Изобретение относится к сварке давлением с подогревом,в частности к сварке в электрическом поле высокого напряжения, и может быть использовано в оптико-механической, электронной и авиационной технике для получения
несогласованных соединений дь 11 ктрн- ков с алюминием.
Цель изобретения - пппыпк ние чества несогласованных срлрныу . t - динений диэлектриков с .. .
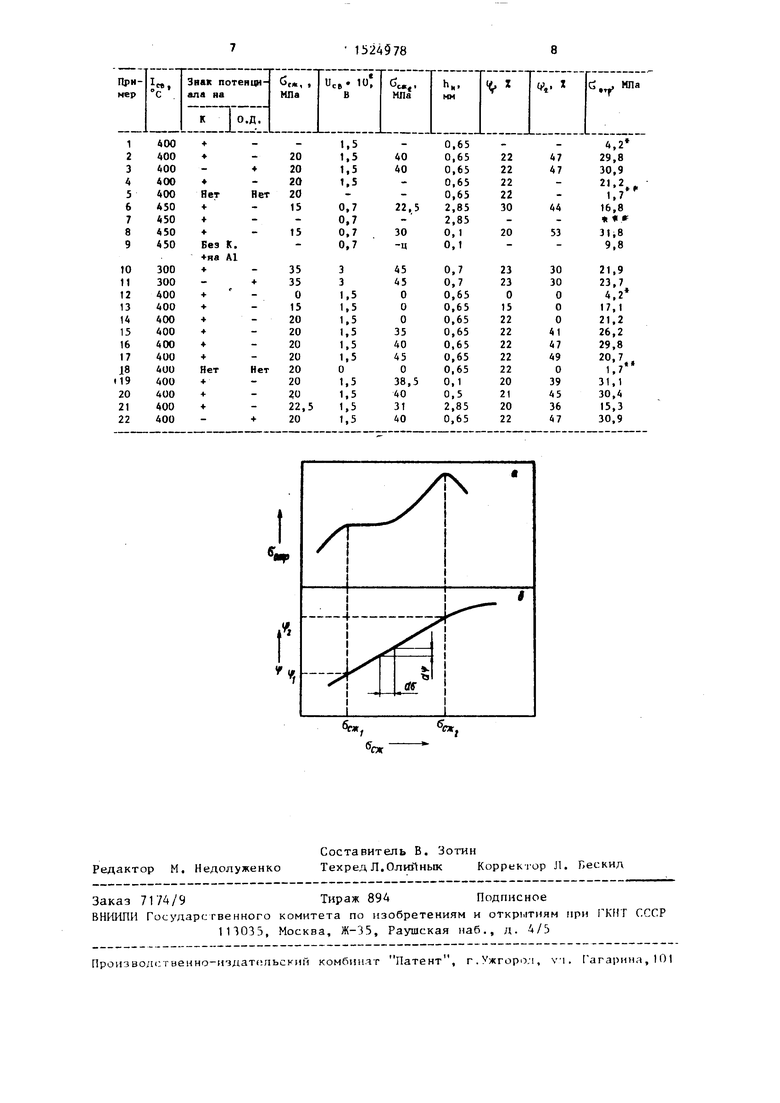
На чертеже приведены кривые измене Ю1я прсч.1ости сварного соединения (а) и относительной пластической деформации сжатия алкниния, определяемой для условий деформирования без прикладывания электрическо1 о напряжения (б) от внешнего удельного усилия сжатия .
При соединении алюминиевой детали с деталью из диэлектрика со свободной стороны ао1кминиевой детали размещают комиисатор, выполненный из диэлектрика, /lajiee приводят их в контакт друг с другом и нагревают на воз духе до температуры,существенно меньшей,чем температура их плавления или размягчения, после чего детали и компенсатор сжимают и усилием, обеспечивающим напряжение сжатия С5(., ДО об- разования полного физического контакта в плоскостях соединений. После достижения полного физического контакта прикладывают к компенсатору и детали, выполненной из диэлектрика, электрическое напряжение, после чего увеличивают внешнее усилие сжатия до величины, обеспечивающей напряже- ,ние сжатияОр,, . При этом на кривой напряжение-деформация (б) для алюми- ния имеет место резкое увеличение модуля упрочнения ---- (Ы - ота LY
носительная пластическая дeфopмal я алюминия) . Значения С ,.. и С опреде- ляют для ;ловий деформирования без прикладывания электрического напряжения.
