(Л
4i
;0
Од
со
ZfS
фиг. /
31496903
Изобретение относится к литейному производству и может быть использовано при изготовлении отлив ок методом вакуумно-пленочной формовки (ВПФ).
Цель изобретения - упрощение конструкции и эксплуатации, улучшение качества отливок. ,
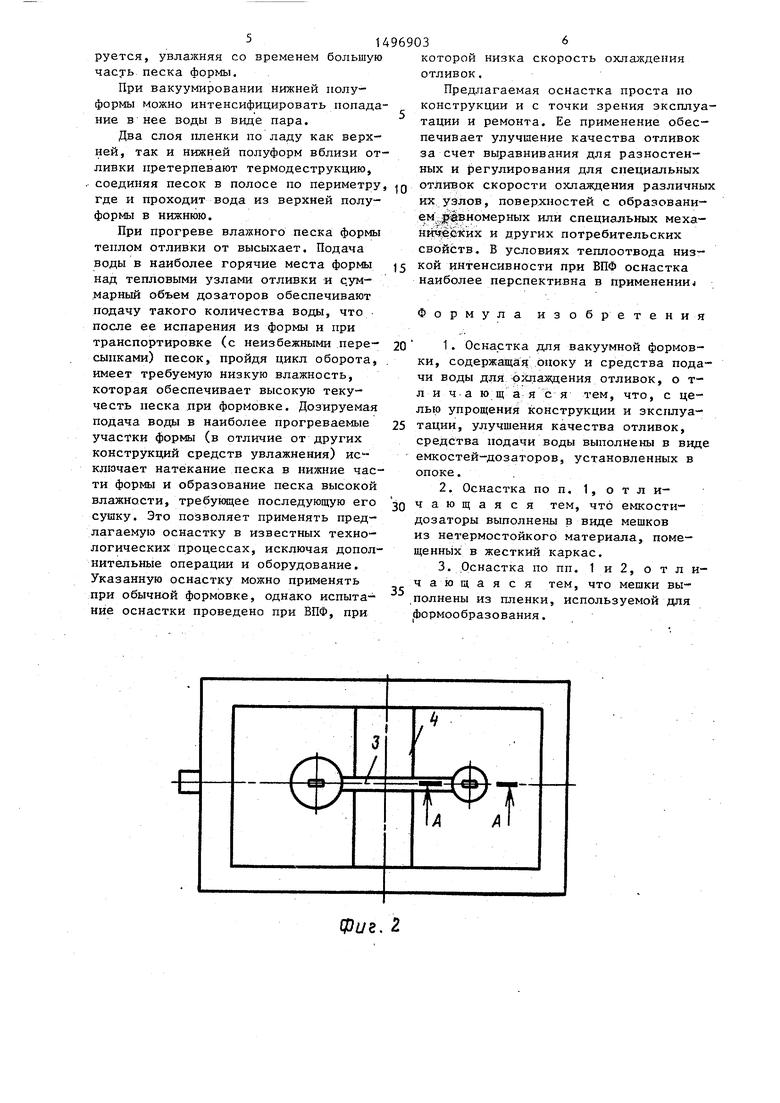
На фиг. 1 изображена оснастка при Ю изготовлении верхней пслуформы, разрез; на фиг. 2 - опока верхней полуформы, план; на фиг, 3 - мешок из пленки с водой для установки в емкость; на фиг. 4 - разрез А-А на 15 фиг. 2 (пример изготовления емкости для воды); на фиг, 5 - схема применения оснастки при формовке в закрытых коробчатых (панцирных) опоках.
