Изобретение относится к переработке полимерных материалов и может быть использовано в горячеканальных литьевых формах.
Известна горячеканальная литьевая форма, содержащая плиту матриц и литниковый коллектор, между которыми размещены металлические уплотнительные кольца 1.
Недостатком известной формы является ненадежность уплотнения вследствие жесткости уплотнительных колец, а также из-за невозможности обеспечения одновременного сжатия всех уплотнительных колец.
Наиболее близкой по технической сущности и достигаемому результату к изобретению является горячеканальная литьевая форма для изготовления полимерных изделий, содержащая плиту матриц, сопряженную с литниковым коллектором с соплами, при этом между литниковым коллектором и плитой матриц установлены соосно с соплами металлические уплотнительные кольца 2.
Однако уплотнительные кольца в данной форме установлены между цилиндрическими поверхностями литникового коллектора и плиты матриц, что требует высокой точности исполнения, индивидуальной подгонки посадочных диаметров. Кроме того, уплотнительные кольца выполнены с U -образным кольцевым пазом и не обладает вследствие этого необходимой упругостью, в результате чего снижается надежность уплотнения.
Цель изобретения - упрощение изготовления формы, и повышение ее надежности.
Поставленная цель достигается тем, что в горячеканальной литьевой форме для изготовления полимерных изделий, содержащей плиту матриц, сопряженную с литниковым коллектором с соплами, при этом между литниковым коллектором и плитой матрицы установлены соосно с соплами металлические уплотнительные кольца, выполненные с кольцевым пазом, уплотнительные кольца установлены между плоскими поверхностями литникового коллектора и плиты матриц, а кольцевой паз выполнен на внутренней поверхности металлических уплотнительных колец.
Кроме того, кольцевой паз имеет U -образный профиль, а на поверхности металлических уплотнительных колец, обращенных к плоским поверхностям литникового коллектора и плиты матриц, выполнены кольцевые канавки.
Предлагаемая конструкция позволяет обойтись без трудоемкой взаимной подгонки посадочных диаметров уплотняемых элементов, поскольку металлические уплотнительные кольца размещаются между их плоскими поверхностями.
