В изобретении, касающемся известных нереносных приспособлений для обогревания литейных форм носредстБОм колпака, имеющего внутри электрическое проволочное сопротивление или трубы для пропуска пара или горячих газов, предполагается обогревать помещаемые под него после сушки литейные формы перед заливкой последних металлом с тем, чтобы повысить качество отливки.
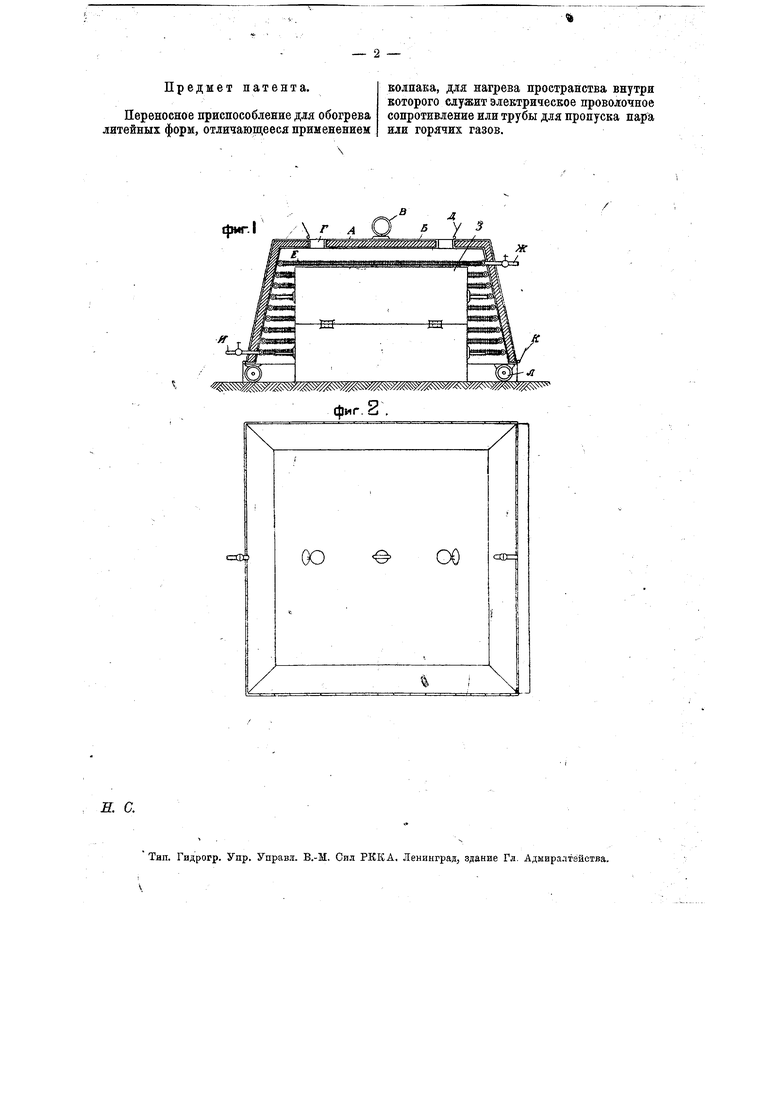
На схематическом чертеже фиг. 1 изображает продольный разрез приспособления н фиг. 2-вид его сверху.
В производстве высококачественного литья для машин встречаются затруднения, особенно в зимнее время, вследствие сильного охлаждения отформованньхх деталей. Вынутые из сушилок заформованные опоки, собираемые литейщиками в общую форфовку, находятся в таком виде до момента заливки их расплавленным металлом. ТЕопадающие в горячем состоянии после сушки в холодную атмосферу опоки, щишки и пр. покрываются влажным потом, замерзающим при дальнейшем охлаждении, вследствие чего, при заливке расплавленным металлом, происходит парообразовапие, вызывающее появление раковин откипи и вредных внутренних натяжений.
Предлагаемое для устранения указанных недостатков переносное приспособление состоит из двухстенного железного колпака А, между стенками которого помещается тепловая изоляция Д а сверху с наружной стороны-кольцо Ъ для захватывания колпака крюком блока или крана. В верхней части колпака для регулировавания циркуляции воздуха имеются отдушники Р, закрываемые крышками Д. Колеса Л служат для передвижения колпака, в нижней части которого находятся заслонки 7Г, регулирующие приток воздуха снизу. Для нагревания подлежащих заливке металлом формовок 3, помещаемых под колпак, внутри последнего на фарфоровых изоляторах равномерно распределяются спирали, представляющие собой электрическое сопротивление проволоки К, по которой проходит электрический ток, включаемый штепселем Ж. Регулировка температуры воздуха внутри колпака производится посредством включаемого в цепь намотки реостата (на чертеже не указан). Вместо электроподогрева возможно применение пара или горячих газов, пропускаемых из общего трубопровода через винтиль Ж в систему труб, располагаемых по типу батарей внутри колпака, из которых газы или пар выходят через вентиль И..