Оснастка для изготовления литей- 20 ной формы, например, методом ВПФ имеет в верхней полуформе емкости 1 и 2, укрепленные, например, при помощи рейки 3 на ребре 4 опоки) , Нижняя полуформа (не показана) изготавливается 25 в опоке без емкостей 1 и 2. Пленка на форме не показана Емкости могут иметь крышки 5, которые предотйращают попадание песка в емкость при засып- ке. Емкости расположены над тепловыми 30 узлами либо в других, определенных потребностями охлаждения, местах -6 (ртлйвки, получаемой в форме, и имеют определенный объем (объемные доза-., торы). Вода (или другой охладитель), либо предварительно залитая в мешки 7 из пленки, используемой, например, при ВПФ, либо наливаемая через горловины, закрываемые крышкой 5, помещается в емкости. Емкость может ,40 иметь в ншхней части пробку 8, соединенную осью 9 с крышкой 5 и ручкой 10. Выпускное отверстие закрывается пробкой 8 или имеет сетку, не проницаемую для песка (при отсутст- j ВИИ мешка 7), и служит дозатором расхода жидкости в зависимости от суммарной площади своих пропускных отверстий. Емкости 2 и 1 могут устанавливаться на ребре 4 или крепиться к корпусу опоки. Емкости изготовлены из тонкостенной жести так, чтобы не проникал в них песок при формовке. Мешок 7 изготовлен по форме емкости (фиг, 4) и при помещении его в ёмкость нижним концом выступает из нее через нижнее отверстие. Мешок 7 в верхней части закрыт при помощи за- .жима 11.
50
.р
.п
55
0 5 0 0 j
0
Оснастка работает следующим об- .разом.
Без применения мешков 7 форма изготавливается известными методами, заливается металлом. После образования твердой, корки, способной удерживать форму отливки, форму отключают от вакуум-сети (ВПФ), снимают верхнюю пленку и за ручки 10 (установленные на уровне контрлада) открывают емкости 1 и 2 и заполняют их водой доверху. Вода медленно через дозирующие расход отверстия сетки (или отверстия собственно емкости) с определенной скоростью Просачивается вглубь формы, увлажняя окружающий тепловой узел отливки песок. Для исключения дополнительных операций при транс - портйровке форм на конвейере (при крупных формах) или при применении закрытых опок (фиг, 5) и других особенностях вода в емкости загружается до установки опок на формовочный стол. Для этого удобно использовать мешки 7 из нетермостойкой пленки, например применяемой для ВЕФ, Мешки 7 изготавливаются по конфигурации емкости путем сварки (Например, паяльником) пленки или методом облицовки пленкой моделей при ВПФ. В них зали- вается определенная доза воды и они закрываются: зажимом It,
МеЩок 7 помещают в емкость 1 и (2) так, чтобы его конец выступал из нее и Находился На определенном расстояний, разделенном песком, от отливки 6. Это расстояние для отливок массой 100 кг равно 8-30 мм с тем. Чтобы слой песка прогрелся теплом отливки и своим теплом расплавил .пленку выступающей части мешка, из которого начинает выходить . Это аналогично случаю, когда вода заливается непосредственно в емкость, однако начало подачи осуществляется автоматически. Для отливок массой порядка 100 кг из чугуна время кристаллизации корки-каркаса составляет ; примерно 3-15 мин, после чего но отключается вакуум от формы и возможно использование воды для регулирования охлаждения отливок.
Просачивание воды вглубь формы происходит под действием силы тяжести и капиллярных сил. Испаряющаяся от тепла отливки вода распространяется вглубь формовочного песка, конденсируется, увлажняя со временем большую часть песка формы.
При вакуумировании нижней полу- формы можно интенсифицировать попадание в нее воды в виде пара.
Два слоя пленки по ладу как верхней, так и нижней полуформ вблизи отливки претерпевают термодеструкцию, соединяя песок в полосе по периметру где и проходит вода из верхней полуформы в нижнюю.
При прогреве влажного песка формы теплом отливки от высыхает. Подача воды в наиболее горячие места формы над тепловыми узлами отливки и с.ум- марный объем дозаторов обеспечивают подачу такого количества воды, что после ее испарения из формы и при транспортировке (с неизбежными пере- сыпками) песок, пройдя цикл оборота, имеет требуемую низкую влажность, которая обеспечивает высокую текучесть песка при формовке. Дозируемая подача воды в наиболее прогреваемые участки формы (в отличие от других конструкций средств увлажнения) исключает натекание песка в ншкние части формы и образование песка высокой влажности, требующее последующую его сушку. Это позволяет применять предлагаемую оснастку в известных технологических процессах, исключая дополнительные операции и оборудование. Указанную оснастку можно применять при обычной формовке, однако испытание оснастки проведено при ВПФ, при
0
0
5
0
5
которой низка скорость охлаждения отливок.
