Предлагаемое изобретение относится к строительству трубопроводов.
Известен внутренний центратор, содержащий несколько рядов разжимных элементов, смонтированных на трубчатом корпусе при помощи обойм, причем одна из них установлена с возможностью перемещения.
В отличие от предыдущего, корпус настоящего центратора выполнен с байонетным пазом, а подвижная обойма имеет выступ, размещенный в указанном пазу.
Это отличие позволяет повысить качество сварного соединения при сварке пластмасс за счет возможности поворота труб относительно друг друга и разрушения окисной пленки.
Сущность изобретения поясняется чертежами.
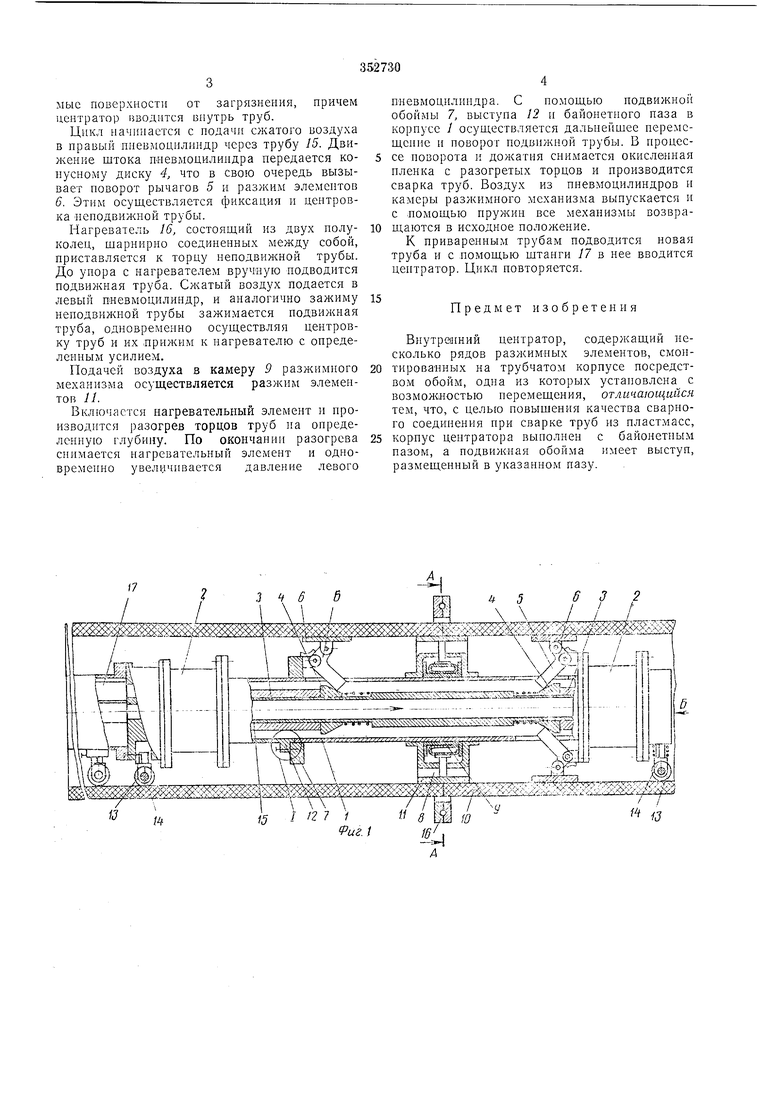
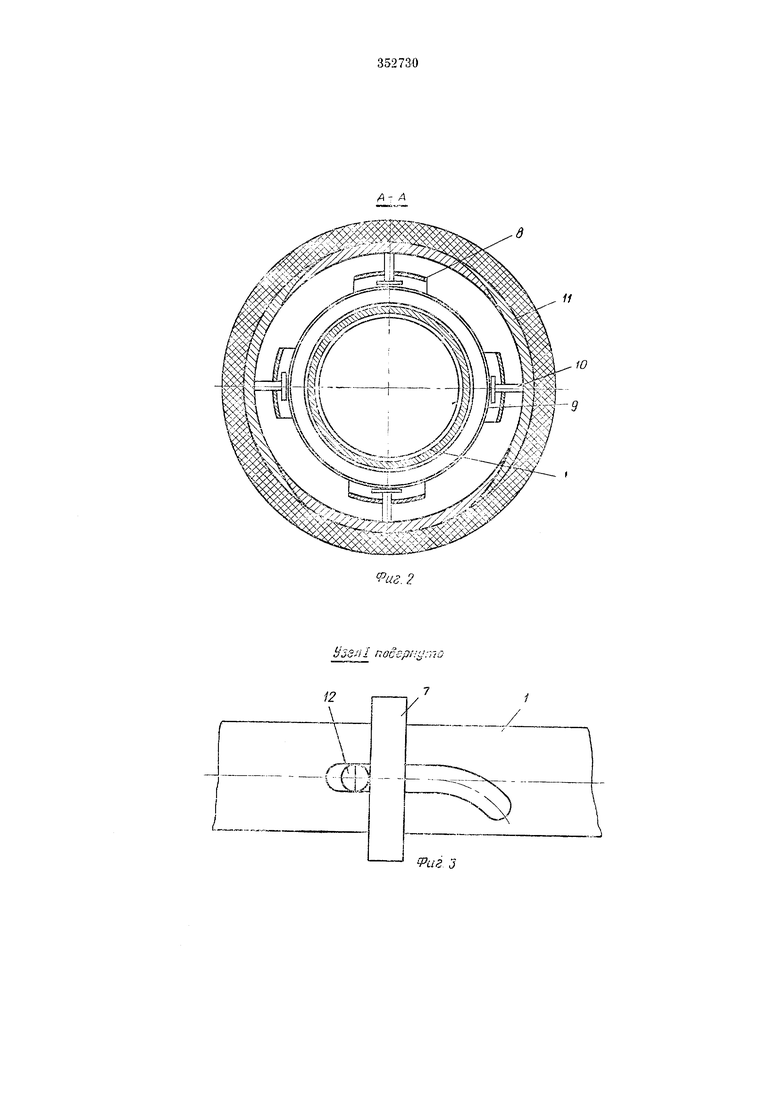
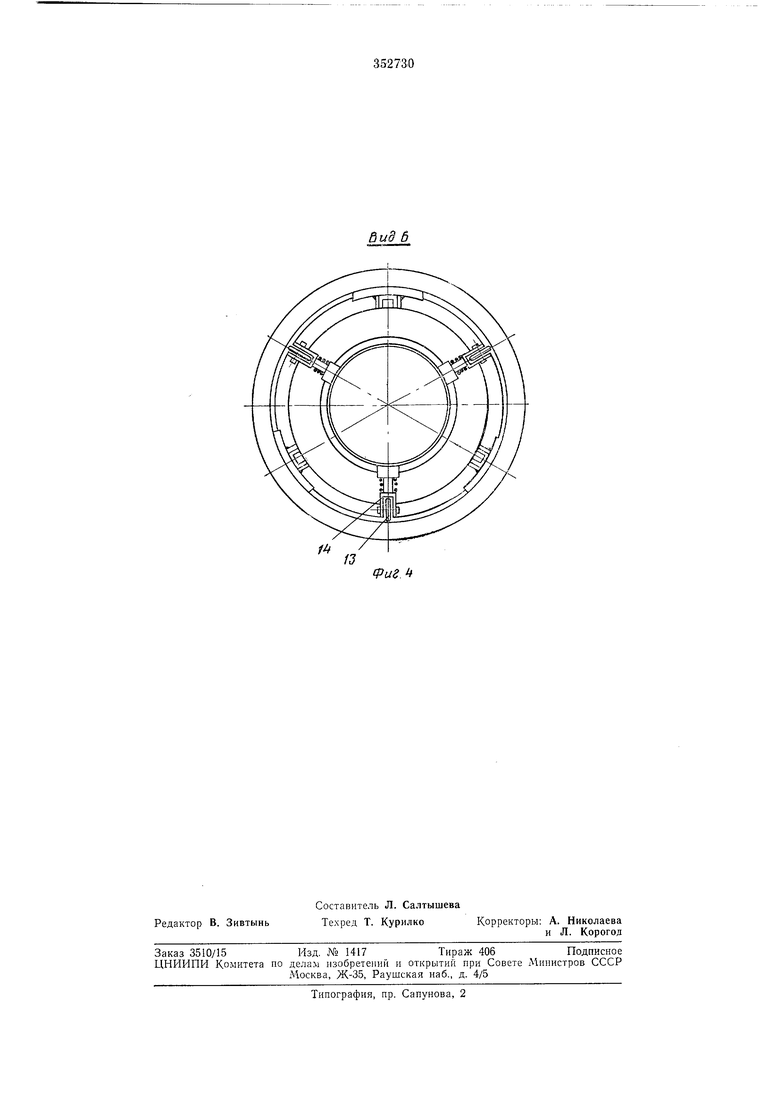
На фиг. 1 изображен центратор в разрезе; на фиг. 2 - разрез по линии А-А на фиг. 1; на фиг. 3 - узел 1; на фиг. 4 - вид по стрелке Б на фиг. 1.