Перед заливкой заформованных опок закрываются и разъединяются вентили или вьпиючается ток и колпак переносится в сторону, после чего происходит заливка форм.
Предмет патента.
Переносное приспособление для обогрева литейных форм, отличающееся применением
колпака, для нагрева пространства внутри которого служит электрическое проволочное сопротивление или трубы для пропуска пара или горячих газов.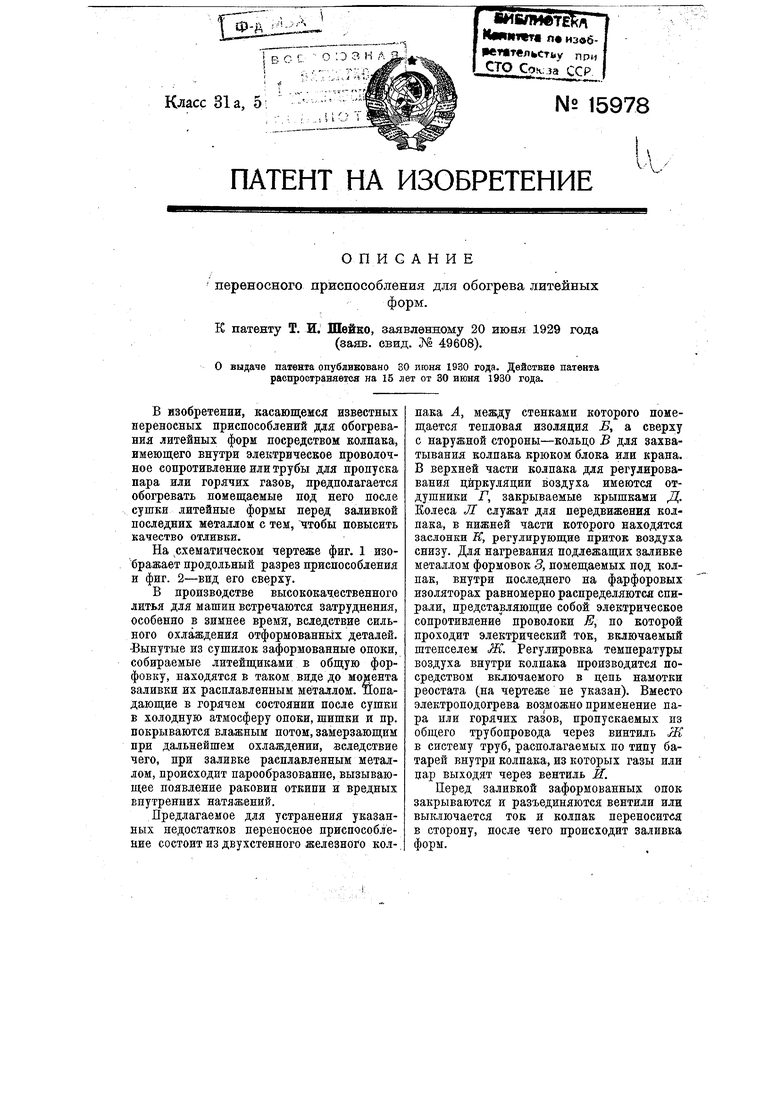
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ переплавки окисленных бронз | 1928 |
|
SU18934A1 |
| Способ заливки стальных вкладышей свинцовистой бронзой | 1932 |
|
SU31094A1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| Способ подготовки стальных подшипников к заливке антифрикционным сплавом | 1932 |
|
SU31209A1 |
| СПОСОБ ОТЛИВКИ ПРОКАТНЫХ ВАЛКОВ | 1995 |
|
RU2073589C1 |
| Оснастка для вакуумной формовки | 1987 |
|
SU1496903A1 |
| Способ изготовления литейных форм и стержней путем применения контурной опоки с моделью | 1956 |
|
SU114148A1 |
| Литейный стержень | 1991 |
|
SU1787653A1 |
| Способ изготовления форм | 1979 |
|
SU850267A1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ ОТЛИВОК | 2012 |
|
RU2484917C1 |
/ ,
jfffsm
ff
фиг. 2 .
GO о
art
ЛГ
cSfd

