Изобретение относится к производству теплоизоляционных изделий из волокнистых материалов для изоляции труб, в частности, малых диаметров.
Цель изобретения - повыщение прочности изделий малого диаметра.
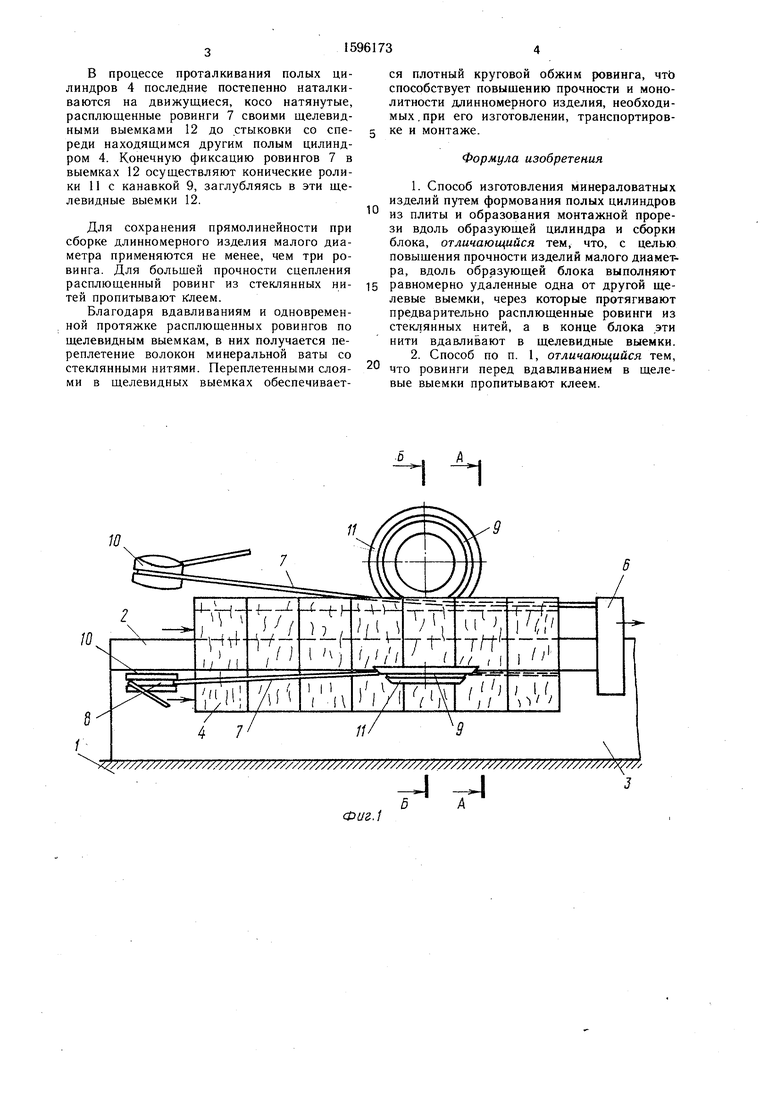
На фиг. 1 схематически изображена установка; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Установка для изготовления минерало- ватных изделий содержит неподвижно установленную на станине 1 направляющую, состоящую из круглого стержня 2 и поддерживающей планки 3, служащих соответственно для центровки минераловатных полых цилиндров 4 по их внутреннему диаметру и по монтажной прорези 5. На направляющей установлен ползун 6, протягивающий ровинги 7 через канавки 8 и 9, расположенные на цилиндрических 10 и конических 11 роликах. Минераловатные полые цилиндры 4 имеют щелевидные выемки 12 для размещения ровингов 7.
Способ осуществляется следующим образом.
Из минераловатной плиты плотностью 80-180 кг/м перпендикулярно сжатому слою вырезают полые цилиндры 4 и прорезают сквозную прорезь 5 для монтажа на трубу, а также щелевидные выемки 12 глубиной 5-10 мм для сборки полых цилиндров 4 в длинномерный составной блок. Полые цилиндры 4 после вырезки вводятся своим внутреннием отверстием и монтажной прорезью 5 на центрирующий стержень 2 и планку 3.
Далее от привода вырезного механизма или от отдельного привода (не показано) полые цилиндры 4 проталкиваются по стержню 2 и планке 3 для составления длинномерного составного блока. Одновременно от другого привода (не показано) перемещается ползун 6 с подцепленными ровин- гами 7, которые проходят через канавки 8 и 9 цилиндрических и конических поддерживающих роликов 10 и 11. Проходя эти канавки, ровинги 7 сплющиваются в полоску, шириной самой канавки, порядка 4-7 мм и толщиной в зависимости от поперечного сечения ровинга 7.
о- х
а
а
В процессе проталкивания полых цилиндров 4 последние постепенно наталкиваются на движущиеся, косо натянутые, расплющенные ровинги 7 своими щелевид- ными выемками 12 до стыковки со спереди находящимся другим полым цилиндром 4. Конечную фиксацию ровингов 7 в выемках 12 осуществляют конические ролики 11 с канавкой 9, заглубляясь в эти ще- левидные выемки 12.
Для сохранения прямолинейности при сборке длинномерного изделия малого диаметра применяются не менее, чем три ро- винга. Для больщей прочности сцепления расплющенный ровинг из стеклянных нитей пропитывают клеем.
