Изобретение относится к переработке термопластов методом литья под давлением и может быть использовано при изготовлении литьевых форм для выпуска изделий большой площади, например, сидений к унитазам.
При изготовлении литьем под давлением изделий большой площади имеют место специфические трудности. Блок толкателей приобретает большие габариты, что делает его склонным к перекосам и заклиниванию. Полость, необходимая для его размещения и движения, требует увеличения габаритов, особенно высоты литьевой формы, резко уменьшает ее жесткость, что приводит к прогибам ее плит и к образованию облоя по периметру и в отверстиях изделий. Кроме того, при литье изделий большой площади на одноэтажных литьевых формах плохо используются возможности литьевых машин по объему впрыска и пластикационной производительности.
Известна этажная литьевая форма, содержащая неподвижную и подвижную части с оформляющими гнездами, литниковую систему и выталкивающую систему с приводом от хвостовика на одном этаже и приводом от пружин на другом этаже.
Однако выталкивающая система, действующая от хвостовика, уменьшает жесткость литьевой формы, увеличивает склонность к образованию облоя, к перекосам и заклиниванию выталкивающей системы, что снижает надежность в работе. Выталкивающая система, действующая от пружин, срабатывает одновременно с началом разъема литьевой формы, что может привести к преждевременному сталкиванию изделия с пуансона и уносу его в матрице, откуда его придется извлекать вручную.
Наиболее близкой по технической сущности к предлагаемому является этажная литьевая форма, содержащая неподвижную и подвижную части с оформляющими гнездами, горячеканальную литниковую систему, выталкивающую систему с толкателями и тягами.
Однако известная литьевая форма обладает теми же недостатками. Использование в ней обычной, типовой выталкивающей системы с пакетом плит, объединяющим толкатели и контртолкатели, расположенным под оформляющим гнездом, приводит к необходимости резкого усложнения горячека- нальной системы, что, в свою очередь, затрудняет терморегулирование расплава в ней. Затрудняется охлаждение оформляющих гнезд.
Цель изобретения - повышение надежности формы в работе, упрощение конструкции и уменьшение высоты литьевой формы.
Поставленная цель достигается тем, что в известной этажной литьевой форме, содержащей неподвижную и подвижные части с оформляющими гнездами, горячеканальную литниковую систему, выталкивающую систему с толкателями и тягами толкатели снабжены поводками, а тяги выполнены с продольными пазами для размещения в них поводков. Применение расположенных по
0 периметру оформляющих гнезд автономных толкателей, отсутствие объединяющих их пакетов плит позволяет избежать образование огромных полостей внутри литьевой формы, снижающих ее жесткость, исключает перекосы и заклинивания,свойственные
5 типовым конструкциям выталкивающих систем с большим количеством толкателей и контртолкателей, позволяет оптимально спроектировать и расположить горячеканальную литниковую систему и систему ох0 лаждения оформляющих гнезд.