Выполнение кольцевого паза с U-образным профилем и кольцевых канавок на поверхностях металлических уплотнительных колец повыщает упругость последних и
исключает вероятность подливов полимерного материала.
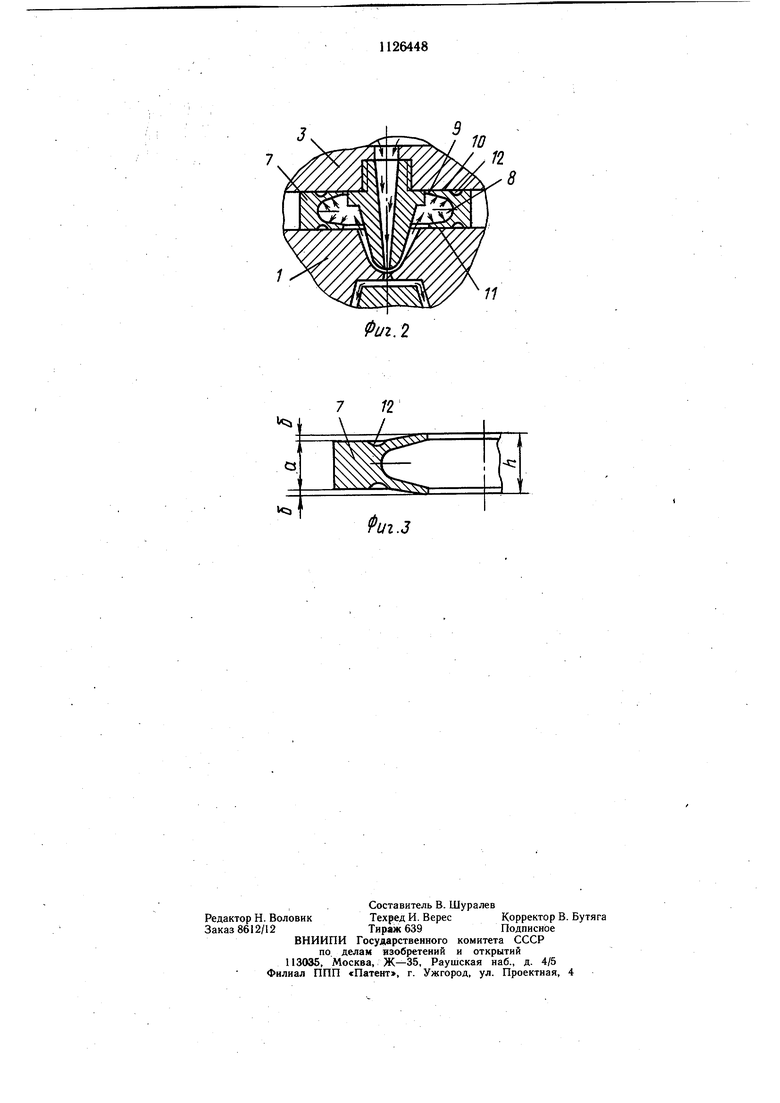
На фиг. 1 изображена горячеканальная литьевая форма, разрез; на фиг. 2 - сопло с металлическим уплотнительным кольцом в момент впрыска полимерного материала;
на фиг. 3 - металлическое уплотнительное кольцо.
Форма содержит плиту 1 матриц 2, сопряженную с литниковым коллектором 3 с соплами 4. Между литниковой плитой 5
и литниковым коллектором 3 установлены упоры 6, а между плоскими поверхностями литникового коллектора 3 и плиты 1 матриц установлены соосно с соплами 4 металлические уплотнительные кольца 7, выполненные с кольцевым U-образным пазом 8 на
внутренней поверхности 9.
На поверхностях 10 и 11 металлических уплотнительных колец, обращенных к плоским поверхностям литникового коллектора 3 и плиты 1 матриц соответственно выполнены
кольцевые канавки 12.
Высота о сплошной части металлического уплотнительного кольца 7 выбирается на 0,1-0,2 мм меньше расстояния между плоскими поверхностями литникового коллектора 3 и плиты 1 матриц, а величина h,
характеризующая высоту h а + 26 металлического уплотнительного кольца на участке выполнения кольцевого f-образного паза, выбирается равной или несколько превышающей расстояние между плоскими поверхностями литникового коллектора 3
и плиты 1 матриц.
Форма работает следующим образом. В сомкнутую форму производится подача расплава полимерного материала, который проходя литниковый коллектор 3,
через сопла 4 подается в матрицы 2, при этом часть расплава поступает в зазор между соплами 4 и плитой 1 матриц и далее в кольцевой и-образный паз металлических уплотнительных колец 7. За счет давления расплава стенки кольцевого U-образного
паза дополнительно, помимо их деформации при установке между литниковым коллектором 3 и плитой 1 матриц, поджимаются к плоским поверхностям последних.
За счет упругости металлических уплотнительных колец изменение температуры ллиты 1 матриц не влияет на герметичность уплотнения.
После технологической выдержки и охлаждения форма раскрывается, изделия удаляются и цикл повторяется.
