7 /2 5/2 J П 2725 25 22 1 /9 I /
(Л
19 17
Щ
4 СО ел N3
О
00
20 Т 5 1В
Изобретение относится к оборудованию для упаковывания в пленку группы предметов и может быть использовано в машиностроении при автоматизации процессов упаковки изделий, предварительно уложенных во вкладаши или на поддоны.
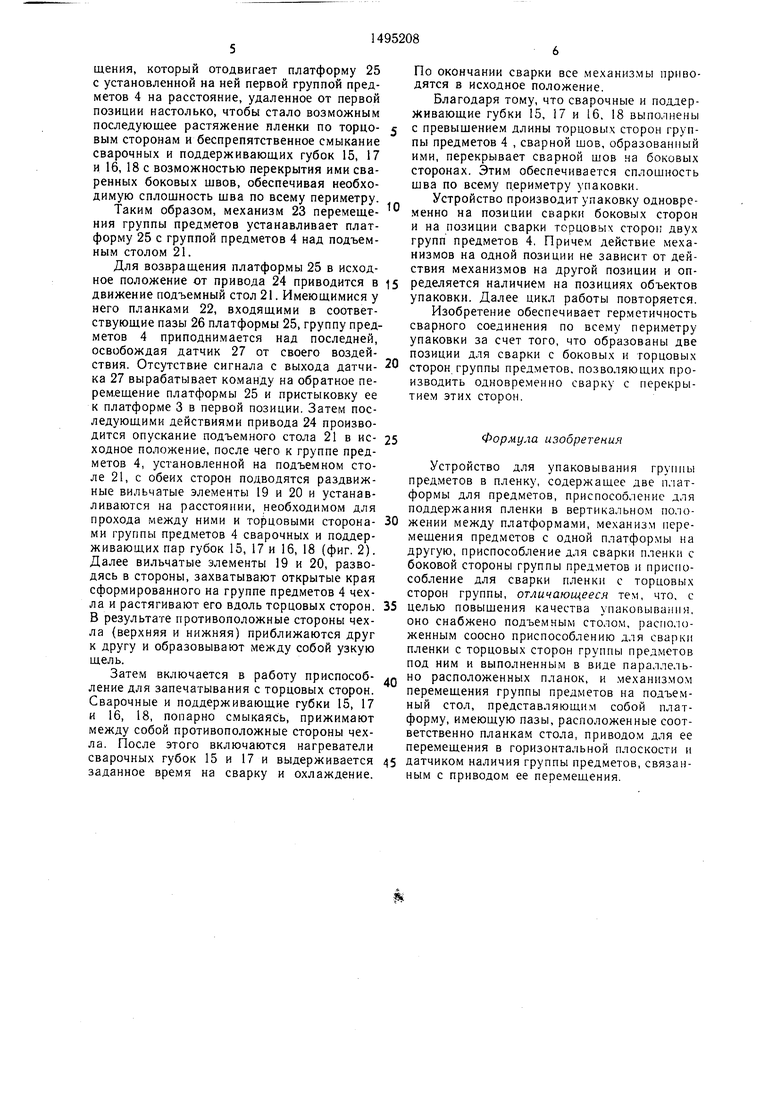
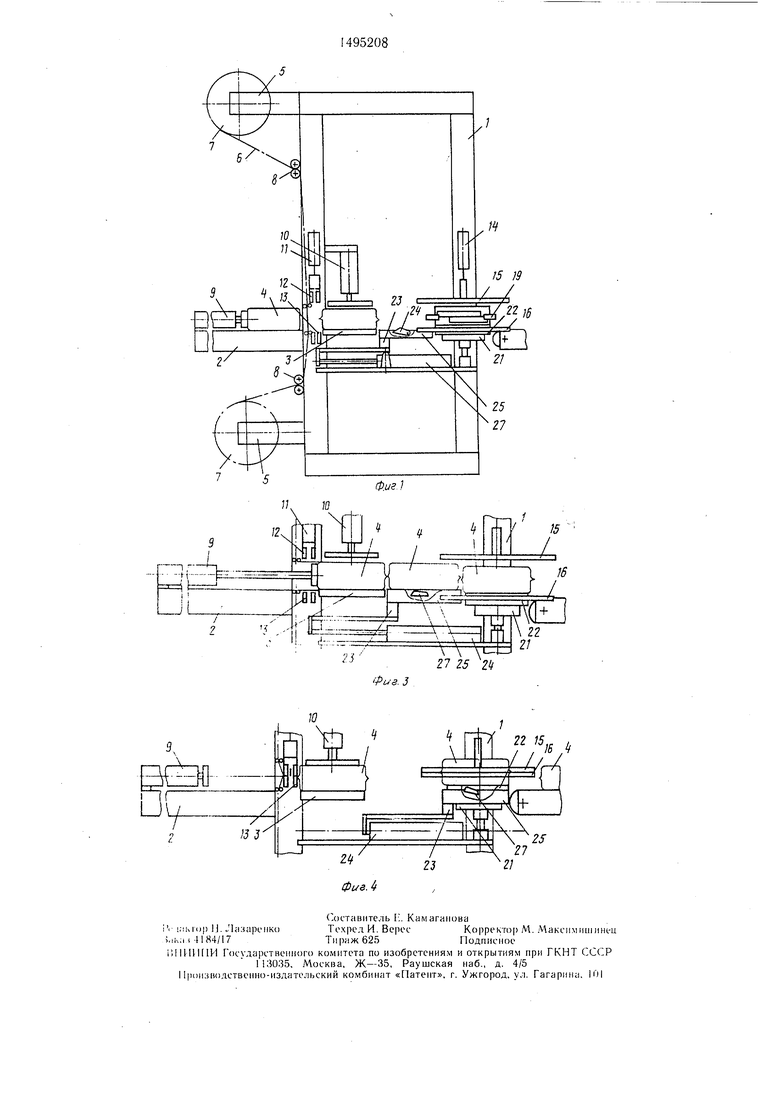
На фиг. 1 изображено устройство для упаковки группы предметов в пленку, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - то же, вид сбоку в положении перемещения группы предметов с одной платформы на другую; на фиг. 4 - то же, на этапе сварки пленки по боковым и торцовым сторонам группы предметов.
10
в верхнем положении, поддерживающие спаренные губки 13 и поддерживающие губки 16 и 18 - в нижнем положении, платформа 25 - в крайнем левом, а подъемный стол 21 - в нижнем положении.
При подэче на платформу 2 группы предметов 4 последние воздействуют на датчик (не показан), установленный на механизме 9. Сигнал от датчика поступает в блок управления (не показан), от которого все последующие команды и последовательность действия механизмов устройства для упаковки группы предметов 4 в пленку производятся автоматически. Первым начинает работу механизм 9. Он производит перемещение
Устройство для упаковывания группы
предметов в пленку содержит раму 1, на кото- 5 группы предметов 4 с платформы 2 на плат- рой размещены две платформы 2 и 3 для груп- форму 3. Группа предметов 4 при движении пы предметов 4, приспособление 5 для под-на своем пути встречает полотно пленки 6, держания