Изобретение относится к способам переработки пластических масс на выдувных агрегатах и может быть применено при изготовлении канистр, леек и других изделий подобного типа.
Целью изобретения является расширение технологической возможности и улучшение качества при формовании изделий с полой ручкой.
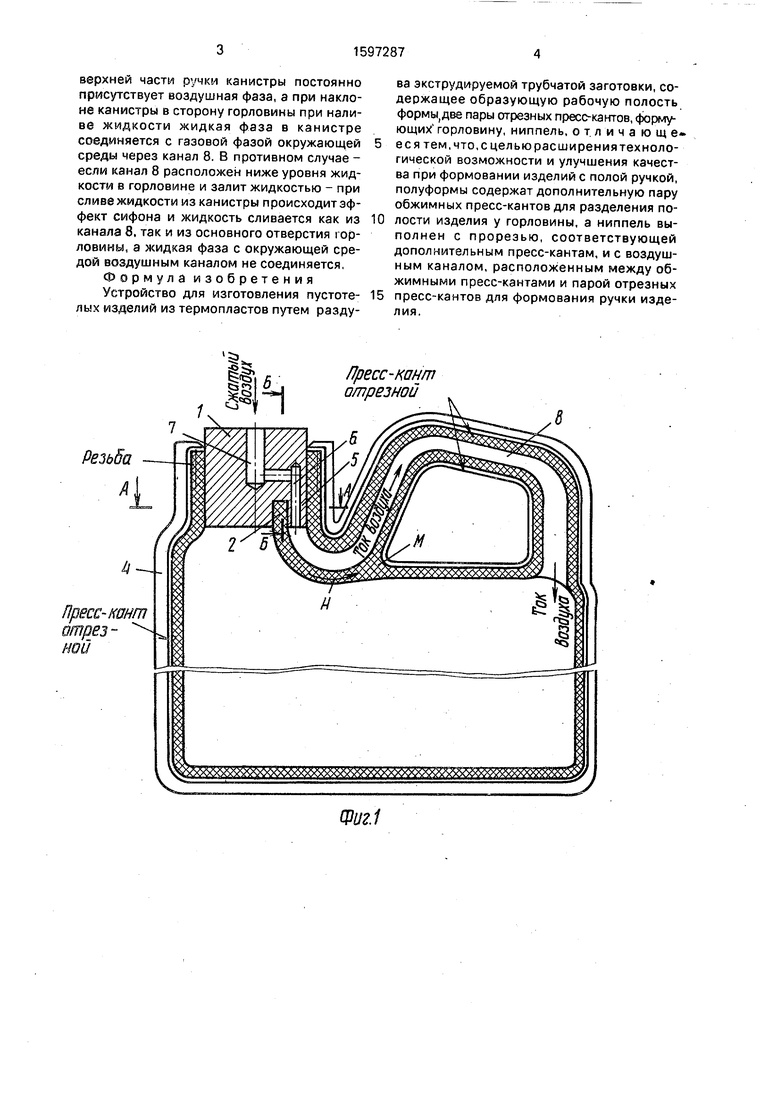