При напряжении сжатия 0,
С-
и
соответствующей ему деформа1р1и ( имеет место образование полного физического контакта. Это состояние характеризуется прочностью сварного соединения , Увеличение ведет к увеличению 1 и повьппению прочности соеди- нения, которое достигает максимума при G , вызывающем пластическую деформап.пю в условиях деформирования без прикладывания электрического напряжения Lf, пыDJe которой имеет место резкое увеличение модуля деформационdG cного упрочнения -----, алюминии уп
d 1
рочняется и повьшается его сопротивляемость пластической деформации, в зоне соединения накапливаются значительные ot Taточные напряжения, которые не or 1Сд)бны релаксироват1,ся, как за счет IIM 1с (11ческих свей ЧБ и юминия
Q 5 о 5 g
0
5
0
5
так и за счет действия электрического напряжения,что ведет к спаду прочности сварного соединения. Поэтому оптимальным при получении качест венного соединения является момент прекращения увеличения напряжения сжатия G. ,характеризуемый резким увеличением модуля упрочнения для
do еж алюминия -j .
К компенсатору или основному диэлектрику может прикладываться как положительньй, так и отрицательный потенциал. В обоих случаях способ позволяет получать качественные соединения. Указанное явление установлено экспериментальным путем.
Применение компенсатора, вьтолнен- ного из диэлектрика,исключает влияние разности коэффициентов термического расвмрения свариваемых материалов при их нагреве в процессе сварки, что позволяет расрлирить диапазон толщин свариваемых изделий,в частности получать вакуумплотные соединения для , алюминия толщиной от 0,1 мм и выше, существенно распдирить технологические возможности процесса.
Пример..Производилась сварка деталей из ситалла СО 115 М (наружный диаметр 20 мм, внутренний диаметр 4 мм, толщиной 6 мм) с алюминием марки А 999 в состоянии поставки (диаметр 10 мм, толщиной от 0,1 до 2,85 мм) с использованием компенсатора из ситалла СО 115 М в виде диска толщиной 6 мм и диаметром 10 мм.
Величину относительной деформации ( определяли путем прямых замеров толщины алюминия до и после сжатия с помощью индикаторной стойки с индикатором часового типа с ценой деления 1 мкм.
Образование физичр кото контакта контролировали с ппг- шь профилогра- фа-профиломртра по л;:н;т ижению шероховатости, равной miipi хог ;1тости пуансона. Значения,6,- и С. , гфи которых сзеспечивается ,жение указанных условий, принимались ,, |, .
Численное значение мо;1,о1Я упрочнении определе1го из графической зависимости f(G f.), полученной экс- пери MB II TPjibHF.iM путем при раз.аичных урах и выбранном диапазоне у; -п h 1ЫХ сжлмаюиик нагрузок.
5152
Вш1ичины электрического напряжения и длительность вьщержки определялись экспериментальным путем.
Температура сварки в примерах определялась техническими требованиями на изготовление сварных реальных узлов. При этом для заданной температуры сварки выбирались (экспериментальным путем) значения сш обеспечивающие соответствующие значения относительных деформаций алюминия ц, и if-2. Свариваемые детали помещали между металлическими электродами, нагревали до температуры сгарки, создавали внешнее удельное усилие сжатия , прикладьгоали электрическое напряжение, производили увеличение внешнего удельного усилия сжатия до величиныGC; с последующей вьщерж- кой под давлением и электрическим напряжением в течение 10 мин.
Для получения сравнительных данных параллельно производили сварку по нескольким вариантам, характеризующим ряд основных признаков известного и предлагаемого технических реще- ний. Прочность сварных соединений оценивали в ходе механических испытаний на отрыв.
Данные сведены в таблицу, где приняты следующие обозначения: Ijgi - температура сварки ;(. - внеганее удельное усилие сжатия соответственно до и после подачи электрического напряжения; Ц, и Ц - относительная пластическая деформация сжатия алюминия, соответствующая условиям деформирования без приложения электрического напряжения соответственно ,,(и С( ; Псе напряжение сварки; Ьц - толщина алюминия перед сваркой;&дтр - прочность соединения на отрыв, МПа; К - компенсатор; О.Д. - основной диэлектрик; + и - - знак потенциала, подаваемого иа К и О.Д.
плоЩс щь вырывов из ситалла не более 30% от номинальной площади контакта в зоне сварки.