пленки 6 в вертикальном положе-которая обхватывает их с трех сторон. Поении между платформами 2 и 3, состоящееле размещения группы предметов 4 на плат- из рулонодержателей 7 и системы роликов 8,форме 3 опускается прижим 0, а механизм 9 механизм 9 для перемещения группы пред-20 возвращается в исходное положение. В ре- метов 4 с платформы 3, прижим 10, приспо-зультате этих действий пленка 6 оказывается собление для сварки с боковой стороны,плотно прижатой к группе предметов 4 с состоящее из привода 11, спаренных свароч-трех сторон.
ных губок 12 с установленным между нимиПосле этого две сварочные губки 12 и две
разрезным ножом (не показан) и поддер-25 поддерживающие губки 13 при рабочем ходе
живающих губок 13, кинематически связан-движутся навстречу друг другу, захватывая
ных с губками 12, приспособление для сварки с торцовых сторон, состоящее из привода 14, двух пар сварочных и поддерживающих губок 15, 16 и 17, 18, раздвижные вильсобой пленку 6, обтягивая ею вторую боковую сторону группы предметов 4.
В средней части высоты группы предмечатые элементы 19 и 20, установленные с 30 тов 4 сварочные и поддерживающие губки 12
и 13 попарно смыкаются, соединяя пленку 6, одна пара со стороны группы предметов 4, вторая - со стороны полотна пленки 6. При смыкании губок 12 и 13 по соответствующей команде производится включение нагреи 13 попарно смыкаются, соединяя пленку 6, одна пара со стороны группы предметов 4, вторая - со стороны полотна пленки 6. При смыкании губок 12 и 13 по соответствующей команде производится включение нагреторцовых сторон.
