Изобретение относится к обработке металлов давлением и может быть ис пользовано при изготовлении труб на роликовых станах холодной прокатки.
Цель изобретения - повышение производительности рабочей клети,
На чертеже изображена предлагае- мая рабочая клеть, продольный раз рез.
Рабочая клеть содержит возвратно поступательно перемещаемый корпус 1 с размещенными в нем профилированны ми опорными планками 2, сепаратор 3, разделенный перегородкой 4 и несущий две кассеты 5 с рабочими роликами 6, охватывающие их цапфы вкладыши 7, установленные относительно продоль ной оси сепаратора 3 с возможностью перемещения, упругие элементы З, контактирующие с упорами 1215 и ог раничителями 16-19, фланцевые втулки ZO-ZS, установленные на провод1сах ZA -Z, и резьбовые регуляторы пред варительного сжатия упругих элемен тов в виде винтов 28-31 и гаек 32- 35,
Упругие элементы 8 и 9, размещенные, в кассете, сжаты так, что отношение их жесткости к жесткости упругих элементов 10 и 11, размещенных в другой кассете, составляет 1,,
Рабочая клеть работает следующим образом.
Перед началом прокатки труб заданного размера в сепаратор 3 вставляют кассеты;5 Затем с обеих сторон кассет устанавливают упругие элементы 8 и 9 и 10 и 11, а гайки 32 и 33 и 34 и. 35 и подвижные упоры 12 и 13 и 14 и 15 устанавливают соответствен но на винтах 28 и 29 и 30 и 31, проводках 24 и 25 и 26 и 27 и ограничителях 16 и17 и 18 и 19, После этого предварительно сжимают упругие элементы путем вращения гаек, перемещаемых на винтахj и устанавливая их так, чтобы отношение жесткости упругих элементов В и 9, размещенных на первой по ходу прокатки кассетр, к жёсткости упругих элементов 10 и 11, размещенных на второй по ходу прокатки кассете, составляло 1,,
Перед прокаткой заготовку подвергают термообработке и травлению. За- тем на внутреннюю и наружную поверхности заготовки наносят смазку и осуществляют прокатку.
10
15
20
25
55955954
После этого от кривошипно-шатун- ного механизма (не показан) корпусу 1 сообщают возвратно-поступательное перемещениеi в результате чего ры- чажно-кулисная система сообщает также возвратно-поступательное перемещение сепаратору:3,
В крайнем заднем положении клетк (когда ролики обоих рядов не контактируют с .трубой) осуществляют подачу и поворот заготовки, в результате чего корпус рабочей клети совместно с сепаратором совершают прямой ход, а ролики обеих кассет, перекатываясь по опорным планкам, деформируют заготовку последовательно по диаметру и по толщине стенки.
При деформации заготовки на первый ряд роликов 6 и второй ряд роликов действуют сжимающие осевые усилия, передающиеся через вкладьшш 7, .кассе ты 5.и подвижные упоры 12 и 14 упругим элементам 8 и 10, в результате .чего последние йжимаются и гасят частично осевые усилия, В крайнем переднем положении корпуса рабочей клети ролики не деформируют заготовку и упругие элементы 8 и 10 возвращают кассеты совместно с роликами и вкпа- дыщами в исходное состояние.
При обратном ходе корпуса рабочей клети и сепаратора оба ряда роликов, перекатьшаясь по опорным планкам, деформируют заготовку последовательно по толщине стенки и диаметру. При деформации заготовки на оба ряда роликов действуют сжимающие осевые усилия, которые передаются через вкладьшш, кассеты и подвижные упоры 13 и 15 упругим элементам 9 и П, в результате чего последние сжимаются и гасят частично осевые- усилия до уровня, исключающего стыковку торцов заготовок, В крайнем заднем положении корпуса рабочей клети ролики не деформируют заготовку и упругие элементы 9 и 11 возвращают в исходное положение кассеты совместно с роликами и вкладьш1ами. Затем работа всех элементов предлагаемой рабочей клети повторяется в той же последовательности. Прокатанные трубы подвергают порезке, обезжириванию, промывке в воде и сушке.
