1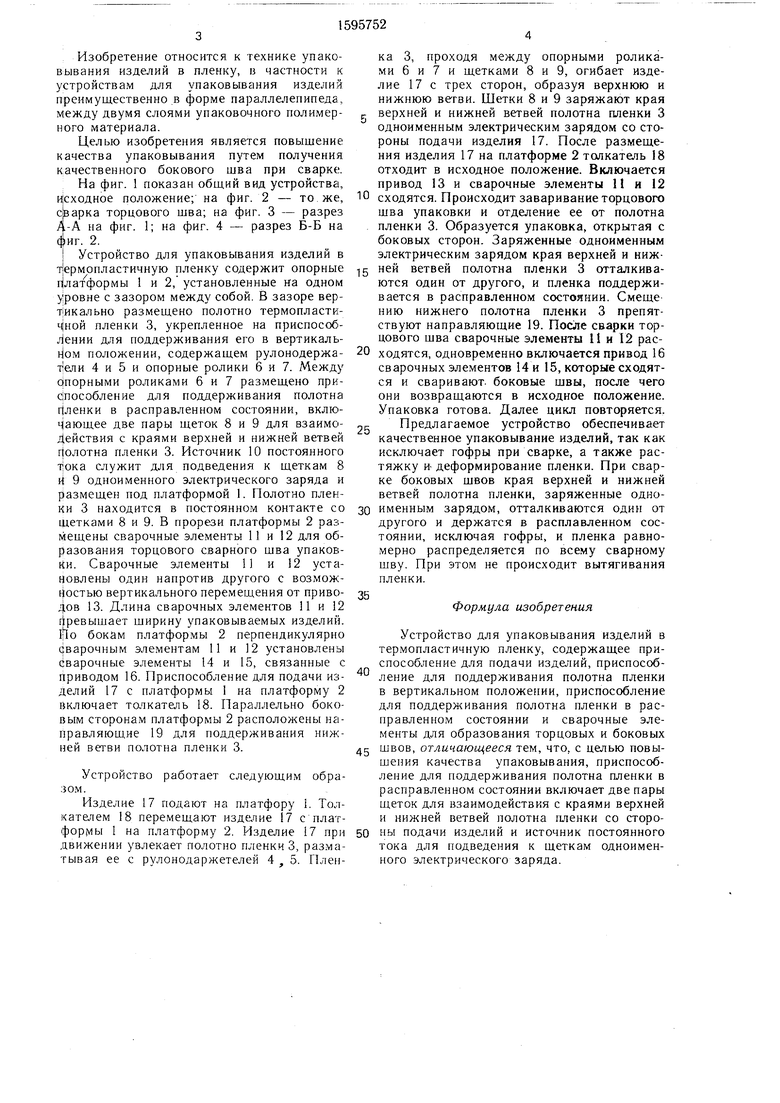
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упаковывания группы предметов в пленку | 1987 |
|
SU1495208A1 |
| Устройство для упаковывания изделий в пленку | 1986 |
|
SU1369990A1 |
| Устройство для упаковывания в пленку штучных предметов | 1988 |
|
SU1544645A1 |
| Способ упаковывания концевых частей длинномерных изделий | 1988 |
|
SU1585219A1 |
| Устройство для упаковывания изделий в полимерную пленку | 1984 |
|
SU1209510A1 |
| Устройство для упаковывания предметов в термопластичную пленку | 1986 |
|
SU1344685A1 |
| Устройство для упаковывания группы изделий в пленку | 1990 |
|
SU1775328A1 |
| МАШИНА ДЛЯ УПАКОВЫВАНИЯ ИЗДЕЛИЙ В ПОЛИМЕРНУЮ ПЛЕНКУ | 1992 |
|
RU2015943C1 |
| УСТРОЙСТВО ДЛЯ УПАКОВКИ ПРЕДМЕТОВ ПРЯМОУГОЛЬНОЙ ФОРМЫ | 2004 |
|
RU2263051C1 |
| УНИВЕРСАЛЬНАЯ УПАКОВОЧНАЯ МАШИНА | 2011 |
|
RU2471690C1 |
Изобретение относится к технике упаковывания, в частности изделий между двумя слоями полимерного упаковочного материала. Цель изобретения - повышение качества упаковывания путем получения качественного бокового шва при сварке. Устройство содержит платформы 1 и 2 для установки изделий 17. Между платформами 1 и 2 вертикально проходит пленка 3. Толкатель 18 служит для перемещения изделия 17. Сварочные элементы 11, 12, 14 и 15 установлены с возможностью перемещения в вертикальной плоскости для последовательной сварки торцового и боковых швов пакета. При протягивании края верхней и нижней ветвей полотна пленки 3 со стороны подачи изделий 17 щетками 8 и 9 заряжаются одноименным электрическим зарядом, подводимым к щеткам 8 и 9 от источника 10 постоянного тока. 4 ил.
сд со
СП
сд to
Изобретение относится к технике упаковывания изделий в пленку, в частности к устройствам для упаковывания изделий преимущественно в форме параллелепипеда, между двумя слоями упаковочного полимерного материала.
