Изобретение относится к оснастке для изготовления полимерных изделий.
Цель изобретения - повышение надежности работы клапанов.
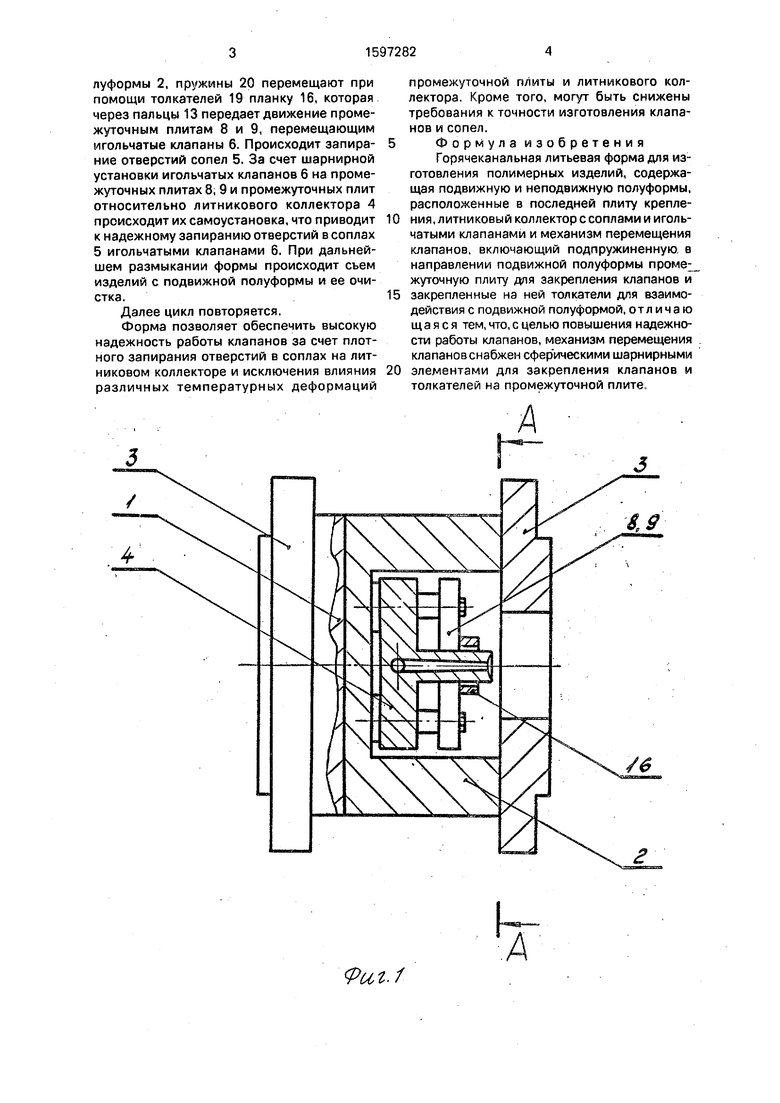
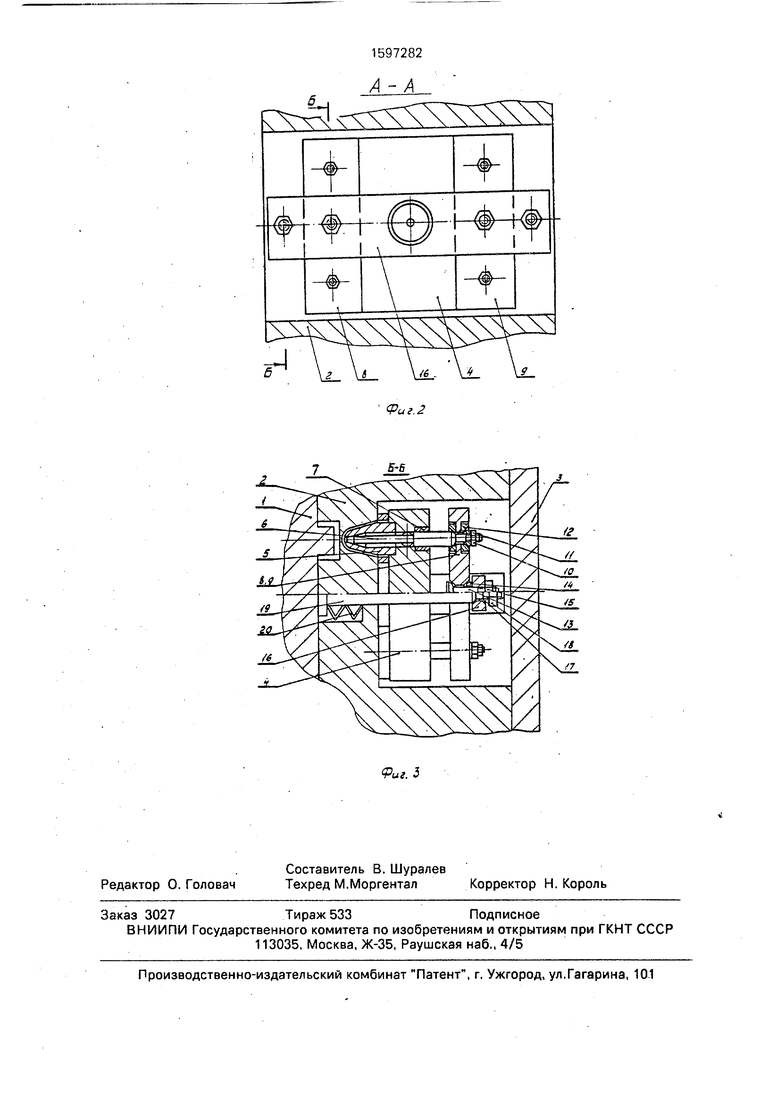
На фиг.1 показана форма, разрез: на фиг.2 - сечение А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.2.
