Изобретение относится к электротермии и может быть использовано при изготовлении водоохлаждаемых индукторов малого диаметра, применяемых, например, в качестве элементов электромагнитных кристаллизаторов на машинах непрерывного литья заготовок.
Целью изобретения является экономия цветного металла.
Указанная цель достигается за счет того, что полость охлаждения формируют из листового материала, который жестко крепится к виткам катушки.
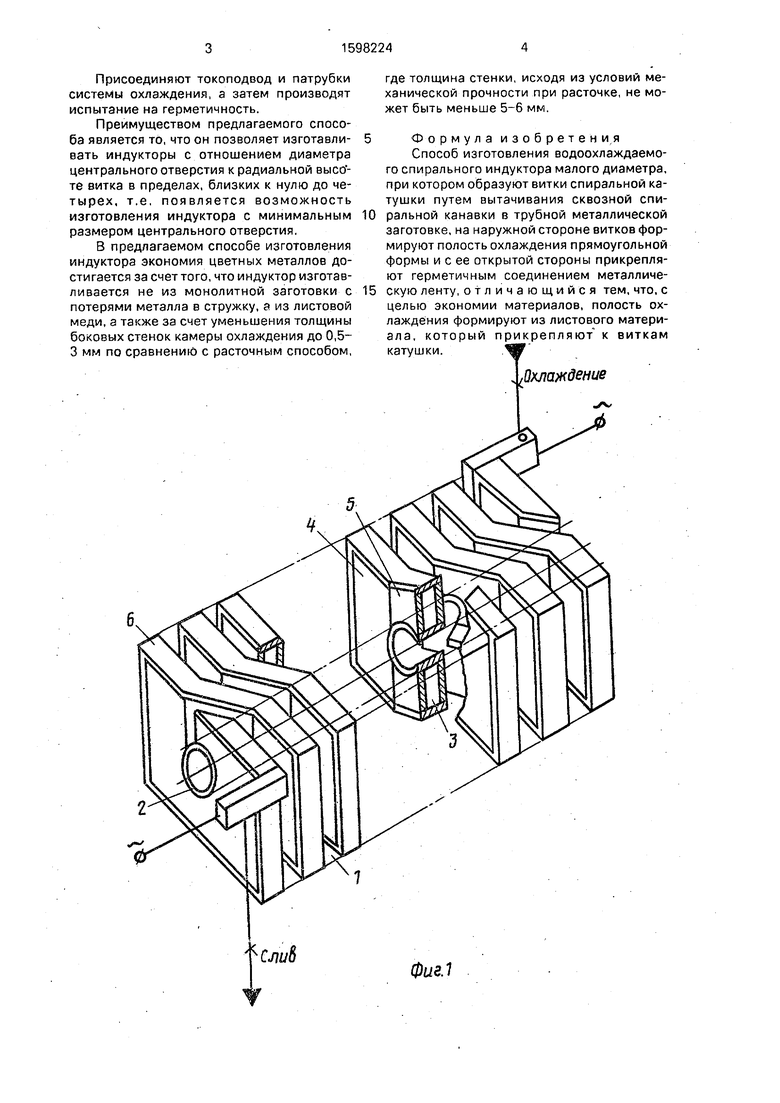
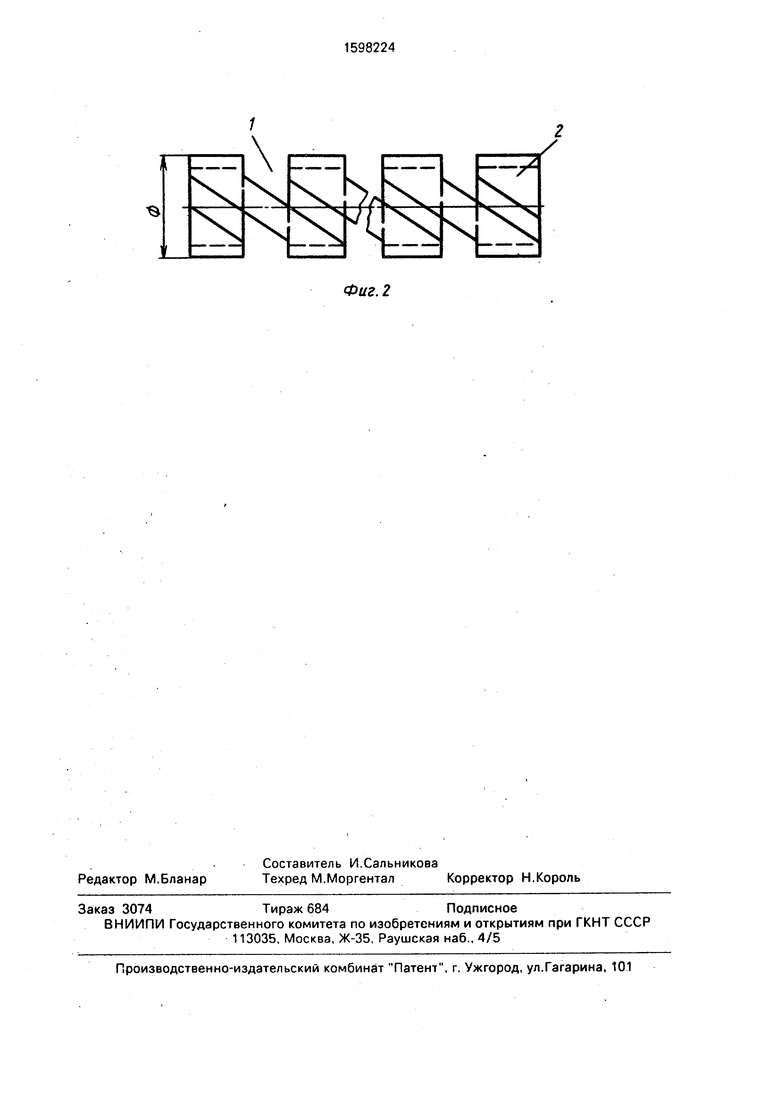
На фиг. 1 показан индуктор, общий вид: на фиг. 2 - вид катушки без охлаждающей полости.