Использование изобретения позволяет упростить изготовление технологической оснастки и обеспечить надежное уплотнение литникового коллектора.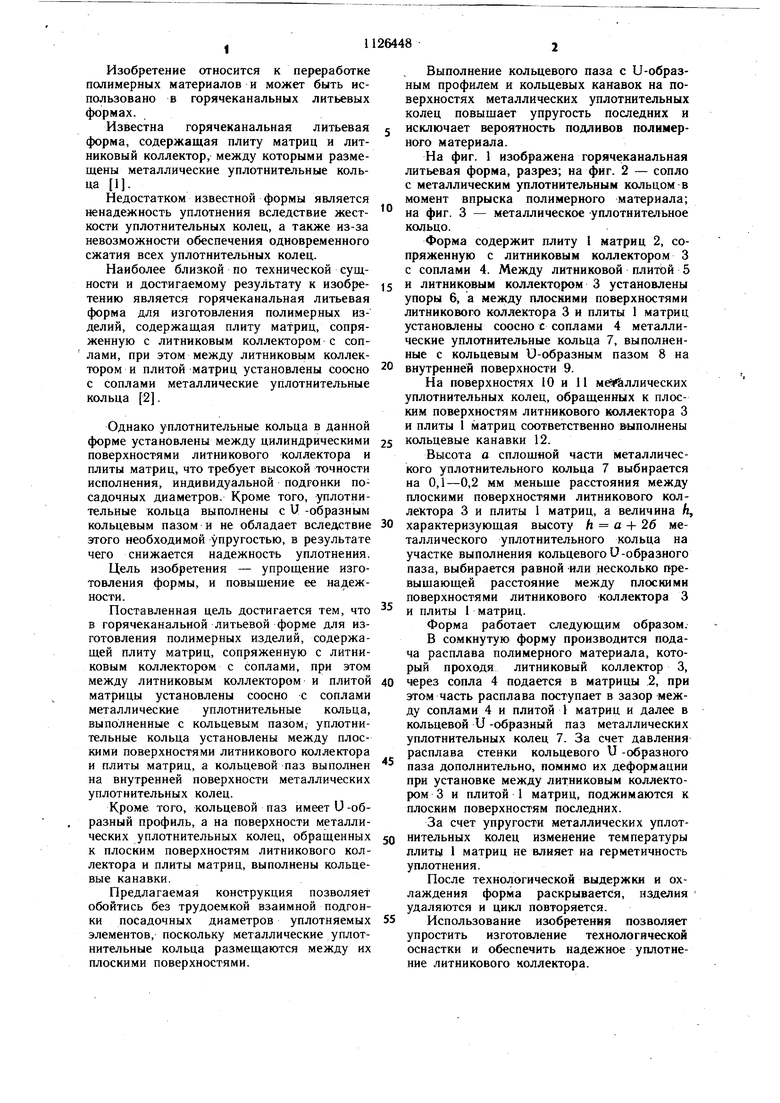
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2007296C1 |
| Литьевая форма для изготовления полимерных изделий | 1989 |
|
SU1694408A1 |
| Двухэтажная горячеканальная литьевая форма для полимерных изделий | 1982 |
|
SU1024285A1 |
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| Этажная литьевая форма | 1990 |
|
SU1742084A1 |
| Горячеканальная литьевая формадля пОлиМЕРНыХ издЕлий | 1979 |
|
SU844348A1 |
| САМОЗАПИРАЮЩИЙСЯ ИНЖЕКТОР ВПРЫСКА РАСПЛАВА ПОЛИМЕРА | 2014 |
|
RU2574245C1 |
| Горячеканальная литьевая форма | 1977 |
|
SU640848A1 |
| ГОРЯЧЕКАНАЛЬНОЕ СОПЛО ДЛЯ ВПРЫСКА РАСПЛАВА В БОКОВОМ НАПРАВЛЕНИИ | 2010 |
|
RU2530103C2 |
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОДДОНОВ И ПОДДОНЫ, ИЗГОТАВЛИВАЕМЫЕ ПОСРЕДСТВОМ ЛИТЬЕВОЙ ПРЕСС-ФОРМЫ | 2023 |
|
RU2810812C1 |
1. ГОРЯЧЕКАНАЛЬНАЯ ЛИТБЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНБ1Х ИЗДЕЛИЙ, содержащая плиту матриц, сопряженную с литниковым коллектором с соплами, при этом между литниковым коллектором и плитой