Корпус центратора 1 представляет собой стальную трубу, к торцам которой крепятся пневмоцилиндры 2.
В процессе работы штоки 3 пневмоцилиндров перемещают конусные диски 4, что вызывает поворот рычагов 5 и разжимных элементов 6, центрирующего и зажимного механизма. Для точной центровки и равномерного зажима трубы колодки раснолол ены нод углом 120°С друг к другу. Для перемещения трубы одна пара зажимных колодок закреплена на подвижной о-бойме 7.
Разжимной механизм состоит из четырех стоек 8 прикрецлеиных к KOipnycy /, .резиновой разжилшой камеры 9, четырех штоков 10, с которыми связаны разжвмные элементы 11, частично перекрывающие друг друга.
Для снятия окисленной пленки на торцах труб после их разогрева предусмотрен поворот привариваемой трубы.
При и стыковке поворот осуществляется с помощью выступа 12 и байонетного паза в корпусе 1.
Перемещение центратора происходит при помощи роликов 13, которые имеют резиновый обод и расположены под углом 120° относительно друг друга. Ролики посажены на оси плавающих вилок 14, которые вставлены в корпуса пневмоцилиндров и установлены на пружинах.
Л еханическая обработка торцов свариваемых труб производится предварительно.
Работа установки осуществляется следующим образом. Свариваемые торцы труб соосно укладьшамыс поверхности от загрязнения, причем центратор вводшся внутрь труб.
Цнкл начинается с подачи сжатого иоздуха в правый пневмоцилиндр через трубу 5. Движение штока пиевмоцилиндра передается конусному диску 4, что в свою очередь вызывает поворот рычагов 5 н разжим элементов 6. Этим осуществляется фиксация и центровка иенодвижной трубы.
Нагреватель 16, состоящий из двух полуколец, щарнирно соединенных между собой, приставляется к торцу неподвижной трубы. До уиора с нагревателем вручную подводится подвижная труба. Сжатый воздух подается в левый п-невмоцилиндр, и аналогично зажиму неподвижной трубы зажимается подвижная труба, одновременно осуществляя центровку труб и их прижим к нагревателю с определенным усилием.
Подачей воздуха в камеру 9 разжимного механизма осуществляется разжим элемеитов и.
Включается нагревательный элемент и производится разогрев торцов труб на определенную глубину. По окончании разогрева снимается нагревательный элемент и одновременно увел11чивается давление левого
пневмоцилиндра. С номощью подвижной обоймы 7, выступа 12 и байонетного паза в корпусе I осуи;ествляется дальпейщее неремсщснне и поворот подвижной трубы. В процессе поворота н дожатня снимается окисленная пленка с разогретых торцов и производится сварка труб. Воздух нз пневмоцилиндров и камеры разжимного механизма выпускается и с ломощью пружин все механизмы возвращаются в исходное положение.
К приваренным трубам подводится новая труба и с помощью щтапги 17 в нее вводится центратор. Цикл повторяется.
Предмет изобретения
Внутренний центратор, содержащий несколько рядов разжимных элементов, смоитированных на трубчатом корпусе посредством обойм, одна из которых установлена с возможностью неремещения, отличающийся тем, что, с целью повыщения качества сварного соединения нри сварке труб из пластмасс,
корпус центратора выполнен с байонетным пазом, а подвижная обойма имеет выступ, размещенный в указанном пазу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки оплавлением труб с изоляцией | 2024 |
|
RU2835460C1 |
| Внутренний центратор | 1968 |
|
SU273036A1 |
| Внутренний центратор для сборки и сварки кольцевых швов в среде защитного газа | 1981 |
|
SU1094710A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ | 1992 |
|
RU2021092C1 |
| Способ соединения пластмассовых рукавов и устройство для его осуществления | 1990 |
|
SU1782769A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ ПРЕССОВОЙ СВАРКИ ТРУБ | 2008 |
|
RU2416503C2 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2354520C2 |
| Внутреннее формирующее устройство для сварки кольцевых швов | 1989 |
|
SU1660919A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ТРУБ | 1972 |
|
SU326031A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2009 |
|
RU2405664C1 |
/4 V.4--. .1,±,.j-S-ri 7I Wv-: ( 15 1 27 дШ Ш « Pue.
посгрпугпо
12
-V
I/