На фиг.1 показана этажная литьевая
форма в сомкнутом состоянии, продольный
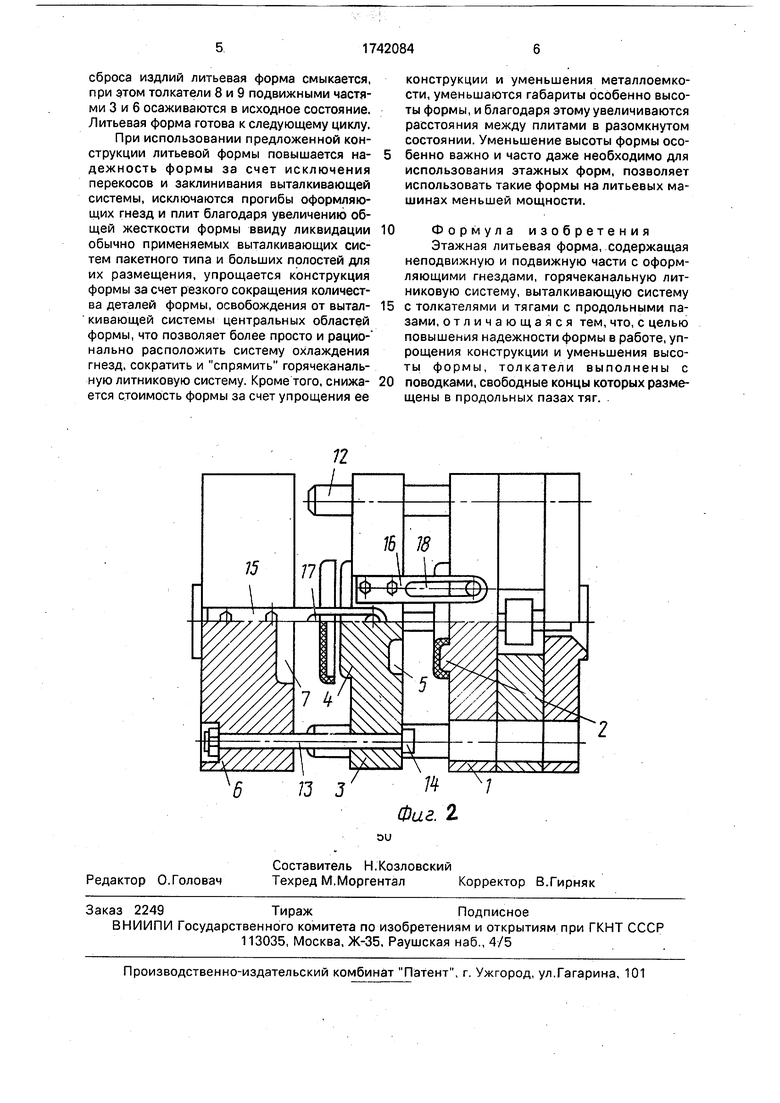
- разрез; на фиг.2 - этажная литьевая форма
в частично разомкнутом состоянии, вид
5 сверху с частичным продольным разрезом, Этажная литьевая форма содержит неподвижную часть 1 с пуансоном 2, промежуточную подвижную часть 3 с пуансоном 4 и матрицей 5, крайнюю подвижную часть 6 с
0 матрицей 7, толкатели 8 и 9 с поводками 10 и 11, направляющие и несущие колонки 12, тяги 13с головкой 14; тяги 15 и 16 с продольными пазами 17 и 18, в которых размещены поводки 10 и 11. В неподвижной части 1
5 установлен коллектор 19 с центральной втулкой 20 и соплами 21 и 22. Между пуансонами 2, 4 и матрицами 5, 7 образуются оформляющие гнезда, в которых отливаются изделия.
0 Расплав термопласта через центральную втулку 20, коллектор 19, сопла 21 и 22 поступает в гнезда, оформляющие изделия. После завершения выдержки крайняя подвижная часть 6 с матрицей 7, тягами 13 и
5 15 начинает движение влево. После отхода на расстояние, равное длине паза 17, тяга 15, воздействуя на поводок 10, приводит в действие толкатель 8, сбрасывающий изделие с пуансона 4. При дальнейшем движе0 нии тяги 13 головками 14 воздействуют на промежуточную подвижную часть 3 с матрицей 5 и тягами 16. После отхода на расстояние, равное длине паза 18, тяги 16, воздействуя на поводки 11, приводят в дви5 жение толкатели 9, сбрасывающие изделие с пуансона 2. Движение подвижных частей 3 и 6 осуществляется по несущим и направляющим колонкам 12, установленным в неподвижной части 1. После завершения
сброса издлий литьевая форма смыкается, при этом толкатели 8 и 9 подвижными частями 3 и 6 осаживаются в исходное состояние. Литьевая форма готова к следующему циклу. При использовании предложенной конструкции литьевой формы повышается надежность формы за счет исключения перекосов и заклинивания выталкивающей системы, исключаются прогибы оформляющих гнезд и плит благодаря увеличению общей жесткости формы ввиду ликвидации обычно применяемых выталкивающих систем пакетного типа и больших полостей для их размещения, упрощается конструкция формы за счет резкого сокращения количества деталей формы, освобождения от выталкивающей системы центральных областей формы, что позволяет более просто и рацио- нально расположить систему охлаждения гнезд, сократить и спрямить горячеканаль- ную литниковую систему. Кроме того, снижается стоимость формы за счет упрощения ее
конструкции и уменьшения металлоемкости, уменьшаются габариты особенно высоты формы, и благодаря этому увеличиваются расстояния между плитами в разомкнутом состоянии. Уменьшение высоты формы осо- бенно важно и часто даже необходимо для использования этажных форм, позволяет использовать такие формы на литьевых машинах меньшей мощности.
