Изобретение относится к технологии изготовления многослойных материалов электротехнического назначения и может быть использовано в электротехнической отрасли промыщленности.
Цель изобретения - повышение деформируемости и долговечности слоистого материала, стабилизация его адгезионных и диэлектрических характеристик.
Пример 1 (известный). Укладывают в пакет последовательно фольгу медную, обработанную 20%-ным раствором перекиси дикумила (ПДК) в гептане, пленку из полиэтилена высокого давления (ПЭВД), стеклоткань прокладочную марки СТП-4, пакет
прессуют при 160°С, давлении 0,8 МПа в течение 20 мин.
Пример 2 (известный). Укладывают последовательно фольгу медную, пленку ПЭВД, пропитанную 20%-ным раствором ПДК в гептане с общим содержанием ПДК 0,5%, пленку полиэтилентерефталата (ПЭТФ), пакет прессуют при 160°С, давлении 0,8 МПа в течение 20 мин.
Примеры 3-7. Формируют заготовки пленка полиэтиленовая сшивающаяся (ППС) термообработанная - стеклоткань - пленка ППС нетермообработанная - медная фольга - пленка ППС нетермообработанная - стеклоткань - пленка ППС термообработанная (примеры 3-5).
СП
ю VJ
U5 О
Формируют заготовки пленка ППСтер- мообработанная - пленка ППС нетермооб- работанная - медная фольга - пленка ППС термообработанная (примеры 6 и 7).
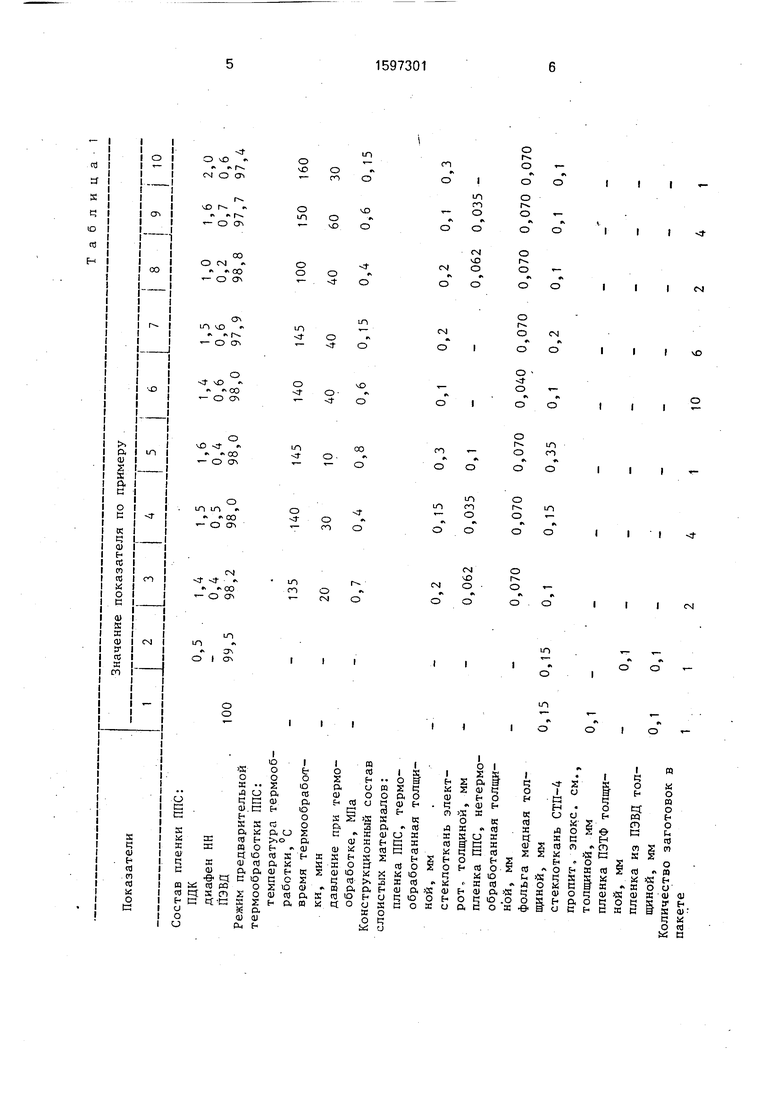
Характеристики исходных материалов, количество уложенных заготовок, режимы прессования слоистого материала, а также режимы предварительной термообработки пленки ППС представлены в табл.1.