матриц установлены соосно с соплами металлические уплотнительные кольца, выполненные с кол|ьцевым пазом, отличающаяся тем, что, с целью упрощения изготовления формы, уплотнительные кольца установлены между плоскими поверхностями литникового коллектора и плиты матриц, а кольцевой паз выполнен на внутренней поверхности металлических уплотнительных колец. 2. Форма по п. 1, отличающаяся тем, что, с целью повышения надежности уплотнения, кольцевой паз имеет U-образный профиль, а на поверхностях металлических уплотнительных колец, обращенных к плоским поверхностям литникового коллектора и плиты матриц, выполнены кольцевые канавки. (Л to 05 N 4 00.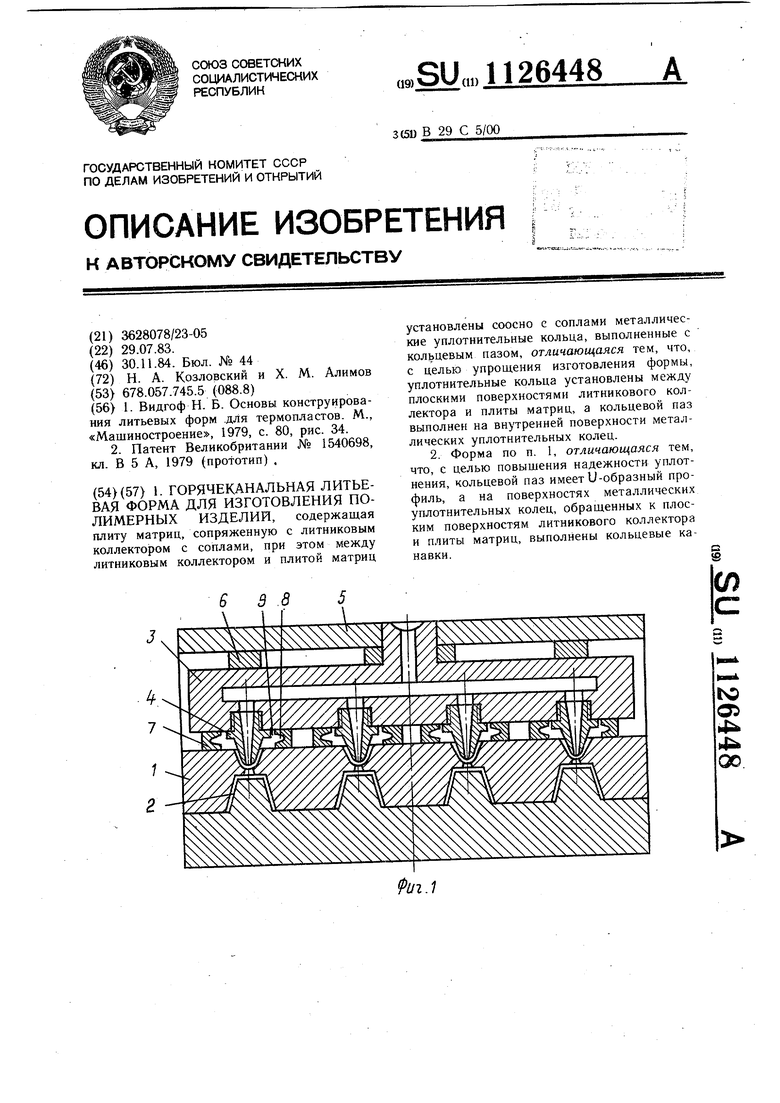
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Видгоф Н | |||
| Б | |||
| Основы конструирования литьевых форм для термопластов | |||
| М., «Машиностроение, 1979, с | |||
| Капельная масленка с постоянным уровнем масла | 0 |
|
SU80A1 |
| Нивелир для отсчетов без перемещения наблюдателя при нивелировании из средины | 1921 |
|
SU34A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Ботвоуборочная машина | 1987 |
|
SU1540698A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