Способ включает создание спиральной однослойной катушки (фиг. 2) путем фрезерования сквозной канавки 1 в металлической трубной заготовке, на наружной стороне витков 2 которой формируют полость 3 охлаждения (фиг. 1) из листового материала в виде параллельных пластин 4, наклонных перемычек 5 и металлической ленты 6.
Способ осуществляют следующим обра- зрм.
Изготавливают однослойную катушку путем фрезерования спиральных канавок 1 в металлической трубной заготовке круглого, прямоугольного или овального сечения (фиг. 2). Укладывают листовой материал в виде параллельных пластин 4 и наклонных перемычек 5 и жестко крепят их к виткам 2 катушки с внешней стороны (например, с помощью аргонодуговой сварки) (фиг. 1). Полость 3, образованную наружной поверхностью витков 2 катушки, боковыми стенками параллельных пластин 4 и наклонных перемычек 5, герметично накрывают медной лентой 6 и закрепляют.
-г
СП Ю 00
о э
Присоединяют токоподвод и патрубки системы охлаждения, а затем производят испытание на герметичность.
Преимуществом предлагаемого способа является то, что он позволяет изготавливать индукторы с отношением диаметра центрального отверстия к радиальной высо - те витка в пределах, близких к нулю до четырех, т.е. появляется возможность изготовления индуктора с минимальным размером центрального отверстия.
В предлагаемом способе изготовления индуктора экономия цветных металлов достигается за счет того, что индуктор изготавливается не из монолитной заготовки с потерями металла в стружку, а из листовой меди, а также за счет уменьшения толщины боковых стенок камеры охлаждения до 0,5- 3 мм по сравнений с расточным способом.
где толщина стенки, исходя из условий механической прочности при расточке, не может быть меньше 5-6 мм.
Формула изобретения
Способ изготовления водоохлаждаемо- го спирального индуктора малого диаметра, при котором образуют витки спиральной катушки путем вытачивания сквозной спи0 ральной канавки в трубной металлической заготовке, на наружной стороне витков формируют полость охлаждения прямоугольной формы и с ее открытой стороны прикрепляют герметичным соединением металличе5 скую ленту, otличaющийcя тем, что, с целью экономии материалов, полость охлаждения формируют из листового материала, который прикрепляют к виткам
катушки.
т
Шаждение
фигЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Индуктор для высокочастотнойСВАРКи | 1978 |
|
SU795820A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ЗАГОТОВОК ПОСТОЯННОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ НЕОГРАНИЧЕННОЙ ДЛИНЫ | 2022 |
|
RU2796558C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ТРУБ | 2000 |
|
RU2171164C1 |
| КРИСТАЛЛИЗАТОР МАШИНЫ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2455106C1 |
| Индуктор для нагрева внутренних поверхностей цилиндрических деталей | 1980 |
|
SU875650A1 |
| Способ формирования окружного армирования цельнотянутого полого изделия, способ получения армированной полимерной трубы (варианты) и устройства для осуществления указанных способов | 2016 |
|
RU2626039C1 |
| УСТРОЙСТВО для ИНДУКЦИОННОГО НАГРЕВА КРОМОКШТРИПСА | 1967 |
|
SU191704A1 |
| ИНДУКТОР ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2021 |
|
RU2790582C1 |
| Способ изготовления многослойной охлаждаемой обмотки индуктора | 1983 |
|
SU1145495A1 |
| ЭЛЕКТРОМАГНИТНЫЙ АППАРАТ ВИХРЕВОГО СЛОЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2461416C2 |
Изобретение относится к электротехнике. Целью изобретения является экономия материалов. При изготовлении спирального водоохлаждаемого индуктора малого диаметра, когда витки вытачиваются из трубной заготовки, предлагается наружную часть витков формировать из листового материала, образуя полую часть витков, предназначенную для охлаждения. Это позволяет для вытачивания индуктора брать трубку малого диаметра, что приводит к большой экономии цветного металла. 2 ил.
Фиг, 2
| БабатГ.И | |||
| Индукционный нагрев металлов и его промышленное применение.- М - Л.: Энергия, 1965, с | |||
| Аппарат для получения газа под высоким давлением для работы в поршневом или турбинном двигателе | 1922 |
|
SU387A1 |
| Фомин Н.И | |||
| Электрические плечи и установки индукционного нагрева | |||
| - М Ме таллургия, 1979, с | |||
| Аппарат для радиометрической съемки | 1922 |
|
SU124A1 |