Предлагаемая и известная рабочие клети были опробованы на стане ХПТР 8-15 при прокатке нержавеющих труб по маршруту 14x1,80 - 11,6х
30
35
40
45
50
xl,0 мм. Число двойных ходов клети в минуту в обоих случаях составляло 80; В качестве смазки был использо ван велосит, В каждой клети было прокатано по 30 штук заготовок дли ной 5:м,
Перед прокаткой заготовку в обо их случаях подвергали термообработк в роликовых электрических печах ти па СРО (без защитной.атмосферы) по режиму: скорость прохождения через .печь - 1 м/мин, температура печи по зонам: I - 1500С, II - ПОО- с, III - , IV - 1080°С, темпера- тура металла труб - , охлаждение на воздухе.
После термообработки трубы подвергали химобработке по схеме:
обработка и щелочном расплаве, % едкий натрий 70; натриевая селитра 25; соль поваренная 5; температура обработки - 450°С, время - 45 мин;
обработка в сернокислом растворе состава, %: серная кислота 22-15; вода - остальное, при t 55 с, время обработки - 20 мин,
промывка холодной водой;
сушка горячим воздухом.
При использовании предлагаемой рабочей клети отношение жесткости упругих элементов, размещенных на первой по ходу прокатки кассете, к жесткости упругих элементов, размещенных на второй по ходу прокатки кассете, составляло 1,1; 1,2; 1,5; 1,9; 2,3; 2,5,
Прокатанные трубы в обоих случаях подвергали порезке и торцовке на пилах типа Радиак, после чего производили химобработку по следующей схеме:
обезжиривание в растворе состава, %: едкий натрий 30-40; тринат- рий фосфат 30-40; жидкое стекло 30-20, вода - остальное;
промывка горячей водой (t )
промывка холодной водой;
осветление в растворе состава, %: азотная кислота 7-20; вода - остальное, при t 45-50 0, время обработки - 10 мин;
промывка холодной водой;
сушка горячим воздухом.
Готовые трубы подвергали контролю: качество их определяли визуальным осмотром, а величину подачи заготовки, которая прямо пропорциональ
10
на производительности, расчетный путем,
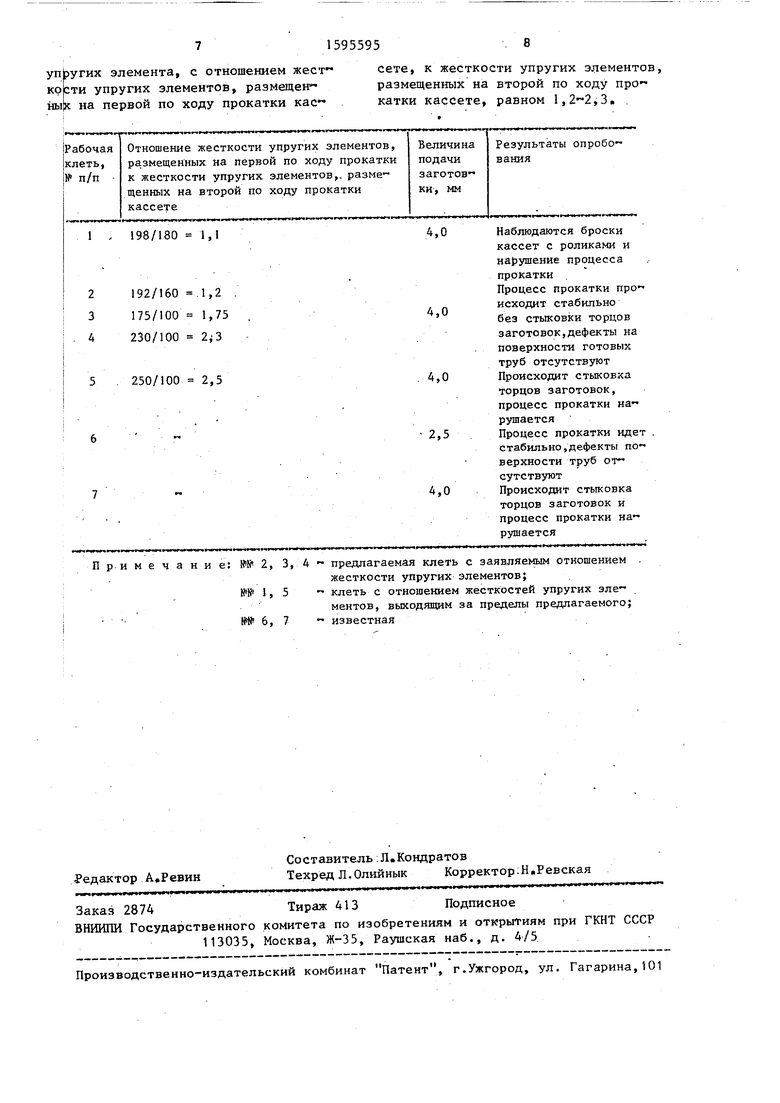
В таблице приведены результаты экспериментов.