Формула изобретения
Этажная литьевая форма, содержащая неподвижную и подвижную части с оформляющими гнездами, горячеканальную литниковую систему, выталкивающую систему
с толкателями и тягами с продольными пазами, отличающаяся тем, что, с целью повышения надежности формы в работе, упрощения конструкции и уменьшения высоты формы, толкатели выполнены с
поводками, свободные концы которых размещены в продольных пазах тяг.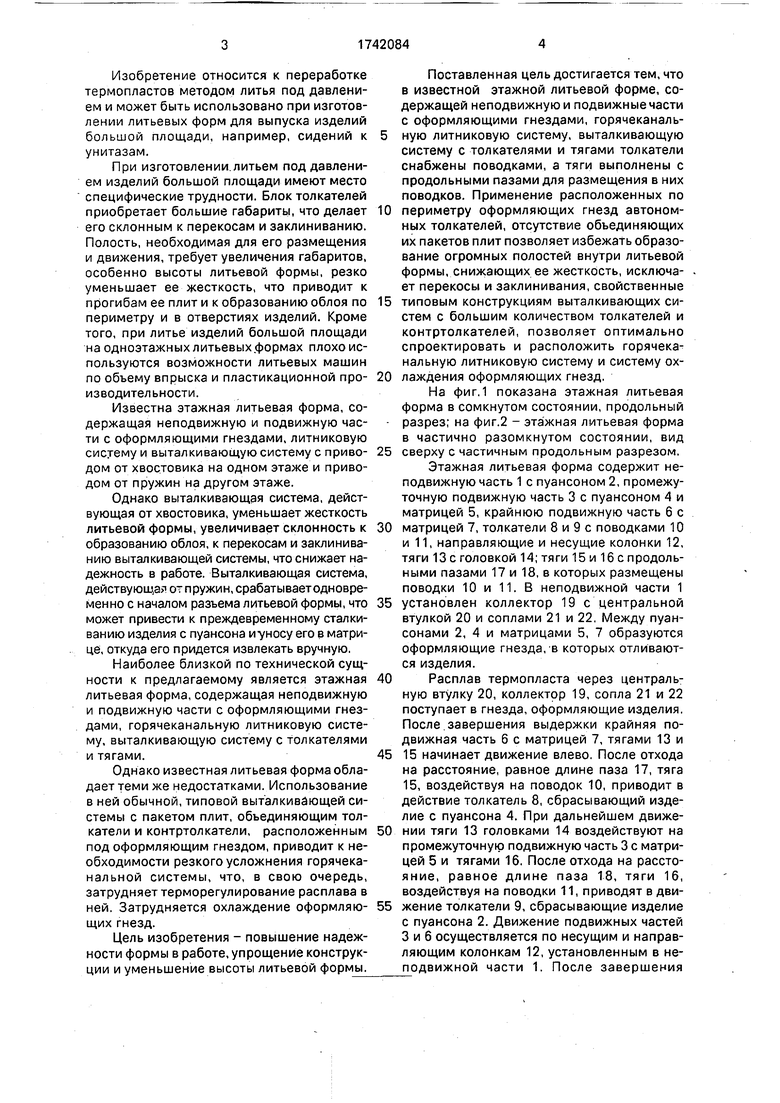
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ ЛИТЬЕМ ПОД ДАВЛЕНИЕМ | 2010 |
|
RU2459700C2 |
| Литьевая форма для изготовления полимерных изделий | 1980 |
|
SU952627A1 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1984 |
|
SU1242393A1 |
| Пресс-форма | 1980 |
|
SU876459A1 |
| Литьевая форма с двухступенчатой системой выталкивания | 1980 |
|
SU897542A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1980 |
|
SU919897A1 |
| Литьевая форма с двухступенчатой выталкивающей системой | 1975 |
|
SU555022A1 |
| Многогнездная литьевая форма дляпОлиМЕРНыХ издЕлий | 1979 |
