют в течение 1-2 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ДЕТАЛЕЙ ИЗ РАЗЛИЧНЫХ МАТЕРИАЛОВ | 2023 |
|
RU2826143C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ МЕТАЛЛОВ С НЕМЕТАЛЛАМИ МЕТОДОМ ЭЛЕКТРИЧЕСКИ ВЗРЫВАЕМЫХ ПРОСЛОЕВ В ВАКУУМЕ | 2012 |
|
RU2516204C2 |
| Способ диффузионной сварки изделий из стали и алюминия | 2020 |
|
RU2754134C1 |
| Средство сварки диэлектриков с алюминием | 1988 |
|
SU1524978A1 |
| СПОСОБ СОЕДИНЕНИЯ ПРОВОДОВ ИЗ МАТЕРИАЛОВ С РАЗЛИЧНЫМИ ФИЗИКО-МЕХАНИЧЕСКИМИ СВОЙСТВАМИ | 1993 |
|
RU2072286C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2119416C1 |
| ДЕРЖАТЕЛЬ АНОДА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2325470C2 |
| Импульсная газоразрядная лампа | 1982 |
|
SU1089673A1 |
| Способ электрошлаковой сварки разнородных металлов | 1989 |
|
SU1785857A1 |
| Заготовка для диффузионной сварки переходника титан-алюминий | 2015 |
|
RU2620402C2 |
Изобретение относится к сварке диэлектрических материалов и может быть использовано для соединения диэлектриков с различными величинами удельного электрического сопротивления. Цель - снижение трудоемкости и расширение технологических возможностей способа. Для этого в способе сварки деталей из разнородных диэлектрических материалов в процессе подачи электрического напряжения положительный потенциал прикладывают к детали с большей величиной удельного электрического сопротивления. При этом осуществляют кратковременное шунтирование указанной детали поверхностным электрическим разрядом до и после выдержки. Шунтирование детали осуществляют 1-2 с. 1 ил.
c SSSis
/
J 7
4
is
/
J 7
У//////////
X
| Варенцов В.А | |||
| и др | |||
| Вакуумные покрытия - основа создания отпайных приборов массового потребления | |||
| - Электронная техника, сер | |||
| Материалы, вып.11 (184), 1983, с.45-48 | |||
| Варенцов В.А | |||
| и др | |||
| Исследование границы электроадгезионных соединений некоторых материалов электронной техники | |||
| Электронная техника, сер | |||
| Материалы, вып | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
