Изобретение относится к сварке пла-- стмасс и может найти применение при сварке деталей из термопластов встык нагретым инструментом.
Цель изобретения - повышение качества сварного соединения.
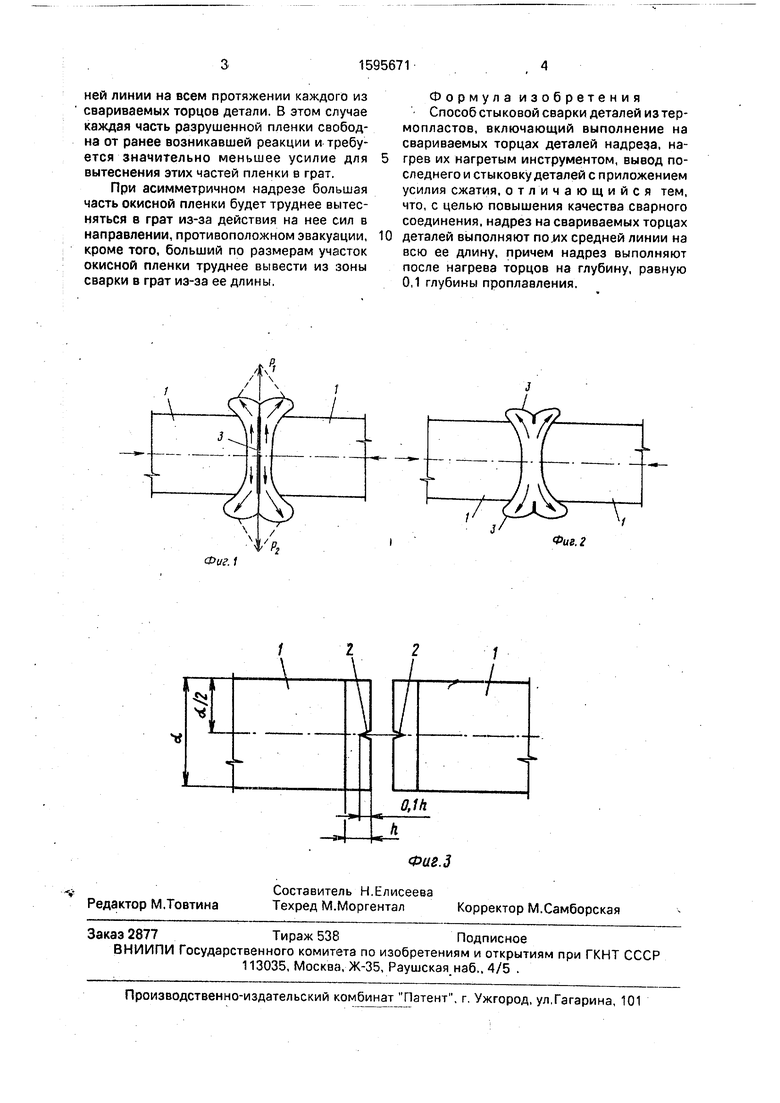
На фиг.1 изображена схема действующих на окисную пленку сил, возникающих в результате выдавливания расплава; на фиг.2 - вытеснение разрушенной окисной пленки в грат; на фиг.З - схема нанесения надреза.
Способ стыковой сварки деталей из термопластов заключается в следующем.
После подготовки торцов деталей 1 между ними вводят нагретый инструмент (не показан). Детали прижимают к инструменту и нагревают свариваемые торцы до заданной температуры, после чего инструмент выводят из зоны сварки. Затем по средней линии свариваемых торцов деталей на всю ее длину выполняют надрез 2. Надрез по средней линии свариваемых торцов
разрезает окисную пленку 3, образовавшуюся в результате взаимодействия разогретых торцов с кислородом воздуха. Надрез выполняют на глубину, равную 0,1 глубины проплавления. Такая величина надреза позволяет прорезать окисную пленку 3 и не повредить внутренние слои. Затем производят стыковку деталей с приложением усилия сжатия и выдержку их под указанным усилием до охлаждения сварного шва. В процессе осадки окисная пленка 3 находится между свариваемыми деталями 2 и испытывает воздействие выдавливаемого в грат расплава. Грат выдавливается симметрично относительно горизонтальной и вертикальной оси сварного соединения. Следовательно, и суммарные усилия от действия на окисную пленку симметричны, т.е. Pi Р2 (фиг.1). В тех случаях, если этого усилия хватает для разрыва пленки, разрушенная пленка вытесняется в грат (фиг.2). В том случае, если усилия недрстаточно, пленка остается в соединении. С целью облегчения эвакуации окисной пленки в грат ее разрезают по средЬо
ся ю ел о
XI
ней линии на всем протяжении каждого из свариваемых торцов детали. В этом случае каждая часть разрушенной пленки свободна от ранее возникавшей реакции и требуется значительно меньшее усилие для вытеснения этих частей пленки в грат.
При асимметричном надрезе большая часть окисной пленки будет труднее вытесняться 8 грат из-за действия на нее сил в направлении, противоположном эвакуации, кроме того, больший по размерам участок окисной пленки труднее вывести из зоны сварки в грат из-за ее длины.
Ф о р м у л а и 3 о б р ет е н и я Способ стыковой сварки деталей из термопластов, включающий выполнение на свариваемых торцах деталей надреза, нагрев их нагретым инструментом, вывод последнего и стыковку деталей с приложением усилия сжатия, отличающийся тем, что, с целью повышения качества сварного соединения, надрез на свариваемых торцах деталей выполняют средней линии на всю ее длину, причем надрез выполняют после нагрева торцов на глубину, равную 0,1 глубины проплавления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ стыковой сварки деталей из термопластов | 1988 |
|
SU1597293A1 |
| Способ контактно-тепловой сварки полимерных материалов | 1982 |
|
SU1063613A1 |
| Способ стыковой сварки деталей из термопластов | 1988 |
|
SU1558696A1 |
| СПОСОБ СВАРКИ ТОЛСТОСТЕННЫХ ПОЛИМЕРНЫХ ТРУБ | 2018 |
|
RU2688518C1 |
| Устройство для стыковой сварки труб из термопластов | 1980 |
|
SU1028516A1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕГО ГЕРМЕТИЗАЦИИ | 1997 |
|
RU2127457C1 |
| Электрический инфракрасный излучатель для сварки деталей из полимерных материалов | 1982 |
|
SU1077806A1 |
| Способ контактной стыковой сварки | 1982 |
|
SU1074683A1 |
| Способ сварки труб из термопластов | 2016 |
|
RU2665393C2 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ ТРУБ ИЗ АРМИРОВАННОГО ТЕРМОПЛАСТА И СПОСОБ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2206019C2 |
Изобретение относится к области сварки пластмасс и может найти применение при сварке деталей из термопластов встык нагретым инструментом. Цель - повышение качества сварного соединения. Для этого в способе стыковой сварки деталей из термопластов надрез на свариваемых торцах деталей выполняют по их средней линии на всю ее длину. Надрез выполняют после нагрева торцов на глубину, равную 0,1 глубины проплавления. 3 ил.
Редактор М.Товтина
Составитель Н.Елисеева Техред М.Моргентал
Фиг.З
Корректор М.Самборская
| ВНУТРЕННИЙ ЦЕНТРАТОРПАТЕИШ-Т?ХШН!'^1<Д1|БНБЛ^КО'^^К?^ Ji | 0 |
|
SU352730A1 |
| Солесос | 1922 |
|
SU29A1 |
| Способ соединения листов из пенопласта | 1975 |
|
SU638247A3 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