Как следует из таблицы, предлагаемая рабочая клеть (№2, 3 и 4) обес- обеспечивает повьпиение производительности за счет увеличения величины подачи заготовки в 1,6 раза при сохранении требуемого качества прокатываемых труб в то время, как при использовании известной рабочей кле15 ти (№ 6 и 7) при повышении величины подачи заготовки (до 4,0) происходит нарушение процесса прокатки труб из-за стыковки торцов заготовок в очаге деформации,
В. случае же, если отношение жест- . кости упругих элементов, размещенных на первой цо ходу прокатки кассете, к жесткости упругих элементов, размещенных на первой по ходу прокатки
25 кассете (№ 1), то наблюдаются броски кассет с роликами и стабильность процесса прокатки нарушается, а если это отношение составляет больше 2,3 (№ 6), то происходит стыковка торцов заготовок и стабильность процесса также нарушается.
Таким образом, предлагаемая рабочая клеть по сравнению с известной повьшает производительность стана за счет увеличения величины подачи заготовки в 1,6 раза при обеспечении качества готовых труб.
20
30
35
40
Формула,изоб
р е т е н и я
Рабочая клеть роликового стана холодной прокатки труб, содержащая возвратно-поступательно перемещаемый
j корпус, в котором размещены профилированные опорные планки, сепаратор, несущий кассету.с рабочими роликами и с охватывающими их цапфы вкладышами, установленными относительно
5Q продольной оси сепаратора с возможностью перемещения, упругие элементы, с упорами и с резьбовым регулятором предварительного сжатия, отличающаяся тем, что, с целью
повьш1ения .производительности, она снабжена дополнительной кассетой с рабочими роликами, рас положенной в разделенном перегородкой сепараторе, при этом каждая кассета имеет по два
упЬугих элемента, с отношением жест кости упругих элементов, размещен ia.i|x на первой по ходу прокатки кассете, к жесткости упругих элементов, размещенных на второй по ходу про катки кассете, равном 1,,3. .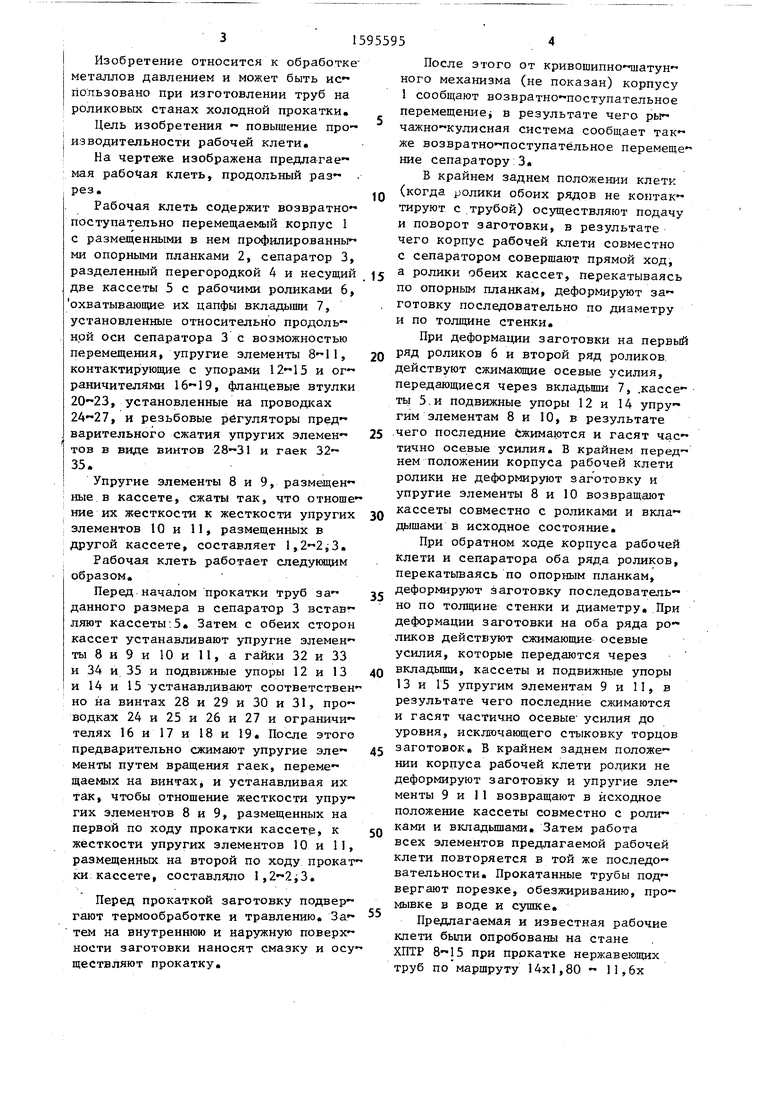
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть роликового стана холодной прокатки труб | 1980 |
|
SU956078A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ КОРЖОВА Н.Н. | 1992 |
|
RU2061565C1 |
| Рабочая клеть роликового стана холодной прокатки труб | 1975 |
|
SU598665A1 |
| СПОСОБ ХОЛОДНОЙ ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ОСОБОТОНКОСТЕННЫХ ТРУБ | 2013 |