Целью изобретения является повышение качества упаковывания путем получения качественного бокового шва при сварке.
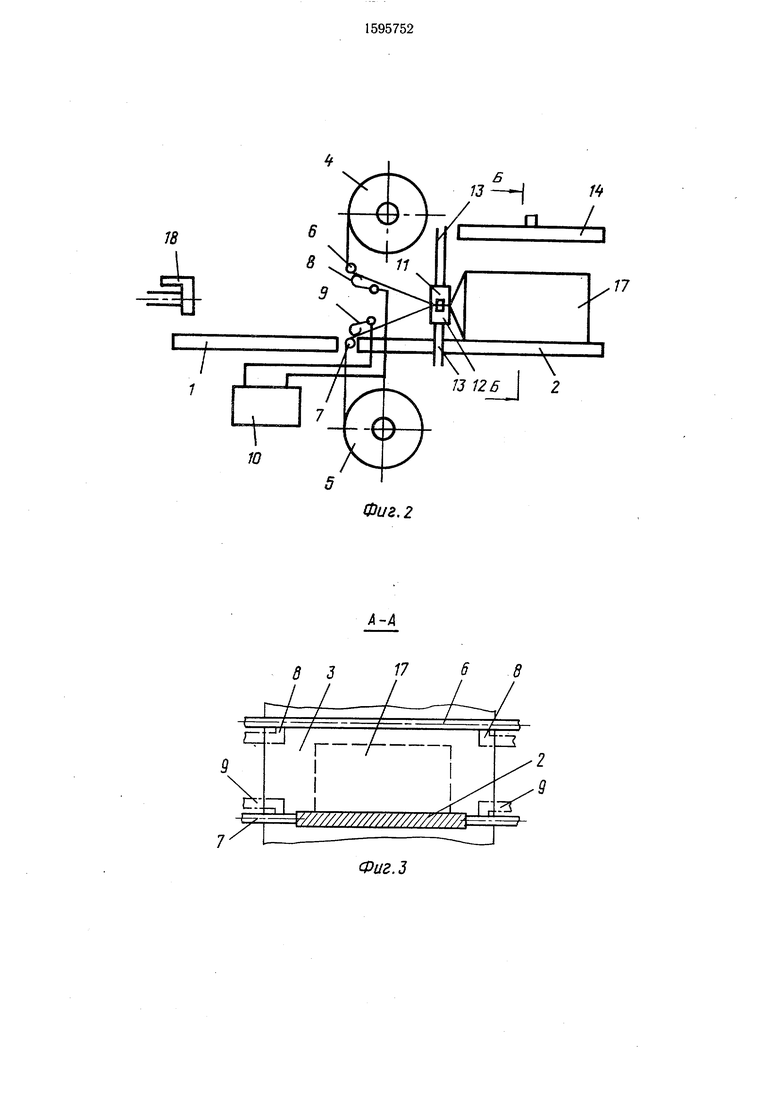
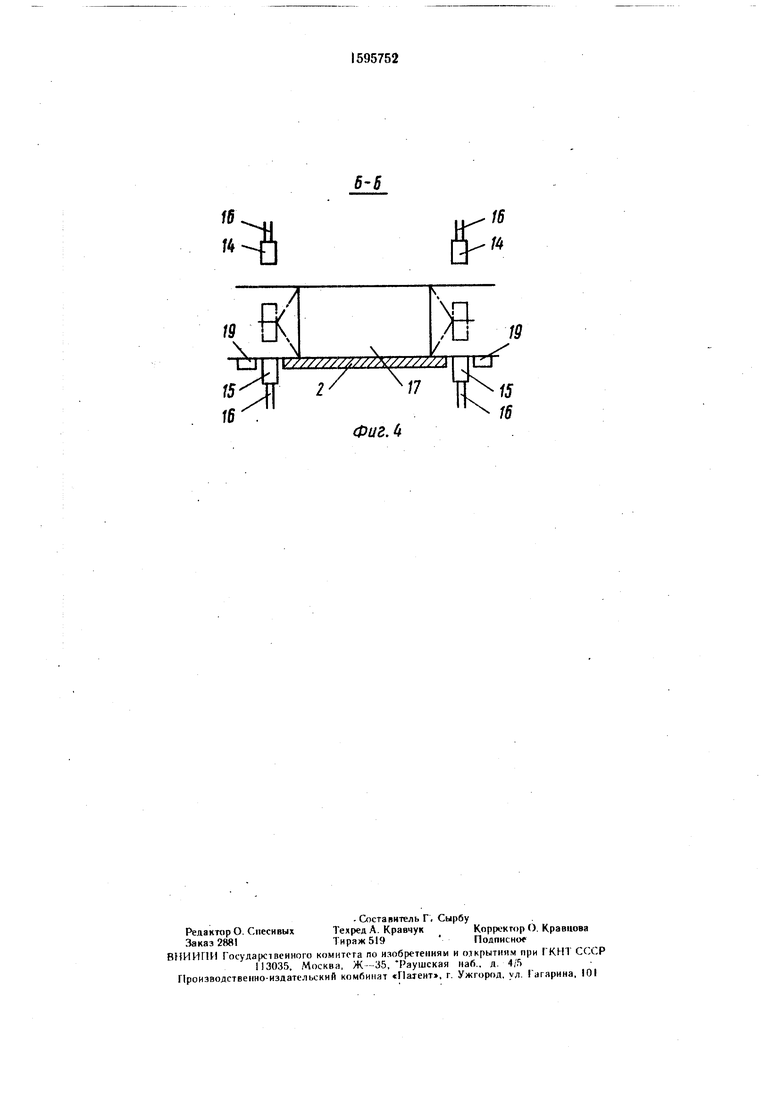
На фиг. 1 показан обш,ий вид устройства, и сходное положение; на фиг. 2 - то же, сЬарка торцового шва; на фиг. 3 - разрез Д-А на фиг. 1; на фиг. 4 - разрез Б-Б на 4иг. 2.
