Изобретение относится к области полимерного машиностроения и может быть использовано при удалении облоя с формовых резиновых деталей после вулканизации.
Известен способ удаления облоя с формовых резиновых деталей путем охлаждения облоя до хрупкого состояния с последу1опи1м удалением его вращаюпшмися щетками.
В известном способе окружную скорость вращения щеток выбирают значительно превосходящей скорость относительного перемещения щетки и детали, в результате чего происходит удаление облоя только с наружных поверхностей деталей. Облой с внутренних поверхностей деталей типа втулок, колец прямоугольного и круглого сечения и г. д., особенно деталей с малым внутренпим диаметром, известным способом удалить нельзя, так как волокна щеток не успевают попасть в отверстия обрабатываемых деталей.
Для обеспечения качественного удаления облоя с деталей различной конфигурации удаление облоя производят путем обкатывания деталей щетками, причем окружную скорость вращения щетки выбирают равной скорости относительного перемещения И1.етки н детали.
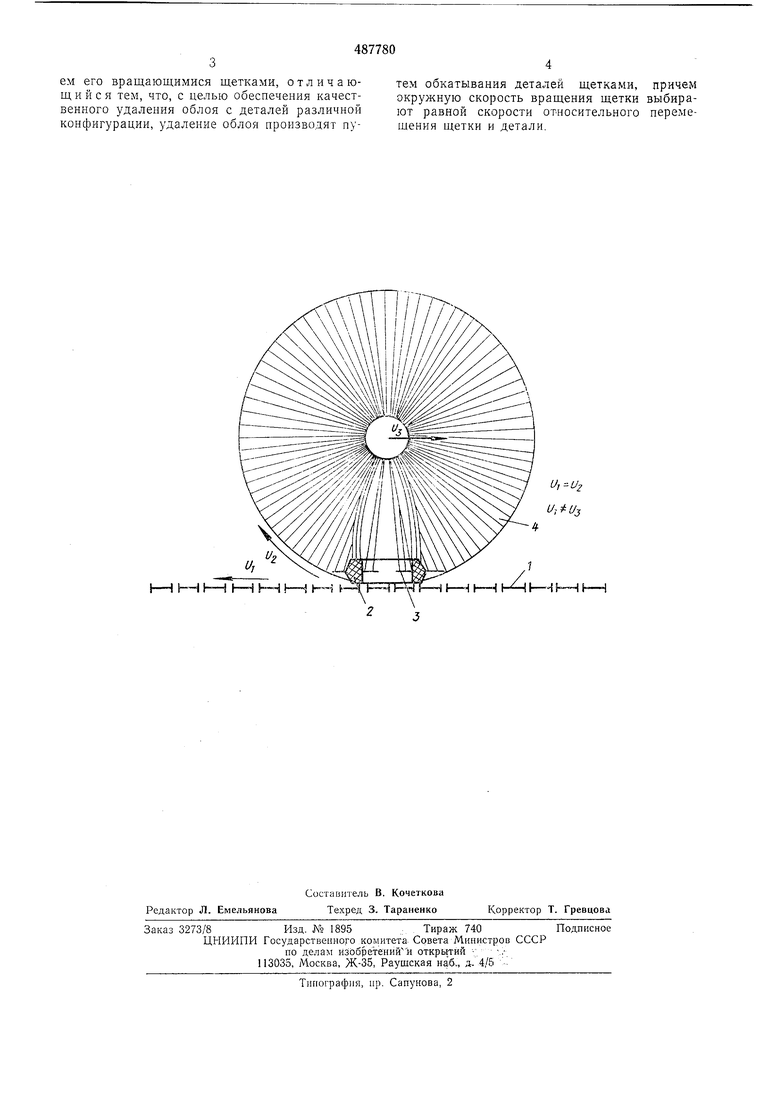
На чертеже представлена схема обработки Деталей по предлагаемому способу.
На поверхность 1, движущуюся со скоростью V;, помещают предварительно замороженную до хрупкого состояния облоя деталь 2, имеюн1ую облой 3 по разъему формы как с наружной, так и с внутренней стороны. В процессе движения плоскости 1 совместно с
деталью 2 последняя поступает под воздействие вращающейся щетки 4, вынолненной из морозостойкого волокна, причем окружную скорость вращения }- щетки выбирают равной скорости относительного перемещения
щетки н детали. В данном примере пропззо дят перемещение детали относительно Н1етки. В результате обкатывания детали щеткой волокна щетки )меют возможность проникать внутрь детали 2 и скалывают облой. Интепснвноеть удаления облоя регулируют перемеигением и.1етки 4 относительно поверхности 1
со скоростью УЗ. Причем, если скорость 1:;
будет равна О, то скорость обкатки будет равна скорости движения . Если скорость 1л
будет равна по величине и направлению Vi. то скорость обкатки будет равна О и обкатки не будет. Если скорости Vi и Vs будут равны по величине и противоположны по направлению, то скорость обкатки н, соответстпенпо,
процесса ула.тения облоя возрастает вдвое т. .4.
Предмет н з о б р е т е н н я
С;юсоб удаления облоя с формовых резиновых деталей путем охлан дения облоя до
хрупкого состояния с последующим удалением его вращающимися щетками, отличающийся тем, что, с целью обеспечения качественного удаления облоя с деталей различной конфигурации, удаление облоя нроизводят путем обкатывания деталей щетками, причем окружную скорость вращения щетки выбирают равной скорости относительного перемешения щетки и детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для удаления облоя с формовых резиновых деталей | 1982 |
|
SU1034914A1 |
| Устройство для удаления облоя с формовых резиновых изделий | 1974 |
|
SU523806A1 |
| Устройство для удаления облоя с резиновых изделий | 1990 |
|
SU1763218A1 |
| Способ удаления облоя с формовых резиновых деталей | 1975 |
|
SU535775A1 |
| Устройство для удаления облоя с формовых резиновых изделий | 1979 |
|
SU861092A1 |
| Устройство для удаления облоя с формовых резиновых изделий | 1988 |
|
SU1595659A1 |
| Устройство для удаления облоя с формовых резиновых изделий | 1978 |
|
SU739834A1 |
| Устройство для удаления облоя с формовых резиновых изделий | 1976 |
|
SU568551A1 |
| Устройство для удаления облоя с формовых резиновых изделий | 1989 |
|
SU1682192A1 |
| Устройство для удаления облоя с формовых резиновых деталей | 1976 |
|
SU582986A1 |
1-НННЬ-I