Устройство также снабжено подъемным столом 21, расположенным соосно с приспособлением для сварки пленки с торцовых сторон группы предметов 4, выполненным в
виде параллельно расположенных планок 22, 35 зателей сварочных губок 12 и выдерживает- механизмом 23 перемещения группы предме- ся заданное время сварки. Затем нагреватели выключаются и выдерживается заданное время на охлаждение. Одновременно с этим приводится в действие нож (не показан), - производящий разрезание пленки 6 между образованными сварными щвами. После этого прижим 10 и приспособление для запетов 4 на подъемный стол 2, снабженным приводом 24 и представляющим собой платформу 25, имеющую пары 26, расположенные соответственно планкам 22 подъемного стола 21, и датчиком 27 наличия группы предметов, установленным на платформе 25 и cвязa ным с приводом 24.
Платформа 2 может быть выполнена в виде подводящего конвейера.
чатывания с боковых сторон возвращается в исходное положение. На этом первая часть операции упаковки заканчива,ется. В резульПолотно пленки 6 берется щириной с уче- 45 тате произведенных последовательных дейтом напуска, необходимого для закрепления торцовых сторон предметов и образования сварного шва.
Сварные губки 15 и 17 и поддерживающие губки 16 и 18 имеют длину, превыщаюствий на группе предметов 4 формируется оболочка, открытая с торцовых сторон, и происходит отделение ее с образованием непрерывного полотна пленки 5.
Запечатывание с торцовых сторон произщую торцовую сторону группы предметов 4 50 водится на следующей позиции. Для этого на величину, равную половине их высоты, ки- механизмом 9 с платформы 2 на платфор- нематически связаны между собой.
Устройство для упаковывания группы
предметов в пленку работает следующим образом.
Исходное состояние: механизм 9 для пе- ремещения группы предметов 4 находится в крайнем левом положении, спаренные сварочные губки 12, сварочные губки 15 и 17 -
му 3 подается вторая группа предметов 4. При этом последняя собой перемещает первую группу предметов 4 на платформу 25 механизма 23 перемещения;
Первая группа предметов 4 воздействует на датчик 27, установленный на платформе 25, по сигналу которого приводится в действие привод 24 механизма 23 переме
в верхнем положении, поддерживающие спаренные губки 13 и поддерживающие губки 16 и 18 - в нижнем положении, платформа 25 - в крайнем левом, а подъемный стол 21 - в нижнем положении.
При подэче на платформу 2 группы предметов 4 последние воздействуют на датчик (не показан), установленный на механизме 9. Сигнал от датчика поступает в блок управления (не показан), от которого все последующие команды и последовательность действия механизмов устройства для упаковки группы предметов 4 в пленку производятся автоматически. Первым начинает работу механизм 9. Он производит перемещение
5 группы предметов 4 с платформы 2 на плат- форму 3. Группа предметов 4 при движении на своем пути встречает полотно пленки 6, которая обхватывает их с трех сторон. Поеле размещения группы предметов 4 на плат- форме 3 опускается прижим 0, а механизм 9 0 возвращается в исходное положение. В ре- зультате этих действий пленка 6 оказывается плотно прижатой к группе предметов 4 с трех сторон.
движутся навстречу друг другу, захватывая
собой пленку 6, обтягивая ею вторую боковую сторону группы предметов 4.
В средней части высоты группы предме тов 4 сварочные и поддерживающие губки 12
тов 4 сварочные и поддерживающие губки 12
и 13 попарно смыкаются, соединяя пленку 6, одна пара со стороны группы предметов 4, вторая - со стороны полотна пленки 6. При смыкании губок 12 и 13 по соответствующей команде производится включение нагре зателей сварочных губок 12 и выдерживает- ся заданное время сварки. Затем нагреватели выключаются и выдерживается заданное время на охлаждение. Одновременно с этим приводится в действие нож (не показан), производящий разрезание пленки 6 между образованными сварными щвами. После этого прижим 10 и приспособление для запе зателей сварочных губок 12 и выдерживает- ся заданное время сварки. Затем нагреватели выключаются и выдерживается заданное время на охлаждение. Одновременно с этим приводится в действие нож (не показан), производящий разрезание пленки 6 между образованными сварными щвами. После этого прижим 10 и приспособление для запечатывания с боковых сторон возвращается в исходное положение. На этом первая часть операции упаковки заканчива,ется. В резуль тате произведенных последовательных действий на группе предметов 4 формируется оболочка, открытая с торцовых сторон, и происходит отделение ее с образованием непрерывного полотна пленки 5.