I Устройство для упаковывания изделий в т ермопластичную пленку содержит опорные Нла/формы 1 и 2, установленные на одном уровне с зазором между собой. В зазоре вер- т|икально размеш,ено полотно термопласти- пленки 3, укрепленное на приспосо€|- 1ении для поддерживания его в вертикаль- Йом положении, содержащем рулонодержа- Т1ели 4 и 5 и опорные ролики 6 и 7. Между упорными роликами 6 и 7 размещено при- с1пособление для поддерживания полотна Иленки в расправленном состоянии, включающее две пары щеток 8 и 9 для взаимодействия с краями верхней и нижней ветвей Полотна пленки 3. Источник 10 постоянного lioKa служит для подведения к щеткам 8 и 9 одноименного электрического заряда и размещен под платформой 1. Полотно пленки 3 находится в постоянном контакте со щетками 8 и 9. В прорези платформы 2 размещены сварочные элементы 11 и 12 для образования торцового сварного щва упаковки. Сварочные элементы 11 и 12 установлены один напротив другого с возможностью вертикального перемещения от приводов 13. Длина сварочных элементов 11 и 12 превышает ширину упаковываемых изделий. Йо бокам платформы 2 перпендикулярно сварочным элементам 11 и 12 установлены сварочные элементы 14 и 15, связанные с приводом 16. Приспособление для подачи изделий 17 с платформы 1 на платформу 2 включает толкатель 18. Параллельно боковым сторонам платформы 2 расположены направляющие 19 для поддерживания нижней ветви полотна пленки 3.
Устройство работает следующим образом.
Изделие 17 подают на платфору i. Тол- 18 перемещают издапие 17 с платформы 1 на платформу 2. Изделие 17 при движении увлек-ает полотно пленки 3, разматывая ее с рулонодаржетелей 4,5. Пленка 3, проходя между опорными роликами 6 и 7 и щетками 8 и 9, огибает изделие 17 с трех сторон, образуя верхнюю и нижнюю вегви. Шетки 8 и 9 заряжают края
верхней и нижней ветвей полотна пленки 3 одноименным электрическим зарядом со стороны подачи изделия 17. После размещения изделия 17 на платформе 2 толкатель 18 отходит в исходное положение. Включается привод 13 и сварочные элементы 11 и 12
сходятся. Происходит заваривание торцового шва упаковки и отделение ее от полотна пленки 3. Образуется упаковка, открытая с боковых сторон. Заряженные одноименным электрическим зарядом края верхней и нижней ветвей полотна пленки 3 отталкиваются один от другого, и пленка поддерживается в расправленном состоянии. Смеще нию нижнего полотна пленки 3 препятствуют направляющие 19. После сварки торцового щва сварочные элементы И и 12 расходятся, одновременно включается привод 16 сварочных элементов 14 и 15, которые сходятся и сваривают, боковые швы, после чего они возвращаются в исходное положение. Упаковка готова. Далее цикл повторяется.
Предлагаемое устройство обеспечивает качественное упаковывание изделий, так как исключает гофры при сварке, а также растяжку и- деформирование пленки. При сварке боковых швов края верхней и нижней ветвей полотна пленки, заряженные одноименным зарядом, отталкиваются один от другого и держатся в расплавленном состоянии, исключая гофры, и пленка равномерно распределяется по всему сварному шву. При этом не происходит вытягивания пленки.
35
Формула изобретения
Устройство для упаковывания изделий в термопластичную пленку, содержащее приспособление для подачи изделий, приспособление для поддерживания полотна пленки в вертикальном положении, приспособление для поддерживания полотна пленки в расправленном состоянии и сварочные элементы для образования торцовых и боковых
швов, отличающееся тем, что. с целью повышения качества упаковывания, приспособление для поддерживания полотна пленки в расправленном состоянии включает две пары щеток для взаимодействия с краями верхней и нижней ветвей полотна пленки со стороны подачи изделий и источник постоянного тока для подведения к щеткам одноименного электрического заряда.
Ю
г4-4-1,
CJ
TlГPS
.-J /jj. L.I
X
///////////////////7////
Фиг. 2
Фиг.З
17
ФигЛ
| Устройство для упаковки изделий в термопластичную пленку | 1984 |
|
SU1209509A1 |
| кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