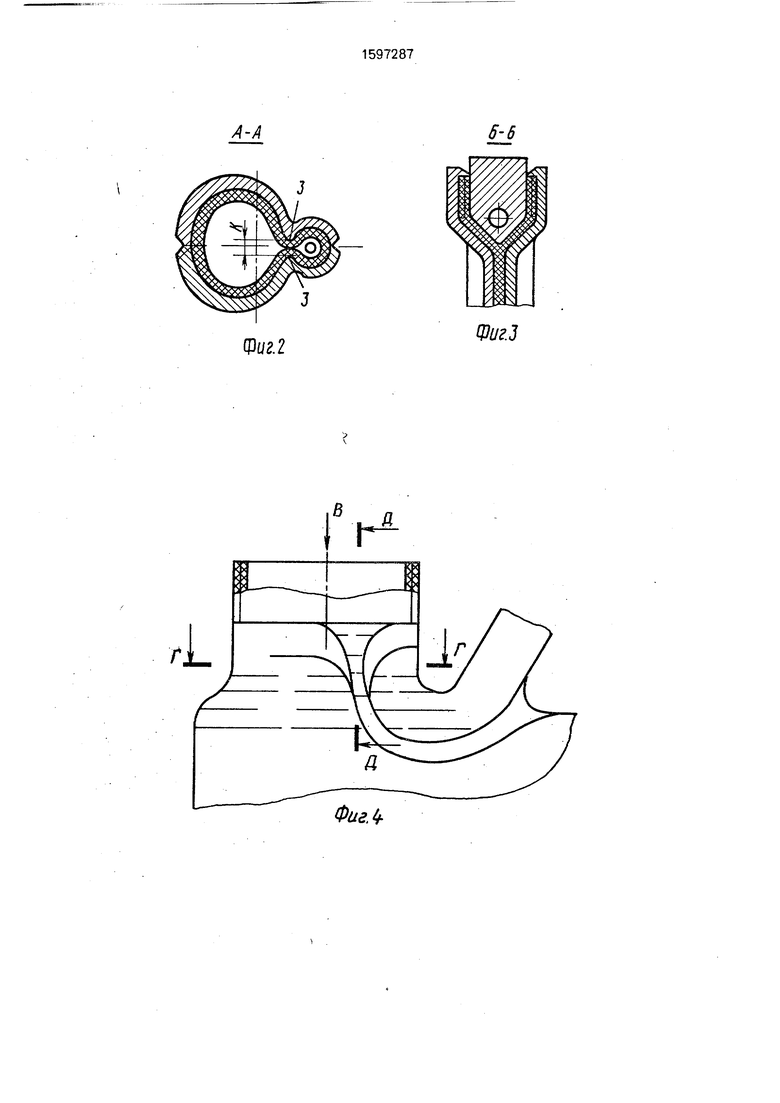
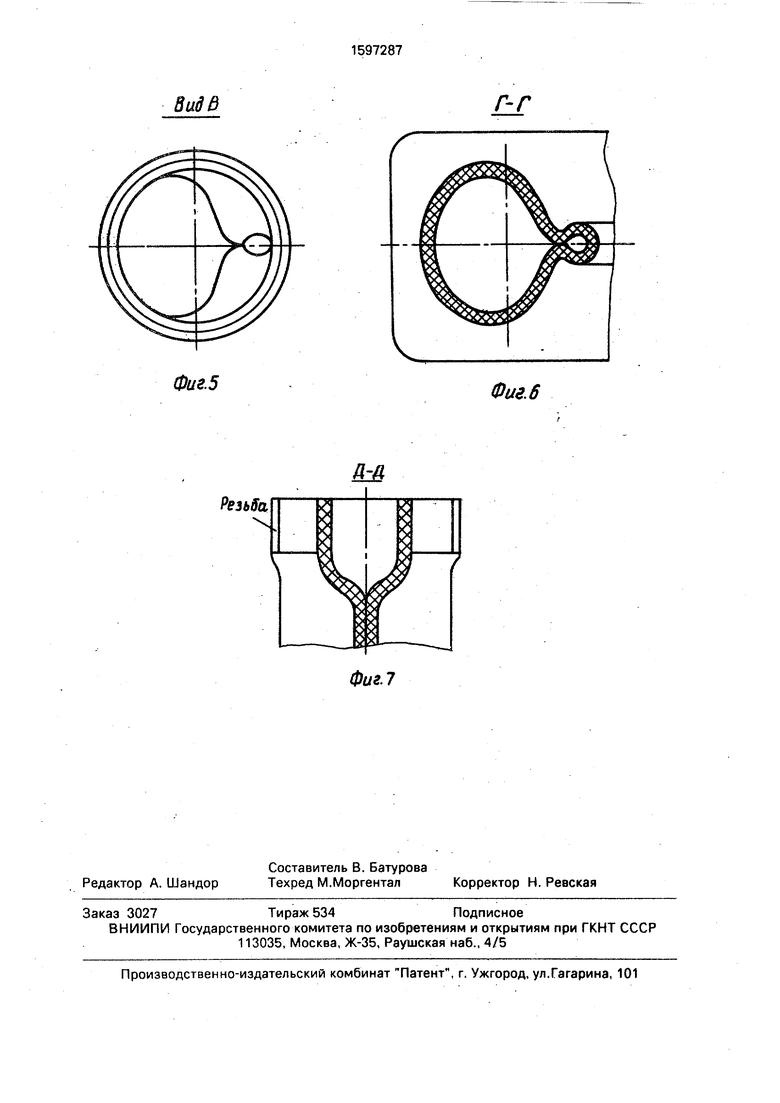
На фиг.1 изображены ниппель, пресс- форма и изделие (канистра), разрез; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1: на фиг.4 - конфигурация изделия в области горловины и части ручки; на фиг.5 - вид В на фиг.4; на фиг.6 - разрез Г-Г на фиг.4; на фиг.7 - разрез Д-Д на фиг.4.