без разрушения ситалла н алюминия .
f самопроизвольное (после сварки) разрушение диэлектрика.
Узлы, сваренные предлагаемым спо- собоМ)Сохраняют герметичность после воздействия термоударов (от (-60)до (ь90) С), механических ударов и вибраций, произведенных по специальной программе.
Формула изобретения
Способ сварки диэлектриков с алюминием, при котором соединяемые детали приводят в контакт, нагревают на воздухе до температуры ниже температуры размягчения алюминия и прикладывают л ним постоянное электрическое напряжение, отличающийся тем, что, с целью повышения качества несогласованных сварных соединений диэлектриков с алюминием и расширения технологических возможностей способа, со стороны алюминия размещают дополнительно еще одну деталь )из диэлектрика - компенсатор, напря- keниe подают на детали, вьтолненные из диэлектрика, перед подачей к свариваемым деталям напряжения сжимают детали до получения полного физического контакта в зоне соединения, а после подачи напряжения увеличивают усилие сжатия до обеспечения напряжения GC при котором происходит резкое увеличение модуля упрочнения
--:- dGi;jn/d для алюминия, гдеб . напряжение сжатия; ( - величина относительной пластической деформации алюминия, причемС с / определяют для условий деформирования без прикладывания электрического напряжения.
400 400 400 400 400 450 450 450 450
300 300 400 400 400 400 400 400 4UO 400 400 400 400
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ СИТАЛЛА С МЕТАЛЛАМИ | 2014 |
|
RU2555735C1 |
| СПОСОБ СВАРКИ ДАВЛЕНИЕМ С ПОДОГРЕВОМ | 2016 |
|
RU2641215C2 |
| Способ сварки деталей из разнородных диэлектрических материалов | 1987 |
|
SU1593968A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОЙ ЗАГОТОВКИ ТИПА "ДИСК-ВАЛ" ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2019 |
|
RU2706925C1 |
| Способ сварки металлов давлением | 1979 |
|
SU897439A1 |
| Способ стыковой сварки труб | 2024 |
|
RU2831672C1 |
| Способ сварки давлением | 1990 |
|
SU1754365A1 |
| СПОСОБ СОЕДИНЕНИЯ КЕРАМИЧЕСКОЙ ИЛИ КВАРЦЕВОЙ ТРУБКИ С МЕТАЛЛИЧЕСКОЙ ВТУЛКОЙ | 1991 |
|
RU2024373C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2014 |
|
RU2562200C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ДВУХ ЭЛЕМЕНТОВ | 1999 |
|
RU2164462C2 |
Изобретение относится к способам сварки давлением с подогревом, в частности к сварке в электрическом поле высокого напряжения. Изобретение может быть использовано в оптико-механической электронной и авиационной технике для получения несогласованных соединений диэлектриков с алюминием. Цель изобретения - повышение качества несогласованных сварных соединений диэлектриков с алюминием и расширение технологических возможностей. Деталь из алюминия размещают между деталью из диэлектрика и компенсатором, выполненным также из диэлектрика. Затем соединяемые детали сжимают, нагревают на воздухе до температуры ниже температуры размягчения алюминия и затем прикладывают постоянное электрическое напряжение. Напряжение подают на детали, выполненные из диэлектрика. Перед подачей к свариваемым деталям напряжения сжимают детали до обеспечения величины напряжения сжатия σсж1, характеризуемой минимальной остаточной деформацией сжатия, при которой обеспечивается полный физический контакт в зоне соединения. После подачи напряжения увеличивают усилие сжатия до обеспечения напряжения σсж2, при котором происходит резкое увеличение модуля упрочнения DΣсж/Dφ, где φ - относительная пластическая деформация алюминия. σсж и φ определяются из условия деформирования и без прикладывания электрического напряжения. На детали из диэлектрика можно подать положительный или отрицательный потенциал. Способ позволяет получать вакуумплотные соединения, сохраняющие свойства после воздействия термоударов. 1 ил., 1 табл.
,
СЖ.
| Научн.тр | |||
| Ленинградского элект | |||
| ротехническог о института им .В .И .Ульянова (МНИКЕ) | |||
| Изв | |||
| ЛЭТИ | |||
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
| Железнодорожный снегоочиститель на глубину до трех сажен | 1920 |
|
SU263A1 |
| Способ получения нерастворимых лаков основных красителей в субстанции и на волокнах | 1923 |
|
SU132A1 |