|
RU2551728C2 |
| РАБОЧАЯ КЛЕТЬ РОЛИКОВОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2003 |
|
RU2243043C1 |
| Рабочая клеть стана холодной прокатки труб роликами | 1983 |
|
SU1127651A1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| Рабочая клеть роликового стана | 1978 |
|
SU759153A1 |
| МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 1999 |
|
RU2180873C2 |
| Клеть стана пилигримовой про-КАТКи ТРуб | 1979 |
|
SU816587A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении труб на роликовых станах холодной прокатки. Цель изобретения - повышение производительности. Перед началом прокатки труб заданного размера в сепаратор 3 вставляют кассеты 5. С обеих сторон кассет устанавливают упругие элементы 8 и 9, 10 и 11. Предварительно снимают упругие элементы вращением гаек 32-35, перемещаемых на винтах 28-31, устанавливая отношение жесткости упругих элементов 8 и 9, размещенных на первой по ходу прокатки кассете, к жесткости упругих элементов 10 и 11, размещенных на второй по ходу прокатки кассете, равным 1,2-2,3. Упругие элементы 8 и 10 при прямом ходе и упругие элементы 9 и 11 при обратном ходе корпуса 1 клети и сепаратора 3 сжимаются и гасят частично осевые усилия между заготовками. В крайних положениях клети ролики 6 не деформируют заготовку и упругие элементы возвращают кассеты 5 в исходное положение. 1 ил., 1 табл.
198/180 1,1
192/160 .1,2 175/100 1,75 230/100
250/100 2,5
П р.и м е ч а н и е: Ш 2, 3, 4 - предлагаемая клеть с заявляемым отношением .
жесткости упругих элементов;
№№1,5 - клеть с отношением жесткостей упругих эле- . ментов, выходящим за пределы предлагаемого; №№ 6, 7 - известная
Наблюдаются броски кассет с роликами и нарушение процесса прокатки
Процесс прокатки про исходит стабильно без стыковки торцов заготовок,дефекты на поверхности готовых труб отсутствуют Происходит стыковка торцов заготовок, процесс прокатки нарушается
Процесс прокатки идет стабильно,дефекты по верхности труб отсутствуют
Происходит стыковка торцов заготовок и процесс прокатки нарушается
| УСТРОЙСТВО ДЛЯ КОНСЕРВАЦИИ И ОЧИСТКИ ЗАГРЯЗНЕННОГО ВОЗДУХА | 1999 |
|
RU2161056C1 |
| Способ изготовления лопаточного венца турбин, вентиляторов и т.п. | 1946 |
|
SU72189A1 |
| Рабочая клеть роликового стана холодной прокатки труб | 1980 |
|
SU956078A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