Четырехгнездная горячеканальная литьевая форма для изготовления полимерных изделий состоит из подвижной 1 и неподвижной 2 полуформ, плит 3 крепления, обогреваемого литникового коллектора 4 с соплами 5 и игольчатыми клапанами 6, установленными в литниковом коллекторе в направляющих 7, и закрепленных на промежуточных плитах 8 и 9 шарнирно с помощью гаек 10, сферических элементов 11 и конических 12 шайб. Максимальное количество игольчатых клапанов 6, установленных на одной промежуточной плите, не более трех. Это вызвано тем, что самоустановка любой плоскости по другой происходит по трем точкам.
За счет зазора между шейкой игольчатых клапанов и посадочным отверстием в промежуточной плите клапаны могут перемещаться в радиальном направлении относительно промежуточной плиты. Это исключает влияние температуры на надежность работы формы (позволяет избежать поломок игольчатых клапанов и толкателей).
Промежуточные плиты 8 и 9 при помощи сферических элементов - пальца 13 и шайб 14, гаек 15 соединены с планкой 16, на концах которой установлены с помощью сферических шайб 17 и гаек 18 толкатели 19, подпружиненные пружинами 20.
Горячеканальная литьевая форма работает следующим образом.
При смыкании формы подвижная полуформа 1 через толкатели 19 перемещает планку 16 (фиг.З) и промежуточные плиты 8 и 9 , которые, в свою очередь, перемещают игольчатые клапаны 6. Происходит открывание отверстий в соплах 5. Далее из сопла термопластавтомата (не показан) в литниковый коллектор 4 впрыскивается материал, а из коллектора через отверстия в соплах 5 - в оформляющие полости формы.
После технологической выдержки происходит размыкание формы,Подвижная полуформа 1 отходит от неподвижной поСО
с
луформы 2, пружины 20 перемещают при помощи толкателей 19 планку 16, которая через пальцы 13 передает движение промежуточным плитам 8 и 9, перемещающим игольчатые клапаны 6. Происходит запирание отверстий сопел 5. За счет шарнирной установки игольчатых клапанов 6 на промежуточных плитах 8, 9 и промежуточных плит относительно литникового коллектора 4 происходит их самоустановка, что приводит к надежному запиранию отверстий в соплах 5 игольчатыми клапанами 6. При дальнейшем размыкании формы происходит съем изделий с подвижной полуформы и ее очистка.
Далее цикл повторяется.
Форма позволяет обеспечить высокую надежность работы клапанов за счет плотного запирания отверстий в соплах на литниковом коллекторе и исключения влияния различных температурных деформаций
промежуточной плиты и литникового колектора. Кроме того, могут быть снижены ребования к точности изготовления клапанов и сопел.
Ф о р м у л а и 3 о б р е т е н и я
Горячеканальная литьевая форма для изготовления полимерных изделий, содержащая подвижную и неподвижную полуформы, расположенные в последней плиту крепления, литниковый коллектор с соплами и игольчатыми клапанами и механизм перемещения клапанов, включающий подпружиненную, в направлении подвижной полуформы проме; жуточную плиту для закрепления клапанов и
закрепленные на ней толкатели для взаимодействия с подвижной полуформой, отл ича ю щ а я с я тем, что, с целью повышения надежности работы клапанов, механизм перемещения клапанов снабжен сфер ическими шарнирными
элементами для закрепления клапанов и толкателей на промежуточной плите.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2007296C1 |
| Горячеканальная литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1242396A1 |
| Этажная литьевая форма | 1990 |
|
SU1742084A1 |
| Горячеканальная литьевая форма | 1977 |
|
SU640848A1 |
| САМОЗАПИРАЮЩИЙСЯ ИНЖЕКТОР ВПРЫСКА РАСПЛАВА ПОЛИМЕРА | 2014 |
|
RU2574245C1 |
| Механизм запирания форм литьевой машины для полимеров | 1987 |
|
SU1578004A1 |
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОДДОНОВ И ПОДДОНЫ, ИЗГОТАВЛИВАЕМЫЕ ПОСРЕДСТВОМ ЛИТЬЕВОЙ ПРЕСС-ФОРМЫ | 2023 |
|
RU2810812C1 |
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| Литьевая форма | 1973 |
|
SU494269A1 |
| Горячеканальная литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1126448A1 |
Изобретение относится к горячеканальным литьевым формам для изготовления полимерных изделий. Цель изобретения - повышение надежности работы клапанов. Для этого механизм перемещения клапанов снабжен сферическими шарнирными элементами для закрепления клапанов и толкателей на промежуточной плите. При работе формы влияние температурных деформаций снижается вследствие обеспечения возможности самоустановки клапанов и промежуточной плиты, что способствует более надежному запиранию сопел. 3 ил.
9иг.Г
hr
А- А
| Горячеканальная литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1242396A1 |
| Солесос | 1922 |
|
SU29A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