Предлагаемая оснастка проста по конструкции и с точки зрения эксплуатации и ремонта. Ее применение обеспечивает улучшение качества отливок за счет выравнивания для разностен- ных и регулирования для специальных отливок скорости охлаждения различных их узлов, поверхностей с образовани- (- Bномерных или специальных меха- ндаёских и других потребительских свойств. В условиях теплоотвода низкой интенсивности при ВПФ оснастка наиболее перспективна в примененииj
Формула изобретения
1.Оснастка для вакуумной формовки, содержащая опоку и средства подачи воды для ):щаждения отливок, о т- л и ч а ющ а я с я тем, что, с целью упрощения конструкции и эксплуатации, улучшения качества отливок, средства подачи воды выполнены в виде емкостей-дозаторов, установленных в опоке.
2.Оснастка по п. 1, о т л и- чающаяся тем, что емкости- дозаторы выполнены в виде мешков
из нетермостойкого материала, помещенных в жесткий каркас.
3.Оснастка по пп. 1 и 2, отличающаяся тем, что мешки выполнены из пленки, используемой для формообразования.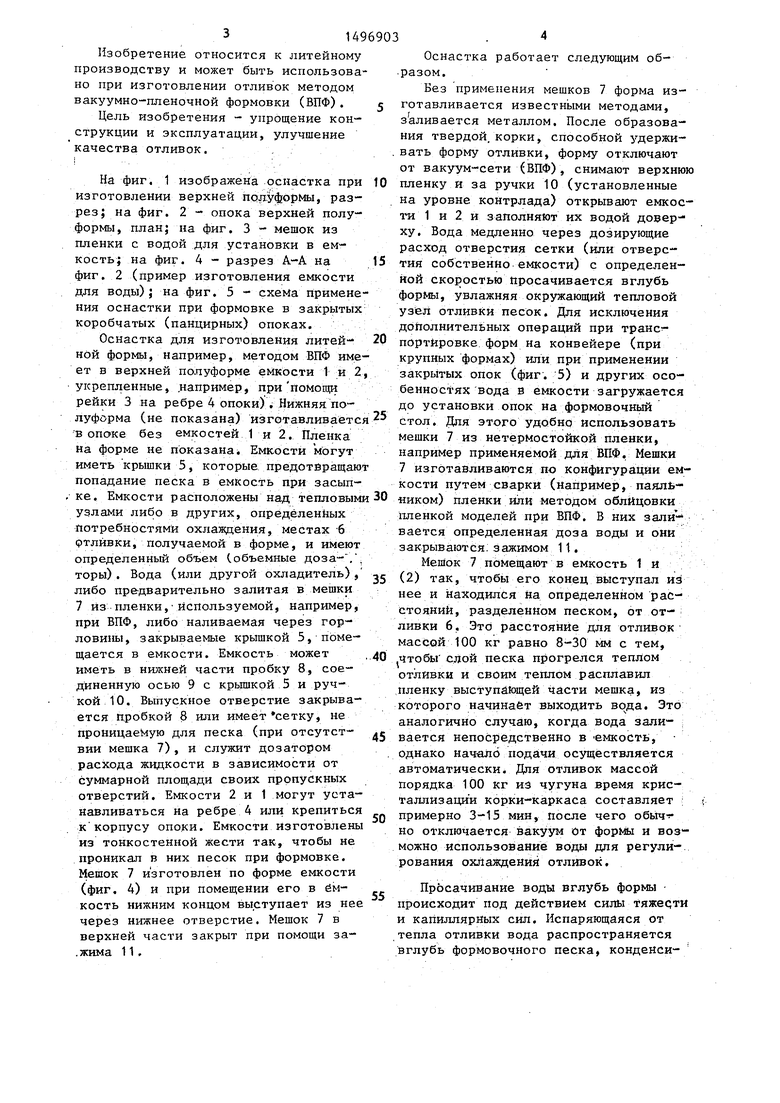
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК В ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМАХ | 1991 |
|
RU2014939C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК В ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМАХ | 1990 |
|
RU2020025C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ВАКУУМНО-ПЛЕНОЧНОЙ ФОРМОВКИ | 1991 |
|
RU2020026C1 |
| УСТАНОВКА ДЛЯ ЛИТЬЯ | 1990 |
|