Устройство содержит ниппель 1 с продольной прорезью 2, образованной в торце ниппеля. В прорезь 2 вставлены пресс-канты 3 формы 4, которые не смыкаются, а подведены друг к другу с зазором К, который по величине меньше, чем двойная толщина стенки трубчатой заготовки, и подобран так, чтобы обеспечить вваривание стенок заготовки, но не отрезание. Пресс-кант 3 распространяется по траектории в направлении стрелки Н и заканчивается в точке М, где он раздваивается и переходит в отрезной. В отростке 5 ниппеля выполнено отверстие 6, которое соединено с основным каналом 7 для подачи воздуха. Канал 8 формы должен быть расположен несколько выше горизонтальной поверхности налиьа жидкости в канистре.
Устройство работает следующим образом.
При смыкании формы и последующей подаче воздуха в канал 7 воздух устремляется в канал 6 и далее - в канал 8 ручки. Конфигурация пресс-кантов 3 и зазор К подбираются так, чтобы в месте перемычки под влиянием разности давлений не произошло прорыва полиэтилена. Из канала 8 ручки воздух устремляется в полость канистры и под влиянием накопившегося давления происходит окончательное формование изделия.
Форма должна быть спроектирована так, чтобы верхняя часть канала 8 была несколько выше горизонтальной поверхности налива жидкости в канистре. При зтом в
:я о ч
N DO si
верхней части ручки канистры постоянно присутствует воздушная фаза, а при наклоне канистры в сторону горловины при наливе жидкости жидкая фаза в канистре соединяется с газовой фазой окружающей среды через канал 8. В противном случае - если канал 8 расположен ниже уровня жидкости в горловине и залит жидкостью - при сливе жидкости из канистры происходит эффект сифона и жидкость сливается как из канала 8. так и из основного отверстия горловины, а жидкая фаза с окружающей средой воздушным каналом не соединяется, Формула изобретения Устройство для изготовления пустотелых изделий из термопластов путем разду0
5
ва экструдируемой трубчатой заготовки, содержащее образующую рабочую полость формы,две пары отрезных пресс-кантов, формующих горловину, ниппель, о т л и ч а ю щ е« есятем,что,сцельюрасширениятехноло- гической возможности и улучшения качества при формовании изделий с полой ручкой, полуформы содержат дополнительную пару обжимных пресс-кантов для разделения полости изделия у горловины, а ниппель выполнен с прорезью, соответствующей дополнительным пресс-кантам, и с воздушным каналом, расположенным между обжимными пресс-кантами и парой отрезных пресс-кантов для формования ручки изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПЛАСТМАССОВЫХ ЕМКОСТЕЙ ДЛЯ НЕФТЕПРОДУКТОВ | 2004 |
|
RU2278787C2 |
| Форма для изготовления изделий на экструзионно-выдувных агрегатах | 1988 |
|
SU1597288A1 |
| Форма для изготовления изделий из пластмасс раздувом | 1989 |
|
SU1775307A1 |
| Способ формования полых полимерных изделий | 1984 |
|
SU1191300A1 |
| ЭКСТРУЗИОННО-РАЗДУВНАЯ ФОРМОВОЧНАЯ МАШИНА | 2001 |
|
RU2186683C1 |
| Устройство для экструзионно-раздувного формования изделий из термопластичных материалов | 1988 |
|
SU1684075A2 |
| БАК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2104870C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2007295C1 |
| СТАЛЬНАЯ КАНИСТРА ДЛЯ ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ГОРЮЧЕГО И МАСЕЛ | 1993 |
|
RU2057050C1 |
| Способ формования раздувом изделий с поднутрениями из термопластов | 1988 |
|
SU1668157A1 |
Изобретение относится к устройствам для переработки пластических масс в пустотелые изделия путем раздува экструдируемой трубчатой заготовки. Цель изобретения - улучшение качества изделия. Для этого форма, содержащая две пары отрезных пресс-кантов, формующих горловину и ниппель, снабжена дополнительной парой обжимных пресс-кантов для разделения полости изделия у горловины, а ниппель выполнен с прорезью, соответствующей дополнительным пресс-кантам. 7 ил.
Лресс-кант отрезной
Резьба
-кант
ной
Фиг.1
А-А
Фиг.2
ФигЛ
6-6
1риг.З
8идд
Фие.5
Pesbifa
Фиг.7
ЛГ
Физ.6
| 0 |
|
SU358816A1 | |
| Солесос | 1922 |
|
SU29A1 |