|
SU835777A1 |
| Форма для изготовления изделий из пластмасс | 1985 |
|
SU1310237A1 |
| Литьевая форма со ступенчатым съемом изделий | 1987 |
|
SU1447691A1 |
Использование: при изготовлении литьевых форм для выпуска изделий большой площади. Сущность изобретения: форма содержит неподвижную 1 и подвижные 3 и 6 части, толкатали 8 и 9, тяги 13, 15 и 16. Толкатели выполнены с поводками 10, 11, а тяги 15, 16 - с продольными пазами для размещения в них поводков 10, 11.2 ил. (Л С х| 4 Ю О 00 4 ;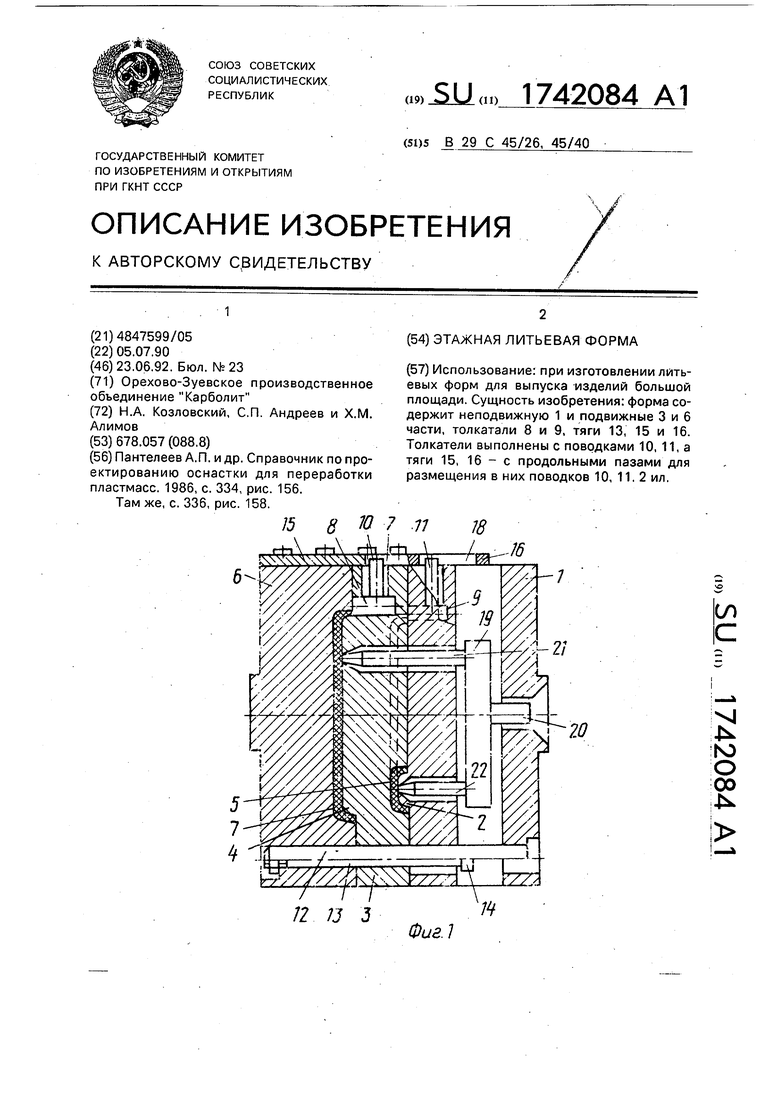
15
17
16
18
to-&e i
| Пантелеев А.П | |||
| и др | |||
| Справочник по проектированию оснастки для переработки пластмасс | |||
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
| Способ искусственного получения акустического резонанса | 1922 |
|
SU334A1 |
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
| Там же, с | |||
| 336, рис | |||
| Система механической тяги | 1919 |
|
SU158A1 |
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