RU2070470C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ДЛЯ КРУПНЫХ ОТЛИВОК В ЯМЕ ПО МОДЕЛИ | 1991 |
|
RU2026126C1 |
| Литейный стержень | 1991 |
|
SU1787653A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМ | 1992 |
|
RU2017561C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВКИ В ВАКУУМНО-ПЛЕНОЧНОЙ ФОРМЕ | 2018 |
|
RU2708035C1 |
| Способ изготовления литейной формы вакуумно-пленочной формовкой | 1987 |
|
SU1572740A1 |
| Автоматическая линия вакуумной формовки | 1982 |
|
SU1096033A1 |
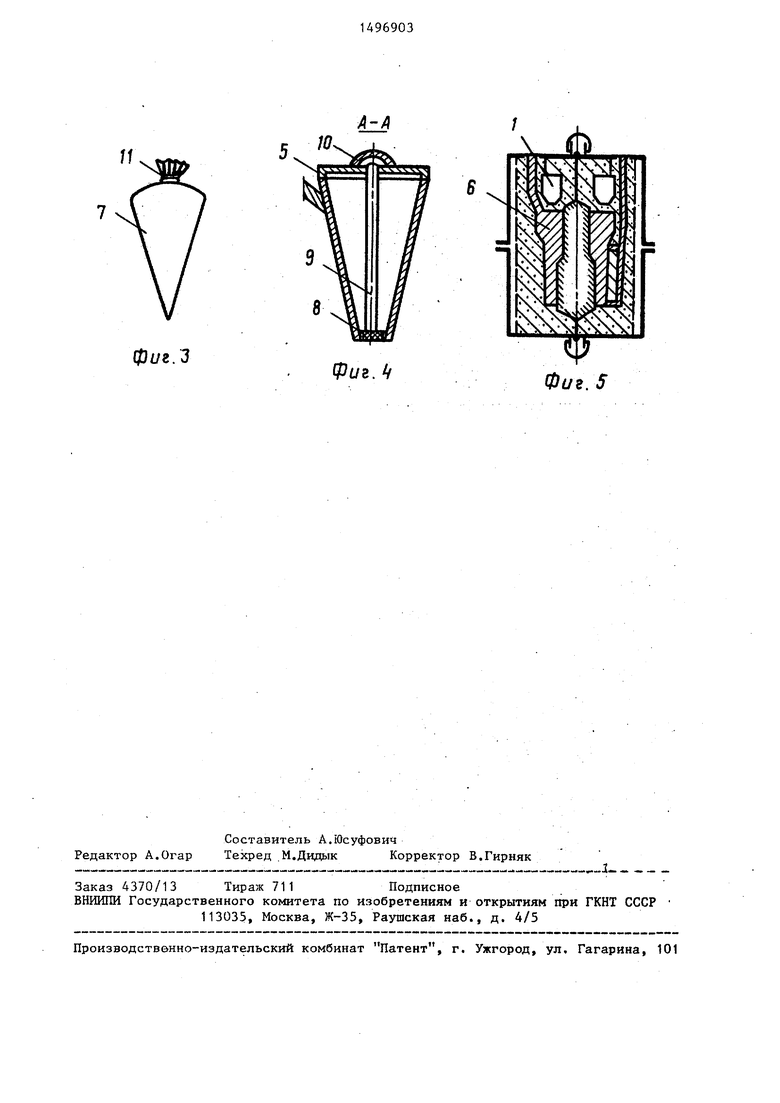
Изобретение относится к литейному производству ,в частности, к вакуумной формовке. Цель изобретения - упрощение конструкции оснастки, улучшение качества отливок. Предложенная оснастка содержит средства подачи воды для охлаждения отливок, выполненные в виде жестких емкостей-дозаторов 1,2, укрепленных в опоке с помощью рейки 3. Вода может быть залита как непосредственно в емкости 1,2 так и в мешки, выполненные, например, из формообразующей пленки. Дозаторы помещают над тепловыми узлами отливки 6. После заливки и термодеструкции формообразующей пленки вода поступает на участки формы, прилегающие к тепловым узлам отливки, обеспечивая равномерное ее охлаждение. 2 з.п.ф-лы, 5 ил.
Фиг. 2.
фиг.З
Фиг.
Xl-XI
Фиг. 5
| Способ изготовления литейной формы вакуумной формовкой и устройство для его осуществления | 1983 |
|
SU1122399A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Оснастка для вакуумной формовки | 1985 |
|
SU1310097A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