Запечатывание с торцовых сторон производится на следующей позиции. Для этого механизмом 9 с платформы 2 на платфор-
водится на следующей позиции. Для этого механизмом 9 с платформы 2 на платфор-
му 3 подается вторая группа предметов 4. При этом последняя собой перемещает первую группу предметов 4 на платформу 25 механизма 23 перемещения;
Первая группа предметов 4 воздействует на датчик 27, установленный на платформе 25, по сигналу которого приводится в действие привод 24 механизма 23 перемещения, который отодвигает платформу 25 с установленной на ней первой группой предметов 4 на расстояние, удаленное от первой позиции настолько, чтобы стало возможным последующее растяжение пленки по торцо- вым сторонам и беспрепятственное смыкание сварочных и поддерживающих губок 15, 17 и 16, 18 с возможностью перекрытия ими сваренных боковых швов, обеспечивая необходимую сплошность щва по всему периметру.
Таким образом, механизм 23 перемеще- ния группы предметов устанавливает платформу 25 с группой предметов 4 над подъемным столом 21.
Для возвращения платформы 25 в исходное положение от привода 24 приводится в движение подъемный стол 21. Имеющимися у него планками 22, входящими в соответствующие пазы 26 платформы 25, группу предметов 4 приподнимается над последней, освобождая датчик 27 от своего воздействия. Отсутствие сигнала с выхода датчи- ка 27 вырабатывает команду на обратное перемещение платформы 25 и пристыковку ее к платформе 3 в первой позиции. Затем последующими действиями привода 24 производится опускание подъемного стола 21 в ис- ходное положение, после чего к группе предметов 4, установленной на подъемном столе 21, с обеих сторон подводятся раздвижные вильчатые элементы 19 и 20 и устанавливаются на расстоянии, необходимом для прохода между ними и торцовыми сторона- ми группы предметов 4 сварочных и поддерживающих пар губок 15, 17 и 16, 18 (фиг. 2). Далее вильчатые элементы 19 и 20, разводясь в стороны, захватывают открытые края сформированного на группе предметов 4 чехла и растягивают его вдоль торцовых сторон. В результате противоположные стороны чехла (верхняя и нижняя) приближаются друг к другу и образовывают между собой узкую щель.
Затем включается в работу приспособ- лениедля запечатывания с торцовых сторон. Сварочные и поддерживающие губки 15, 17 и 16, 18, попарно смыкаясь, прижимают между собой противоположные стороны чехла. После этого включаются нагреватели сварочных губок 15 и 17 и выдерживается заданное время на сварку и охлаждение.
По окончании сварки все механизмы приводятся в исходное положение.
Благодаря тому, что сварочные и поддерживающие губки 15, 17 и 16. 18 выполнены с превышением длины торцовых сторон группы предметов 4 , сварной шов, образованный ими, перекрывает сварной шов на боковых сторонах. Этим обеспечивается сплошность шва по всему п.ери.метру упаковки.
Устройство производит упаковку одновременно на позиции сварки боковых сторон и на позиции сварки торцовых сторон двух групп предметов 4, Причем действие механизмов на одной позиции не зависит от действия механизмов на другой позиции и определяется наличием на позициях объектов упаковки. Далее цикл работы повторяется.
Изобретение обеспечивает герметичность сварного соединения по всему периметру упаковки за счет того, что образованы две позиции для сварки с боковых и торцовых сторон группы предметов, позволяющих производить одновременно сварку с перекрытием этих сторон.