Пример 8-10 (контрольные). Форми- руют заготовки пленка ППС термообрабо- танная-стеклЪткань-пленкаППС нетермообработанная - медная фольга - пленка ППС нетермообработанная - стеклоткань - пленка ППС термообработанная (примеры 8 и 9). В примере 10 прокладка из стеклоткани отсутствует. Режимы предварительной термообработки пленки ППС в запредельных примерах не соответствуют предлагаемым режимам, в то время как ре- жимы прессования СМ соответствуют режимам прессования в известных способах. В примерах 8 и 9 изменены дополнительно режимы прессования слоистого пакета; давления I и II ступени имеют запредельные значения.
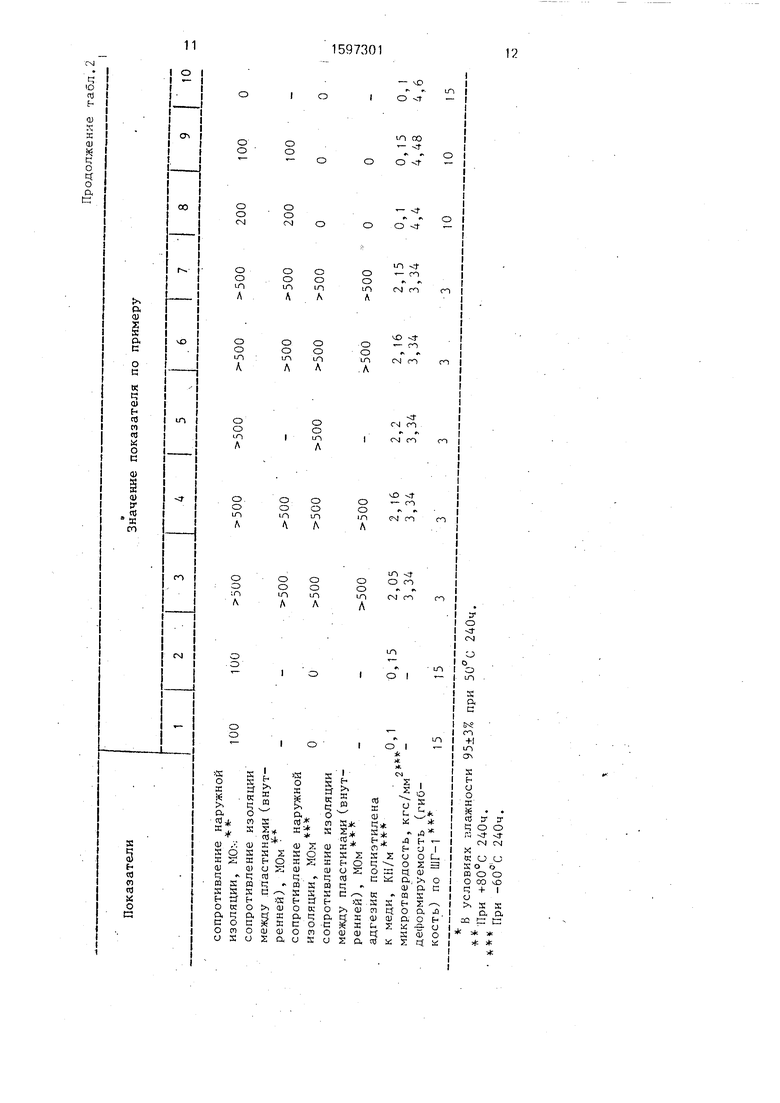
После прессования слоистые материалы подвергают климатическим испытаниям. Свойства слоистых материалов после прессования и после климатических испы- таний представлены в табл. 2.