Благодаря вдавливаниям и одновременной протяжке расплющенных ровингов по щелевидным выемкам, в них получается переплетение волокон минеральной ваты со стеклянными нитями. Переплетенными слоями в щелевидных выемках обеспечивает
ся плотный круговой обжим ровинга, что способствует повышению прочности и монолитности длинномерного изделия, необходимых . при его изготовлении, транспортировке и монтаже.
Формула изобретения
1.Способ изготовления минераловатных изделий путем формования полых цилиндров из плиты и образования монтажной прорези вдоль образующей цилиндра и сборки блока, отличающийся тем, что, с целью повышения прочности изделий малого диаметра, вдоль образующей блока выполняют
равномерно удаленные одна от другой щелевые выемки, через которые протягивают предварительно расплющенные ровинги из стеклянных нитей, а в конце блока эти нити вдавливают в щелевидные выемки.
2.Способ по п. 1, отличающийся тем, что ровинги перед вдавливанием в щелевые выемки пропитывают клеем.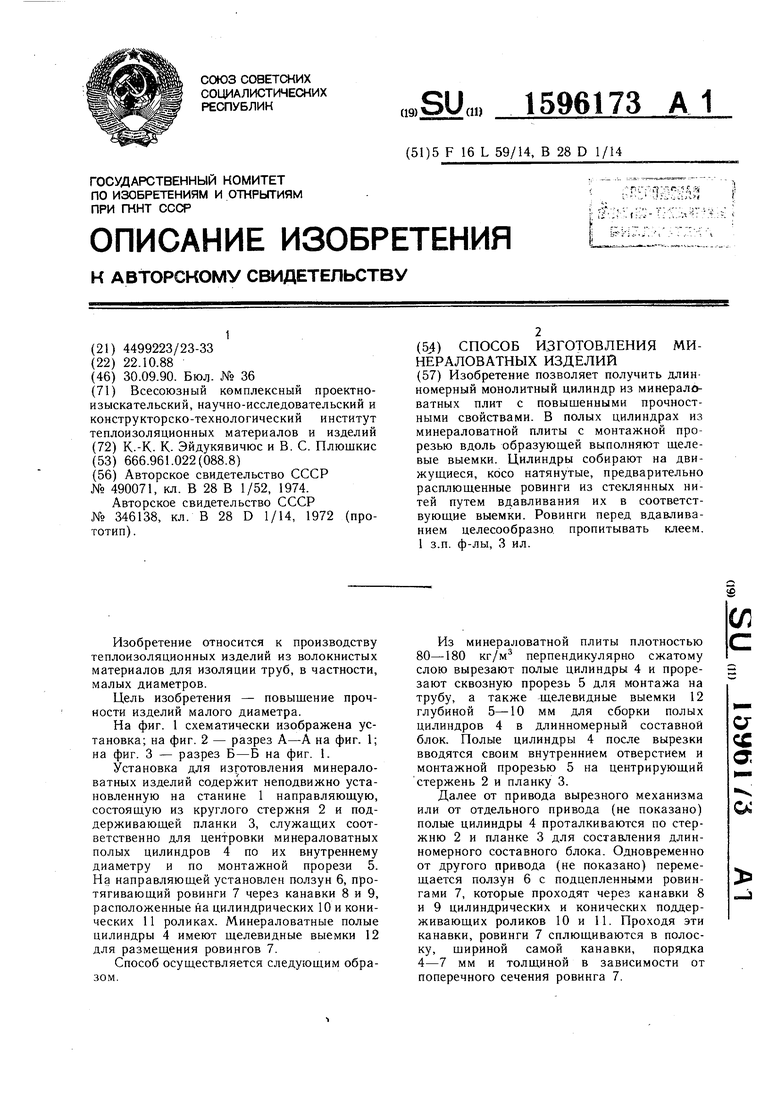
| название | год | авторы | номер документа |
|---|---|---|---|
| Пултрузионная установка для изготовления длинномерных осесимметричных изделий из полимерных композиционных материалов | 2022 |
|
RU2788167C1 |
| Композитный стержень | 2023 |
|
RU2825906C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ ТАКОГО СПОСОБА И КОМПОЗИТНАЯ АРМАТУРА, ИЗГОТАВЛИВАЕМАЯ ТАКИМ СПОСОБОМ | 2023 |
|
RU2815144C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2005 |
|
RU2287431C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2012 |
|
RU2505403C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2369479C2 |
| КОМПОЗИТНАЯ СТЕКЛОПЛАСТИКОВАЯ АРМАТУРА (ВАРИАНТЫ) | 2012 |
|
RU2520542C1 |
| Устройство формирования и плетения неметаллической композитной арматурной сетки | 2022 |
|
RU2788719C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1992 |
|
RU2009037C1 |
| Способ изготовления композитного стержня | 2023 |
|
RU2822110C1 |
Изобретение позволяет получить длинномерный монолитный цилиндр из минераловатных плит с повышенными прочностными свойствами. В полых цилиндрах из минераловатной плиты с монтажной прорезью вдоль образующей выполняют щеловые выемки. Цилиндры собирают на движущиеся, косо натянутые предварительно расплющенные ровинги из стеклянных нитей путем вдавливания их в соответствующие выемки. Ровинги перед вдавливанием целесообразно пропитывать клеем. 1 з.п. ф-лы, 3 ил.
Фиг.
A-J(
Фиг. 2
| Устройство для просмотра микрофильмов | 1973 |
|
SU490071A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| УСТРОЙСТВО для ВЫРЕЗАНИЯ ПОЛЫХ изоляционныхЦИЛИНДРОВ | 0 |
|
SU346138A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