Формула изобретения
Устройство для упаковывания группы предметов в пленку, содержащее две платформы для предметов, приспособление для поддержания пленки в вертикальном положении между платформами, механизм перемещения предметов с одной платформы на другую, приспособление для сварки пленки с боковой стороны группы предметов и приспособление для сварки пленки с торцовых сторон группы, отличающееся тем, что, с целью повышения качества упаковывания, оно снабжено подъемным столом, расположенным соосно приспособлению для сварки пленки с торцовых сторон группы предметов под ним и выполненным в виде параллельно расположенных планок, и .механизмом перемещения группы предметов на подъемный стол, представляющим собой платформу, имеющую пазы, расположенные соответственно планкам стола, приводом для ее перемещения в горизонтальной плоскости и датчиком наличия группы предметов, связанным с приводом ее перемещения.
27 25 2k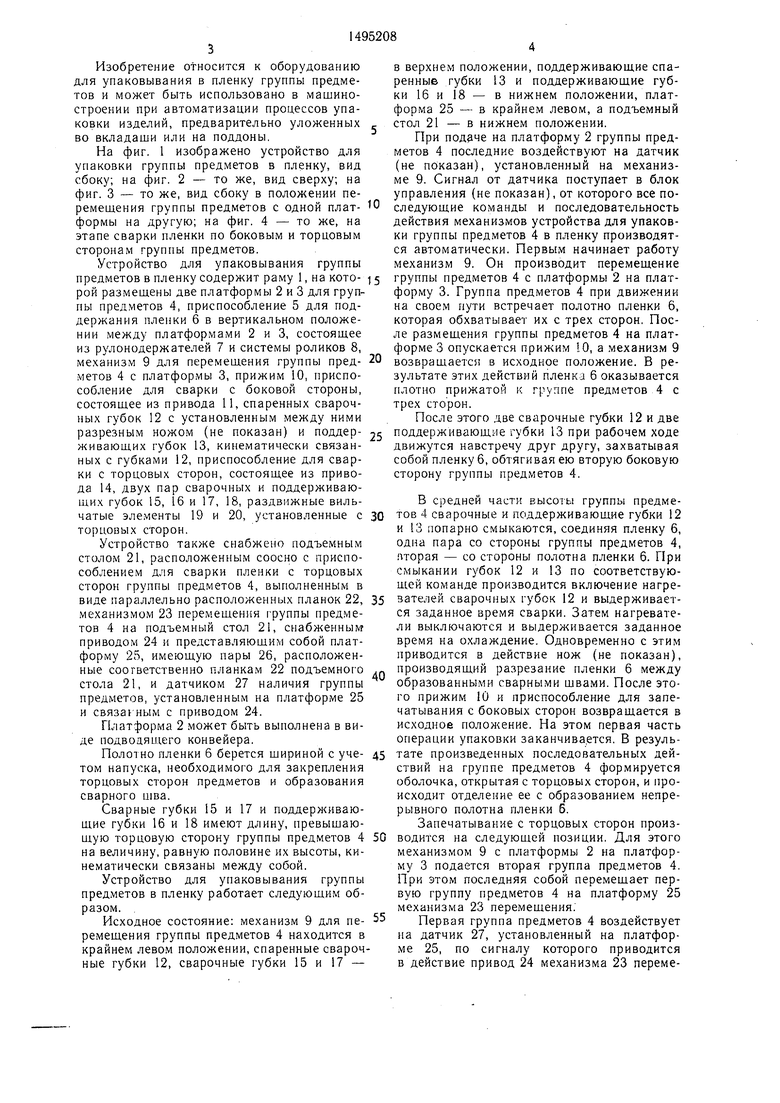
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для группового упаковывания предметов в пленку | 1990 |
|
SU1736848A1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЗИРОВАННОЙ УПАКОВКИ ШТУЧНЫХ ИЗДЕЛИЙ В ТЕРМОУСАДОЧНУЮ ПЛЕНКУ | 2001 |
|
RU2203841C1 |
| УНИВЕРСАЛЬНАЯ УПАКОВОЧНАЯ МАШИНА | 2011 |
|
RU2471690C1 |
| Устройство для упаковывания изделий в полимерную пленку | 1984 |
|
SU1209510A1 |
| Устройство для упаковывания предметов в рукавную пленку | 1991 |
|
SU1814634A3 |
| МАШИНА ДЛЯ УПАКОВЫВАНИЯ ИЗДЕЛИЙ В ПОЛИМЕРНУЮ ПЛЕНКУ | 1992 |