Формула изобретения Способ изготовления слоистого матери- ала формированием пакета из 1-10
заготовок из чередующихся слоев медной фольги и полиэтиленовой пленки, прессованием под давлением при температуре, превышающей температуру плавления полиэтилена, отличающийся тем, что, с целью повышения деформируемости и долговечности слоистого материала, стабилизации его адгезионных и диэлектрических характеристик, в качестве полиэтиленовой пленки используют пленку, содержащую, мас.%:
бис-(а, а-Диметилбензил)- перрксид 1,4-1,6
М,М -Ди(нафтил-2-)фенилен- диамин-1,40,4-0,6
Полиэтилен высокого давленияОстальноекоторую перед изготовлением заготовок, термообрабатывают при температуре 135- 145°С и давлении 0,15-0,8 МПа в течение 10-40 мин, заготовку формируют путем последовательной укладки по обе стороны медной фольги нетермообработанной армированной или неармиро.ванной стеклотканью пленки и термообработанной пленки, причем толщина нетермообрабо- танной пленки составляет 0,3-0,5, а стекло- ткани-0,2-0,5 толщины термообработанной пленки, прессование заготовок осуществляют при температуре 150-160°С и давлении 0,2-0,8 МПа в течение 15-25 мин, а прессование пакета заготовок осуществляют при температуре 105-160°С в две стадии: сначала под давлением 0,2-0,8 МПа, а затем 0,8-1,8 МПа в течение 15-25 мин на каждой стадии.


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления прессзаготовки для печатных плат | 1979 |
|
SU864605A1 |
| Способ изготовления слоистых пленочных материалов | 1981 |
|
SU1032005A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2000 |
|
RU2185965C1 |
| Способ получения армированных плас-TMACC | 1979 |
|
SU833456A1 |
| СПОСОБ НАНЕСЕНИЯ НА КОНТАКТНЫЕ ПОВЕРХНОСТИ ЭЛЕКТРОЭРОЗИОННО-СТОЙКИХ МОЛИБДЕН-МЕДНЫХ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ СО СЛОИСТОЙ СТРУКТУРОЙ | 2011 |
|
RU2455388C1 |
| Клеевая композиция для соединения полимерных пленок с металлической фольгой | 1973 |
|
SU1114341A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1999 |
|
RU2166432C2 |
| Способ изготовления слоистого композиционного материала | 1990 |
|
SU1788062A1 |
| Связующее для стеклопластиков | 1975 |
|
SU1169545A3 |
| Способ изготовления нагревательного устройства | 1991 |
|
SU1802917A3 |
Изобретение относится к металлополимерным материалам и может быть использовано в электротехнической промышленности. Изобретение позволяет повысить деформируемость и долговечность материала, стабилизировать его адгезионные и диэлектрические характеристики. Материал получают формированием пакета из заготовок из чередующихся слоев медной фольги с расположенными по обе ее стороны нетермообработанной и термообработанной при 134-145°С в течение 15-20 мин пленки из полиэтилена высокого давления, включающий 1,4-1,6 мас.% бис-(α,α-диметилбензил)-пероксида и 0,4-0,6 мас.% N, N1-ди-(нафтил-2)-фенилендиамина-1,4, причем толщина нетермообработанной пленки составляет 0,3-0,5 толщины термообработанной пленки. Прессование заготовок осуществляют при 150-160°С и давлении 0,2-0,5 МПа в течение 15-25 мин, а пакета - при 105-160°С в две стадии: вначале под давление 0,2-0,8 МПа, а затем 0,8-1,8 МПа в течение 15-25 мин на каждой стадии. 2 табл.
| СПОСОБ КРЕПЛЕНИЯ ПОЛИЭТИЛЕПА К МЕТАЛЛУ | 0 |
|
SU287220A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