|
RU2015943C1 |
| Устройство для упаковывания изделий в термопластичную пленку | 1988 |
|
SU1595752A1 |
| Устройство для упаковывания групп штучных предметов в термоусадочную пленку | 1990 |
|
SU1703558A1 |
| Устройство для упаковывания изделий в термоусадочную пленку | 1987 |
|
SU1601030A1 |
| Устройство для упаковывания штучных предметов в термопластичный материал | 1990 |
|
SU1712249A1 |
Изобретение относится к упаковочному оборудованию и может быть использовано при автоматизации процессов упаковки. Целью изобретения является повышение качества упаковывания. Устройство содержит платформы 2 и 3 для группы предметов 4, приспособление 5 для поддерживания пленки 6 в вертикальном положении, механизм 9 перемещения предметов с одной платформы на другую, приспособление 6 для сварки пленки с боковой стороны группы предметов 4 со сварочными губками 12. Перемещаясь, платформа 25 механизма 23 перемещения группы предметов 4 передает эту группу на подъемный стол 21 и благодаря пазам, имеющимся у платформы 25, соответствующим планкам 22 стола 21, оставляет ее на нем, обеспечивая промежуток, необходимый для сварки торцовых сторон группы сварочными губками с перекрытием ими сварочного шва с боковых сторон, образованного сварочными губками 12. Тем самым достигается качественный шов по всему периметру упаковки. 4 ил.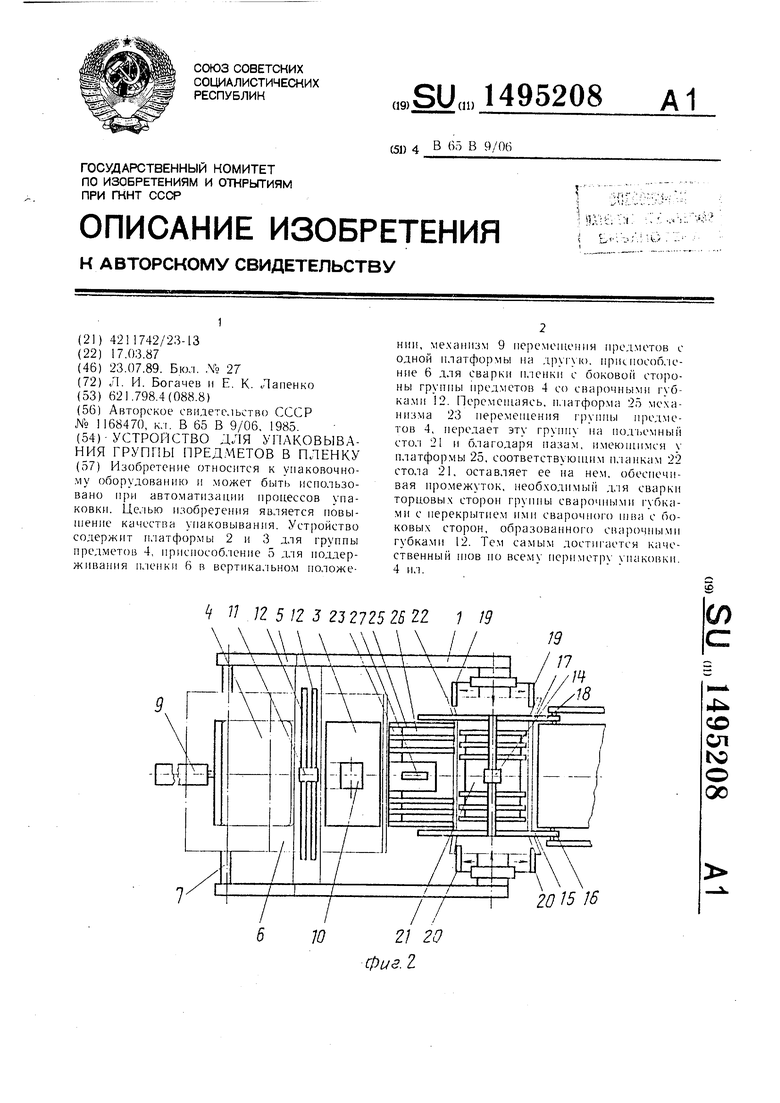
Фиг. 4
I-li-j
7
| Устройство для упаковки группы штучных предметов в пленку | 1984 |
|
SU1168470A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
